Вам также может понравиться
- Stan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineОт EverandStan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineРейтинг: 5 из 5 звезд5/5 (1)
- Study of The Centrifugal Pump Efficiency at Throttling and Speed ControlДокумент4 страницыStudy of The Centrifugal Pump Efficiency at Throttling and Speed ControlHassan SouleymanОценок пока нет
- TB KeyPerformanceEvaluation PDFДокумент2 страницыTB KeyPerformanceEvaluation PDFvcharles100% (1)
- CT2 2012 Poor Pump Design ConsiderationsДокумент2 страницыCT2 2012 Poor Pump Design ConsiderationsKroya HunОценок пока нет
- Screw Compressors ReviewДокумент19 страницScrew Compressors ReviewCarlos Maldonado AlmeidaОценок пока нет
- Is Rod Drop The Right Measurement For My Reciprocating Compressor?Документ4 страницыIs Rod Drop The Right Measurement For My Reciprocating Compressor?Sagar MishraОценок пока нет
- CASE STUDY: Advanced Analysis of Reciprocating Engines, Compressors and Gas PipelinesДокумент4 страницыCASE STUDY: Advanced Analysis of Reciprocating Engines, Compressors and Gas PipelinesabdulbasitbОценок пока нет
- Phase Equilibria: Basic Principles, Applications, Experimental TechniquesОт EverandPhase Equilibria: Basic Principles, Applications, Experimental TechniquesОценок пока нет
- Guideline For Field Testing of Reciprocating Compressor Performance PDFДокумент173 страницыGuideline For Field Testing of Reciprocating Compressor Performance PDFJose PradoОценок пока нет
- Chemical Process Retrofitting and Revamping: Techniques and ApplicationsОт EverandChemical Process Retrofitting and Revamping: Techniques and ApplicationsGade Pandu RangaiahОценок пока нет
- Advanced Pump DiagnosticsДокумент8 страницAdvanced Pump DiagnosticsSteven A McMurrayОценок пока нет
- JIP Compressor FoulingДокумент3 страницыJIP Compressor FoulinglvicencioaОценок пока нет
- Minimum Thermal FlowДокумент4 страницыMinimum Thermal Flowdk4monjureОценок пока нет
- 10 Steps To Pump ReliabilityДокумент15 страниц10 Steps To Pump ReliabilityaqhammamОценок пока нет
- 4 BasicEngineandCompressorAnalysis PDFДокумент133 страницы4 BasicEngineandCompressorAnalysis PDFalvaroinc04Оценок пока нет
- Viscosity Effects On Pump PerformanceДокумент2 страницыViscosity Effects On Pump PerformanceADITYA_PATHAKОценок пока нет
- Why Do Surge Testing?Документ4 страницыWhy Do Surge Testing?astromo100% (1)
- Torsional Vibration Analysis of Reciprocating Compressor Trains Driven B...Документ11 страницTorsional Vibration Analysis of Reciprocating Compressor Trains Driven B...fuzhi2016Оценок пока нет
- Flowserve Reg PumpДокумент66 страницFlowserve Reg Pumpshaad_ksi100% (1)
- Centrifugal Pump Troubleshooting GuideДокумент10 страницCentrifugal Pump Troubleshooting GuideSteve Sund100% (1)
- How To Calculate Polytropic EfficiencyДокумент2 страницыHow To Calculate Polytropic Efficiencysevero97Оценок пока нет
- Rod Load Calculations and Def Int Ions For Reciprocating Compressor MonitoringДокумент4 страницыRod Load Calculations and Def Int Ions For Reciprocating Compressor MonitoringdwightbordelonОценок пока нет
- Whitepaper Reciprocating MachineryДокумент19 страницWhitepaper Reciprocating MachinerySofiane HalimiОценок пока нет
- Experience With Torsional Vibration at Reciprocating CompressorsДокумент14 страницExperience With Torsional Vibration at Reciprocating CompressorsÏmŗäņPŗïņċëОценок пока нет
- Orbit V31N1 2011 Q1Документ60 страницOrbit V31N1 2011 Q1KrishnaОценок пока нет
- Listings of Texas A&M Pump Users Symposiums Proceedings From 1984 To 2013Документ116 страницListings of Texas A&M Pump Users Symposiums Proceedings From 1984 To 2013jehodgsonОценок пока нет
- API 682 Training Manual PDF - Google SearchДокумент3 страницыAPI 682 Training Manual PDF - Google SearchPahe DriveОценок пока нет
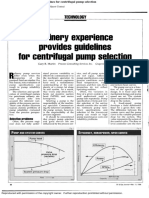
- Martin Refinery Experience Provides Guidelines For Centrifugal Pump SelectionДокумент5 страницMartin Refinery Experience Provides Guidelines For Centrifugal Pump SelectionRajendraОценок пока нет
- Chapter (5) Pump System CurveДокумент27 страницChapter (5) Pump System Curvekarioke mohaОценок пока нет
- Increasing Pump CapacityДокумент3 страницыIncreasing Pump Capacitydk4monjureОценок пока нет
- Babbitted Bearings TCEДокумент34 страницыBabbitted Bearings TCEWilliam BelloОценок пока нет
- Pipenet: A Wireless Sensor Network For Pipeline MonitoringДокумент11 страницPipenet: A Wireless Sensor Network For Pipeline MonitoringMykola YarynovskyiОценок пока нет
- Pump Engineer August 2015 Technical Article Flowserve PDFДокумент4 страницыPump Engineer August 2015 Technical Article Flowserve PDFToan NguyenОценок пока нет
- Rod DropДокумент22 страницыRod DropSomen Mukherjee100% (3)
- ARP E Reliability Engineer CourseДокумент4 страницыARP E Reliability Engineer CourseLyonelОценок пока нет
- Orbit v27n207 SlowrollДокумент13 страницOrbit v27n207 SlowrollAyman ElsebaiiОценок пока нет
- Centrifugal Compressor HorsepowerДокумент9 страницCentrifugal Compressor HorsepowerCurtis Dookie100% (1)
- Advanced Machinery Dynamics Course ContentДокумент2 страницыAdvanced Machinery Dynamics Course ContentLe Thanh HaiОценок пока нет
- How To Determine Primary Cause of Mechanical Seal FailureДокумент2 страницыHow To Determine Primary Cause of Mechanical Seal Failurerizki akhadiОценок пока нет
- Troubleshooting Centrifugal Pumps July04!28!34Документ7 страницTroubleshooting Centrifugal Pumps July04!28!34ho-faОценок пока нет
- API Standards For Mechanical Rotating Machinery: September 2020Документ4 страницыAPI Standards For Mechanical Rotating Machinery: September 2020khabiranОценок пока нет
- Chapter 4 Bearings PDFДокумент50 страницChapter 4 Bearings PDFAnonymous 7aN0oYUm7vОценок пока нет
- Efficiency and Operating Characteristics of Centrifugal and Reciprocating Compressors - Pipeline & Gas JournalДокумент6 страницEfficiency and Operating Characteristics of Centrifugal and Reciprocating Compressors - Pipeline & Gas JournalAnargha BhattacharyaОценок пока нет
- Valve Sizing and Selection: FREE ResourcesДокумент6 страницValve Sizing and Selection: FREE ResourcesSARATH KRISHNAKUMARОценок пока нет
- Waukesha Bearing Analysis ReviewДокумент24 страницыWaukesha Bearing Analysis ReviewEdwin Freire100% (1)
- Prediction of Centrifugal Compressor May 201234Документ8 страницPrediction of Centrifugal Compressor May 201234moxlindeОценок пока нет
- Reciprocating Compressors IMPДокумент21 страницаReciprocating Compressors IMPrutujaОценок пока нет
- Top 10 Rotating Equipment Engineer Interview Questions and AnswersДокумент17 страницTop 10 Rotating Equipment Engineer Interview Questions and AnswersSathishkumar VeluОценок пока нет
- Write Up On PumpsДокумент74 страницыWrite Up On PumpsGopal Reddy100% (1)
- CHEMCAD 7 User Guide PDFДокумент154 страницыCHEMCAD 7 User Guide PDFadfОценок пока нет
- Reading A Pump Curve: Pump Name and SpeedДокумент4 страницыReading A Pump Curve: Pump Name and SpeedganeshanОценок пока нет
- World Pumps Volume 1995 Issue 349 1995 (Doi 10.1016/s0262-1762 (99) 81154-7) - Igor J. Karassik (1911-1995) PDFДокумент2 страницыWorld Pumps Volume 1995 Issue 349 1995 (Doi 10.1016/s0262-1762 (99) 81154-7) - Igor J. Karassik (1911-1995) PDFvcockscribdОценок пока нет
- Calculating Flow Through An Orifice Using ASME MFC-3M-1989 and Irrecoverable Pressure Drop EquationsДокумент5 страницCalculating Flow Through An Orifice Using ASME MFC-3M-1989 and Irrecoverable Pressure Drop EquationsRaphael212219Оценок пока нет
- Reciprocating Compressor Condition Monitoring - GEДокумент6 страницReciprocating Compressor Condition Monitoring - GEBao-Phuc NguyenОценок пока нет
- Pump Efficiency Testing and Monitoring Using Thermodynamic MethodДокумент3 страницыPump Efficiency Testing and Monitoring Using Thermodynamic MethodJuned AnsariОценок пока нет
- Thermodynamic Performance Testing and MonitoringДокумент3 страницыThermodynamic Performance Testing and MonitoringNicole FelicianoОценок пока нет
- Almeida 2018Документ12 страницAlmeida 2018بلال بن عميرهОценок пока нет
- Pump Noise and Vibration AttenuationДокумент2 страницыPump Noise and Vibration AttenuationSteven A McMurrayОценок пока нет
- Centrifugal Pump Specific SpeedДокумент2 страницыCentrifugal Pump Specific SpeedSteven A McMurrayОценок пока нет
- BEst Practices For VFD GroundingДокумент6 страницBEst Practices For VFD GroundingSteven A McMurrayОценок пока нет
- Category Topic: It's Human NatureДокумент2 страницыCategory Topic: It's Human NatureSteven A McMurrayОценок пока нет
- Modal Analysis Sleuths Out Hidden Causes: by Stanley R. Bognatz, P.EДокумент6 страницModal Analysis Sleuths Out Hidden Causes: by Stanley R. Bognatz, P.ESteven A McMurrayОценок пока нет
- Advanced Pump DiagnosticsДокумент8 страницAdvanced Pump DiagnosticsSteven A McMurrayОценок пока нет
- Bearing FailuresДокумент4 страницыBearing FailuresSteven A McMurrayОценок пока нет
- Partial Stroke TestingДокумент4 страницыPartial Stroke TestingSteven A McMurrayОценок пока нет
- Deepwater Horizon, Five Years LaterДокумент1 страницаDeepwater Horizon, Five Years LaterSteven A McMurrayОценок пока нет
- Living With Safety TestingДокумент5 страницLiving With Safety TestingSteven A McMurrayОценок пока нет
- Automating For EfficiencyДокумент6 страницAutomating For EfficiencySteven A McMurrayОценок пока нет
- Optimize Boiler LoadsДокумент1 страницаOptimize Boiler LoadsSteven A McMurrayОценок пока нет
- Refining Going Down UnderДокумент8 страницRefining Going Down UnderSteven A McMurrayОценок пока нет
- Foil A Future FireДокумент3 страницыFoil A Future FireSteven A McMurrayОценок пока нет
- Select The Right ReboilerДокумент2 страницыSelect The Right ReboilerSteven A McMurray100% (2)
- 6802988C45 AДокумент26 страниц6802988C45 AJose Luis Pardo FigueroaОценок пока нет
- Operator'S Manual: E-Series Ultraviolet Hand LampsДокумент9 страницOperator'S Manual: E-Series Ultraviolet Hand LampsGuiss LemaОценок пока нет
- Amplificador LA42102Документ8 страницAmplificador LA42102SilvestrePalaciosLópezОценок пока нет
- Cii Sohrabji Godrej Green Business Center - SUSTAINABLE ARCHITECTUREДокумент23 страницыCii Sohrabji Godrej Green Business Center - SUSTAINABLE ARCHITECTUREBryson Solomon50% (2)
- Infile StatementДокумент21 страницаInfile StatementNagarjuna Parvatala100% (1)
- Alexandria University Faculty of Engineering: Electromechanical Engineering Sheet 1 (Synchronous Machine)Документ5 страницAlexandria University Faculty of Engineering: Electromechanical Engineering Sheet 1 (Synchronous Machine)Mahmoud EltawabОценок пока нет
- Mmro C 053 MD 0357 Interior PL DrawingsДокумент82 страницыMmro C 053 MD 0357 Interior PL DrawingsAnonymous 4Ts8UBFwzОценок пока нет
- 8 Candidate Quiz Buzzer Using 8051Документ33 страницы8 Candidate Quiz Buzzer Using 8051prasadzeal0% (1)
- Pest Analysis of Telecom IndustryДокумент6 страницPest Analysis of Telecom IndustryAymanCheema70% (10)
- Coomaraswamy, SarpabandhaДокумент3 страницыCoomaraswamy, SarpabandhakamakarmaОценок пока нет
- Pillars OF Digital Marketing by Anuj TanwarДокумент13 страницPillars OF Digital Marketing by Anuj TanwarAnuj TanwarОценок пока нет
- HTK Fortune Delivery NoteДокумент3 страницыHTK Fortune Delivery NoteVu Duc QuangОценок пока нет
- VbeltДокумент7 страницVbeltMinaBasconОценок пока нет
- Characteristics of Responsible Users and Competent Producers of Media and InformationДокумент83 страницыCharacteristics of Responsible Users and Competent Producers of Media and InformationMarson B. GranaОценок пока нет
- Euro Guard BrochureДокумент28 страницEuro Guard BrochureNazia SodawalaОценок пока нет
- How To Restring An Acoustic Guitar Nicholas OngkowijayaДокумент9 страницHow To Restring An Acoustic Guitar Nicholas Ongkowijayaplebeius31Оценок пока нет
- Abbbaileyinfi 90Документ17 страницAbbbaileyinfi 90Vipper80Оценок пока нет
- 2016 HSC Engineering StudiesДокумент40 страниц2016 HSC Engineering StudiesR MathewОценок пока нет
- Capitulo 9 - Flujo de DatosДокумент24 страницыCapitulo 9 - Flujo de DatosOrlando Espinoza ZevallosОценок пока нет
- Process Hazard Analysis DM Plant - 25.01.18Документ51 страницаProcess Hazard Analysis DM Plant - 25.01.18Debabrata TantubaiОценок пока нет
- 800ma Low Dropout Positive Regulator: Features DescriptionДокумент12 страниц800ma Low Dropout Positive Regulator: Features DescriptionmarcianocalviОценок пока нет
- JKM410 430N 54HL4 (V) F3 enДокумент2 страницыJKM410 430N 54HL4 (V) F3 enAmer CajdricОценок пока нет
- Bank Statement - Feb.2020Документ5 страницBank Statement - Feb.2020TRIVEDI ANILОценок пока нет
- Chapter 3 - Well Completion Practices PDFДокумент138 страницChapter 3 - Well Completion Practices PDFchft100% (1)
- PROSIS Part Information: Date: Image Id: Catalogue: ModelДокумент2 страницыPROSIS Part Information: Date: Image Id: Catalogue: ModelAMIT SINGHОценок пока нет
- CMR900Документ6 страницCMR900Time To Use BrainОценок пока нет
- CM29, 03-16-17Документ3 страницыCM29, 03-16-17Louie PascuaОценок пока нет
- ES1022 y Midterm December 2013 With Final AnswersДокумент13 страницES1022 y Midterm December 2013 With Final AnswersGASR2017Оценок пока нет
- Fit-Up Piping B192-5-S2Документ22 страницыFit-Up Piping B192-5-S2Prathamesh OmtechОценок пока нет
- Caution!: Portable Digital Color Doppler Ultrasound SystemДокумент177 страницCaution!: Portable Digital Color Doppler Ultrasound SystemDaniel Galindo100% (1)