Вам также может понравиться
- SINGAPORE - List of Food Importers (Retail & Foodservice)Документ10 страницSINGAPORE - List of Food Importers (Retail & Foodservice)biomengg50% (2)
- Calculations DV04 271Документ22 страницыCalculations DV04 271biomenggОценок пока нет
- M-VF Series: Safety Excess Flow ValveДокумент5 страницM-VF Series: Safety Excess Flow ValvebiomenggОценок пока нет
- Automation Companies in WorldДокумент6 страницAutomation Companies in WorldcheshankarОценок пока нет
- HC2-LDP - Data SheetДокумент2 страницыHC2-LDP - Data SheetbiomenggОценок пока нет
- Gemu SUMONDOДокумент2 страницыGemu SUMONDObiomenggОценок пока нет
- Chemical Companies Listing As at 3 July 2014Документ1 страницаChemical Companies Listing As at 3 July 2014biomenggОценок пока нет
- KFM - Potential Gas Flow ApplicationsДокумент10 страницKFM - Potential Gas Flow ApplicationsbiomenggОценок пока нет
- Explosion Guideline EncapsulationДокумент1 страницаExplosion Guideline EncapsulationbiomenggОценок пока нет
- M 100X InstallationДокумент7 страницM 100X InstallationbiomenggОценок пока нет
- Excess Flow Valve Application Sheet Rev1Документ1 страницаExcess Flow Valve Application Sheet Rev1biomenggОценок пока нет
- Explosion Guideline-Intrinsic SafetyДокумент1 страницаExplosion Guideline-Intrinsic SafetybiomenggОценок пока нет
- Explosion Guideline-Intrinsic SafetyДокумент1 страницаExplosion Guideline-Intrinsic SafetybiomenggОценок пока нет
- SC250 - Metal Tube FlowmeterДокумент12 страницSC250 - Metal Tube FlowmeterbiomenggОценок пока нет
- ISO 9001 2008 Malema EngineeringДокумент1 страницаISO 9001 2008 Malema EngineeringbiomenggОценок пока нет
- Velocity Fuse (M-VF) Installation and Operating Instructions OperationДокумент1 страницаVelocity Fuse (M-VF) Installation and Operating Instructions OperationbiomenggОценок пока нет
- M-10000 - Paddlewheel Flow MetersДокумент6 страницM-10000 - Paddlewheel Flow MetersbiomenggОценок пока нет
- Asia Tech ProgramДокумент8 страницAsia Tech ProgrambiomenggОценок пока нет
- The 10 Largest Downstream and Petrochemical ProjectsДокумент5 страницThe 10 Largest Downstream and Petrochemical ProjectsbiomenggОценок пока нет
- KFM 2100 - Kinetic Flow MeterДокумент2 страницыKFM 2100 - Kinetic Flow MeterbiomenggОценок пока нет
- Certificate - IsSeP08ATEX028X1 AddendumДокумент1 страницаCertificate - IsSeP08ATEX028X1 AddendumbiomenggОценок пока нет
- IECEx UL 13.0065X Issue 0 (Intrinsic)Документ3 страницыIECEx UL 13.0065X Issue 0 (Intrinsic)biomenggОценок пока нет
- NOIV2.E153446 Auxiliary Devices For Use in Hazardous Locations - ComponentДокумент1 страницаNOIV2.E153446 Auxiliary Devices For Use in Hazardous Locations - ComponentbiomenggОценок пока нет
- Malema - High Purity CatalogДокумент12 страницMalema - High Purity CatalogbiomenggОценок пока нет
- Marine Companies SingaporeДокумент14 страницMarine Companies Singaporebiomengg83% (6)
- The Smartest and Most Accurate Ultrasonic Thickness GaugeДокумент4 страницыThe Smartest and Most Accurate Ultrasonic Thickness GaugebiomenggОценок пока нет
- Flow GuideДокумент5 страницFlow GuideKHairil AdZharОценок пока нет
- What Is Potentially Explosive Atmosphere Certification, and Why You May Need It!Документ4 страницыWhat Is Potentially Explosive Atmosphere Certification, and Why You May Need It!Abd ZouhierОценок пока нет
- UT Question and AnswersДокумент11 страницUT Question and Answersrzajadgs50% (2)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Aluminium Alloy 6061Документ3 страницыAluminium Alloy 6061choobyОценок пока нет
- Left Hand Console: Electrical System 313 and 313 GC ExcavatorДокумент6 страницLeft Hand Console: Electrical System 313 and 313 GC ExcavatorHenry Sergio HuayhuaОценок пока нет
- Pipe Valves and Fittings - 15000Документ11 страницPipe Valves and Fittings - 15000willianОценок пока нет
- Lincoln Electric Pro Cut 80Документ39 страницLincoln Electric Pro Cut 80ArturoОценок пока нет
- Comitrol Processor Model 1700: Controlled Particle Size ReductionДокумент2 страницыComitrol Processor Model 1700: Controlled Particle Size ReductionNguyễn Lê Anh KhoaОценок пока нет
- Copper Brass Bronze CW721R High Tensile Brass Manganese Bronze - CZ114Документ2 страницыCopper Brass Bronze CW721R High Tensile Brass Manganese Bronze - CZ114alextentwentyОценок пока нет
- Caterpillar Motor GradersДокумент32 страницыCaterpillar Motor GradersAshraf m aliОценок пока нет
- Design of Two - Storey Cultural Center Localizing Bubble Deck SystemДокумент279 страницDesign of Two - Storey Cultural Center Localizing Bubble Deck Systemமாறன் செங்கேணிОценок пока нет
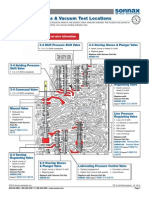
- 722 6 VacTestLocationsДокумент4 страницы722 6 VacTestLocationsUrszula WalczewskaОценок пока нет
- W7 Smith CapacitorsДокумент31 страницаW7 Smith CapacitorsyjandeОценок пока нет
- Oil Well CementingДокумент20 страницOil Well CementingDozie Kesieme100% (7)
- A Total Look at Oil Burner Nozzles: Iso 9001 CertifiedДокумент36 страницA Total Look at Oil Burner Nozzles: Iso 9001 Certifiedhoody_leeОценок пока нет
- 2D Numerical Analysis of Hydraulic Fracturing in Heterogeneous Geo-Materials - 2009 - c49 PDFДокумент11 страниц2D Numerical Analysis of Hydraulic Fracturing in Heterogeneous Geo-Materials - 2009 - c49 PDFMoataz Hesham SolimanОценок пока нет
- Plant Commissioning & Start Up ProcedureДокумент18 страницPlant Commissioning & Start Up Procedureaamirapi100% (7)
- 1.sanitary Wastewater MOSДокумент13 страниц1.sanitary Wastewater MOSarshad iqbal0% (1)
- 3Ph Horiz Sep 2010 Weir VerA SIДокумент5 страниц3Ph Horiz Sep 2010 Weir VerA SIBrenda DavisОценок пока нет
- Tpi 28 - Pkir - Pkis - en - 201411Документ24 страницыTpi 28 - Pkir - Pkis - en - 201411KundzoОценок пока нет
- SSPC Paint 20Документ6 страницSSPC Paint 20Juan Carlos Contreras CherresОценок пока нет
- WindДокумент7 страницWindPritesh KumarОценок пока нет
- 6 Big Losses in Manufacturing-2Документ3 страницы6 Big Losses in Manufacturing-2izzudinrozОценок пока нет
- Naphtha Catalytic Cracking For Propylene ProudctionДокумент5 страницNaphtha Catalytic Cracking For Propylene ProudctionWong Yee SunОценок пока нет
- ECSS-E-HB-32-20 - Part-2A - Structural Materials Handbook - Design Calculation MethodsДокумент434 страницыECSS-E-HB-32-20 - Part-2A - Structural Materials Handbook - Design Calculation Methodsdkleeman4444Оценок пока нет
- Ul-062 Bulletin 02Документ122 страницыUl-062 Bulletin 02jppreciadomОценок пока нет
- FYP Allocation AY 2012-2013 Sem 1Документ7 страницFYP Allocation AY 2012-2013 Sem 1Yandi LayadiОценок пока нет
- InsulatorДокумент6 страницInsulatorMuhammad AftabuzzamanОценок пока нет
- Ryobi ELS52G Manual 1 Log SplitterДокумент14 страницRyobi ELS52G Manual 1 Log SplitterFrank MatzkaОценок пока нет
- Seminar On Steam EngineДокумент26 страницSeminar On Steam EngineEr Akhilesh Singh100% (1)
- Connector SectionДокумент28 страницConnector SectionRamesh ShindeОценок пока нет
- WS1 5ciДокумент2 страницыWS1 5ciramonmzaОценок пока нет
- Om The Laboratory To Ton Scale in Continuous FlowДокумент3 страницыOm The Laboratory To Ton Scale in Continuous FlowAaron Troy SmallОценок пока нет