Вам также может понравиться
- Agitator - Mixer For VesselsДокумент26 страницAgitator - Mixer For VesselsSri AmshaОценок пока нет
- Existing:-Pitch Blade Turbine AgitatorДокумент5 страницExisting:-Pitch Blade Turbine AgitatorPrathmesh Gujarati100% (1)
- Design of AgitatorДокумент3 страницыDesign of Agitatorkaps12Оценок пока нет
- Agitator - Ag-C8-102Документ4 страницыAgitator - Ag-C8-102uttam prabhuОценок пока нет
- PHE SpecificationДокумент2 страницыPHE SpecificationPaulusIwanОценок пока нет
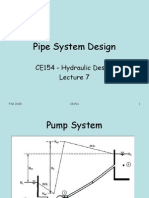
- Pipe System DesignДокумент64 страницыPipe System DesignRonald GeorgeОценок пока нет
- Jacketed VesselsДокумент2 страницыJacketed VesselsImamRNОценок пока нет
- Design of AgitatorДокумент6 страницDesign of AgitatorVishalОценок пока нет
- Htri Datasheet & Application Note - Datasheet ArchiveДокумент4 страницыHtri Datasheet & Application Note - Datasheet ArchiveShantanuОценок пока нет
- Pbe - 200810-Conveying Line Elbows Provide Maintenance-Free OperationДокумент4 страницыPbe - 200810-Conveying Line Elbows Provide Maintenance-Free Operation설동하Оценок пока нет
- Agitator Power Calculation FormatДокумент2 страницыAgitator Power Calculation FormatSandeep GosaviОценок пока нет
- WI06-0260 Calculations For Obround Nozzle ConnectionsДокумент4 страницыWI06-0260 Calculations For Obround Nozzle ConnectionskumarОценок пока нет
- Grand Prix Engg.: Tag No. 90-EH-02Документ6 страницGrand Prix Engg.: Tag No. 90-EH-02Abhay UpadhyayОценок пока нет
- Screw Conveyor Size 350, Input Data SR No Description Metric Unit in Fts SrnoДокумент2 страницыScrew Conveyor Size 350, Input Data SR No Description Metric Unit in Fts SrnoTheodoros AtheridisОценок пока нет
- Design Calculations of Pitch Blade TurbineДокумент6 страницDesign Calculations of Pitch Blade TurbineAyaz_HasanjiОценок пока нет
- Performance NT100M HVДокумент1 страницаPerformance NT100M HVAnonymous 3fTYXaW7WОценок пока нет
- TUBESHEETДокумент5 страницTUBESHEETMehta MehulОценок пока нет
- 920 01 641 ImpellerOverview 08.03.2017 WebДокумент1 страница920 01 641 ImpellerOverview 08.03.2017 Websaroat moongwattanaОценок пока нет
- Half Pipe CalculationДокумент3 страницыHalf Pipe CalculationdhavaleshОценок пока нет
- E-03.0) General Static-Mixing Customer Specification QuestionnaireДокумент6 страницE-03.0) General Static-Mixing Customer Specification QuestionnaireWladimir Antonio Egurrola RomeroОценок пока нет
- Design of AgitatorДокумент12 страницDesign of AgitatorPatil HemantОценок пока нет
- Agitator - Xls 0Документ2 страницыAgitator - Xls 0Prathmesh Gujarati100% (4)
- TEMA Shell Bundle Entrance and Exit AreasДокумент3 страницыTEMA Shell Bundle Entrance and Exit AreasArunkumar MyakalaОценок пока нет
- Calculation and Design of Speed and Power AgitatorДокумент4 страницыCalculation and Design of Speed and Power Agitatorkamlesh luharОценок пока нет
- Design of AgitatorДокумент3 страницыDesign of AgitatorManish PatelОценок пока нет
- Cone Calculations - AD MerkblatterДокумент15 страницCone Calculations - AD MerkblatterSajal KulshresthaОценок пока нет
- AgitatorДокумент10 страницAgitatoragrocel_bhv5591Оценок пока нет
- Autopipe Vessel Guide 1-5Документ5 страницAutopipe Vessel Guide 1-5fiuto_rights_1404802Оценок пока нет
- StaticCalc Duct Sizing CalculatorДокумент14 страницStaticCalc Duct Sizing CalculatorSteve WanОценок пока нет
- CHAPTER 8 Sizing and CostingДокумент20 страницCHAPTER 8 Sizing and CostingNurul Amelia Mustaffa0% (1)
- Heat Exchanger CalculatorДокумент6 страницHeat Exchanger CalculatorJM Flores De SilvaОценок пока нет
- Type k1 (Re 1) NP (Re 10 5) : Anchor 0.7 LaminarДокумент3 страницыType k1 (Re 1) NP (Re 10 5) : Anchor 0.7 LaminarRobinОценок пока нет
- AgitatorДокумент3 страницыAgitatorMarcelo PerettiОценок пока нет
- Vessel DatasheetДокумент1 страницаVessel Datasheetsdrtfg100% (1)
- Free Piping Design PDFДокумент2 страницыFree Piping Design PDFChrisОценок пока нет
- Asme2b sb-234Документ10 страницAsme2b sb-234fdfsdfsdfsdfОценок пока нет
- Heat Ex Changers EstimationДокумент46 страницHeat Ex Changers Estimationshankarbt83Оценок пока нет
- RVD DatasheetДокумент3 страницыRVD Datasheetsushant_jhawerОценок пока нет
- Power CalculationДокумент4 страницыPower CalculationGunasekaranОценок пока нет
- KIRK KWM Mist EliminatorsДокумент3 страницыKIRK KWM Mist EliminatorsperrychemОценок пока нет
- Agitator Spreadsheet DetailsДокумент7 страницAgitator Spreadsheet DetailsAndrewОценок пока нет
- AgitatorДокумент2 страницыAgitatorThiruvilan Arakkonam Mohan100% (1)
- Asme Viii Uhx Tubesheet CalcsДокумент3 страницыAsme Viii Uhx Tubesheet CalcsjdfdfererОценок пока нет
- Agitator Power Requirement and Mixing Intensity CalculationДокумент26 страницAgitator Power Requirement and Mixing Intensity CalculationWael Abdel-MageedОценок пока нет
- 1 TPH For 10.54P Boiler IBR Design Calculations - R2-6-2-13Документ21 страница1 TPH For 10.54P Boiler IBR Design Calculations - R2-6-2-13Vishal KandОценок пока нет
- J J Plum Block-PlДокумент6 страницJ J Plum Block-Plmanoj_doshi_1Оценок пока нет
- Dimpled Jacket 2Документ4 страницыDimpled Jacket 2grincheu7050% (2)
- Determination and Correlation of Heat Transfer Coefficients in A Falling Film Evaporator PDFДокумент7 страницDetermination and Correlation of Heat Transfer Coefficients in A Falling Film Evaporator PDFGonzaloОценок пока нет
- VT Range 40-75HPДокумент6 страницVT Range 40-75HPQco MyОценок пока нет
- Full Lab 1 Mai 2014Документ19 страницFull Lab 1 Mai 2014Kairu Nichkhun HorvejkulОценок пока нет
- Thickners Methods & SystemsДокумент13 страницThickners Methods & SystemslucianotigreОценок пока нет
- Agitation and Mixing (My Presentation)Документ22 страницыAgitation and Mixing (My Presentation)Aleem Choudhry100% (1)
- AgitatorДокумент15 страницAgitatorAmit HanatОценок пока нет
- A Guide To The Proper Application of ClassifiersДокумент8 страницA Guide To The Proper Application of ClassifiersMomchil YordanovОценок пока нет
- Design of Agitators For VesselsДокумент6 страницDesign of Agitators For Vesselsserleb44Оценок пока нет
- Agitator DesignДокумент8 страницAgitator Designsandesh_honraoОценок пока нет
- Agitators/Mixers: Agitators / Mixers, Factors To Be Considered For Design AreДокумент9 страницAgitators/Mixers: Agitators / Mixers, Factors To Be Considered For Design AreRavindra V. LakhapatiОценок пока нет
- AgitatorsДокумент9 страницAgitatorsB Santosh Kumar DoddalaОценок пока нет
- Fluid Mixing ExpДокумент9 страницFluid Mixing ExpNawal DaBombОценок пока нет
- 2 - AgitationДокумент106 страниц2 - Agitationmuhammadhayyan69uОценок пока нет
- Jd-Phe & FF EngineerДокумент1 страницаJd-Phe & FF EngineerSachin5586Оценок пока нет
- (Reaffirmed 2018) : QPR 9u TFK#JT Stainless Steel Wire - Specification (First Revision)Документ9 страниц(Reaffirmed 2018) : QPR 9u TFK#JT Stainless Steel Wire - Specification (First Revision)shamrajjОценок пока нет
- 20.360.133 2 Effects Sketch EV-21 HE-21 3Документ1 страница20.360.133 2 Effects Sketch EV-21 HE-21 3Sachin5586Оценок пока нет
- Test Taker Handbook: Illustration by Nathalie LeesДокумент20 страницTest Taker Handbook: Illustration by Nathalie LeesSachin5586Оценок пока нет
- Jd-Piping EngineerДокумент1 страницаJd-Piping EngineerSachin5586Оценок пока нет
- English Grammar Rules Mistakes Learn All of The EssentialsДокумент229 страницEnglish Grammar Rules Mistakes Learn All of The EssentialsDaniel Duarte100% (12)
- Class ConductedДокумент1 страницаClass ConductedSachin5586Оценок пока нет
- Rough WorkДокумент1 страницаRough WorkSachin5586Оценок пока нет
- Mantralaya - Bulletin - Warning 18 July 2021 1400 HRSДокумент3 страницыMantralaya - Bulletin - Warning 18 July 2021 1400 HRSImran FarooquiОценок пока нет
- Analysis of Vertical Vessels Supported On Legs By: Ray DelaforceДокумент6 страницAnalysis of Vertical Vessels Supported On Legs By: Ray Delaforcesonali panditОценок пока нет
- Full VacuumДокумент2 страницыFull VacuumSachin5586Оценок пока нет
- Design Calc Hast ReactorДокумент24 страницыDesign Calc Hast ReactorSachin5586Оценок пока нет
- Heat ExchangerДокумент2 страницыHeat ExchangerSachin5586Оценок пока нет
- V-340 & 380 - 08-12-2019Документ1 страницаV-340 & 380 - 08-12-2019Sachin5586Оценок пока нет
- Min. Req. Nozzle Loads 200-V-1071 - RevAДокумент5 страницMin. Req. Nozzle Loads 200-V-1071 - RevASachin5586Оценок пока нет
- TANK BLANK FORMAT-1-merged PDFДокумент8 страницTANK BLANK FORMAT-1-merged PDFSachin5586Оценок пока нет
- TANK BLANK FORMAT-1-merged PDFДокумент8 страницTANK BLANK FORMAT-1-merged PDFSachin5586Оценок пока нет
- Notes 1 PDFДокумент261 страницаNotes 1 PDFSachin5586100% (3)
- Design Calculations For Slurry Agitators: Method To Arrive at Motor RatingДокумент21 страницаDesign Calculations For Slurry Agitators: Method To Arrive at Motor RatingSachin5586Оценок пока нет
- ACHE Tube Sheet PDFДокумент1 страницаACHE Tube Sheet PDFSachin5586Оценок пока нет
- API 660 Vs TEMA RequirementsДокумент1 страницаAPI 660 Vs TEMA RequirementsSachin5586Оценок пока нет
- Duplex Stainless BrochureДокумент20 страницDuplex Stainless BrochureFelipe ArceОценок пока нет
- API 660 Vs TEMAДокумент5 страницAPI 660 Vs TEMAALONSO GOMEZОценок пока нет
- V-340 OutДокумент14 страницV-340 OutSachin5586Оценок пока нет
- WRC For NozzleДокумент43 страницыWRC For NozzleSachin55860% (1)
- Title: Seismic Assessment of Steel Chemical Storage Tanks. Authors: Chun-Wei Chang (Presenter and Contact Person)Документ10 страницTitle: Seismic Assessment of Steel Chemical Storage Tanks. Authors: Chun-Wei Chang (Presenter and Contact Person)Sachin5586Оценок пока нет
- Blind Flange DesignДокумент1 страницаBlind Flange DesignSachin5586Оценок пока нет
- Zick AnalysisДокумент12 страницZick AnalysisrksahayОценок пока нет
- 618ti PDFДокумент8 страниц618ti PDFpeach5Оценок пока нет
- External Pressure CalculationsДокумент40 страницExternal Pressure Calculationsmisterdavi50% (2)
- Infrastructure Definition:: Economic Infrastructure Includes BroadlyДокумент3 страницыInfrastructure Definition:: Economic Infrastructure Includes Broadlyabraha gebruОценок пока нет
- 1 Introduction To Microsoft VirtualizationДокумент36 страниц1 Introduction To Microsoft VirtualizationRavinder KantОценок пока нет
- Diels-Alder Reaction: MechanismДокумент5 страницDiels-Alder Reaction: MechanismJavier RamirezОценок пока нет
- MX 400Документ231 страницаMX 400Percy JimenezОценок пока нет
- Gold Advanced Progress Test 5Документ6 страницGold Advanced Progress Test 5BernardОценок пока нет
- CopernikДокумент2 страницыCopernikSinister JinОценок пока нет
- EB-300 310 Service ManualДокумент32 страницыEB-300 310 Service ManualVictor ArizagaОценок пока нет
- Rein RoundRobinModelling FSJ09Документ30 страницRein RoundRobinModelling FSJ09Noah RyderОценок пока нет
- Amies A 114 - 3Документ17 страницAmies A 114 - 3Syed Umar Farooq100% (1)
- EXP1POSTLABДокумент13 страницEXP1POSTLABGiane MagimotОценок пока нет
- Caption Sheet 4-Kailynn BДокумент4 страницыCaption Sheet 4-Kailynn Bapi-549116310Оценок пока нет
- XC24M MG DatasheetДокумент3 страницыXC24M MG DatasheetAbdulJawad Ibrahim ElmezoghiОценок пока нет
- Signals and Systems: Dr. Shurjeel WyneДокумент3 страницыSignals and Systems: Dr. Shurjeel Wynemarryam nawazОценок пока нет
- Chapter 5: Sampling Distributions: Solve The ProblemДокумент4 страницыChapter 5: Sampling Distributions: Solve The ProblemEunice WongОценок пока нет
- The Association Between Eating Disorders and Stress Among Medical Student: A Cross-Sectional StudyДокумент11 страницThe Association Between Eating Disorders and Stress Among Medical Student: A Cross-Sectional StudyIJAR JOURNALОценок пока нет
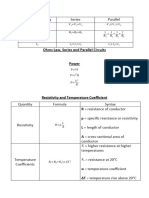
- EET - Formulas - Christmas TermДокумент3 страницыEET - Formulas - Christmas TermJMDОценок пока нет
- Cold N Brew MenuДокумент3 страницыCold N Brew MenuRizki FitriaОценок пока нет
- Technical Methods and Requirements For Gas Meter CalibrationДокумент8 страницTechnical Methods and Requirements For Gas Meter CalibrationIrfan RazaОценок пока нет
- Model: P660 Series: Differential Pressure Gauge With Diaphragm ElementДокумент6 страницModel: P660 Series: Differential Pressure Gauge With Diaphragm ElementTÀi VÕОценок пока нет
- TR189 Kathuria PDFДокумент168 страницTR189 Kathuria PDFuqiОценок пока нет
- z482 E3b en (3a2)Документ2 страницыz482 E3b en (3a2)Gerencia General ServicesОценок пока нет
- Panasonic Refrigeraor NR-B472TZ - B412TZ v1.1Документ24 страницыPanasonic Refrigeraor NR-B472TZ - B412TZ v1.1Anonymous 2iQ1B59Оценок пока нет
- Vertical Isolation VCBEnglishДокумент1 страницаVertical Isolation VCBEnglishdip461Оценок пока нет
- Phytoremediation Acuatic PlantsДокумент120 страницPhytoremediation Acuatic PlantsFranco Portocarrero Estrada100% (1)
- Airbus A319-A320-A321 - Quick Reference HandbookДокумент113 страницAirbus A319-A320-A321 - Quick Reference Handbookrafaelldalpra100% (9)
- Iloilo City Regulation Ordinance 2006-010Документ4 страницыIloilo City Regulation Ordinance 2006-010Iloilo City CouncilОценок пока нет
- Schneider Modicon M580 CatalogueДокумент268 страницSchneider Modicon M580 CatalogueKhaerul Imam HermanОценок пока нет
- The Influence of School Architecture and Design On The Outdoor Play Experience Within The Primary SchoolДокумент20 страницThe Influence of School Architecture and Design On The Outdoor Play Experience Within The Primary SchoolAnca BalotaОценок пока нет
- Effect of Acetylation Method On Characterization of Cellulose Acetate Based Sago "Hampas"Документ18 страницEffect of Acetylation Method On Characterization of Cellulose Acetate Based Sago "Hampas"myrraОценок пока нет
- Progress Report Week#9 UlubeluДокумент6 страницProgress Report Week#9 UlubelutiantaufikОценок пока нет