Вам также может понравиться
- How Industrial Businesses Can Reduce Production Costs With Reverse Osmosis: Industrial Reverse OsmosisОт EverandHow Industrial Businesses Can Reduce Production Costs With Reverse Osmosis: Industrial Reverse OsmosisРейтинг: 5 из 5 звезд5/5 (1)
- 30 Biogas CleaningДокумент3 страницы30 Biogas CleaningRichie FrancisОценок пока нет
- Modeling, Control, and Optimization of Natural Gas Processing PlantsОт EverandModeling, Control, and Optimization of Natural Gas Processing PlantsРейтинг: 5 из 5 звезд5/5 (1)
- Use of Biotrickling Filter Technology To Solve Odour and Safety Concerns at Dubai Sports City Sewage Treatment PlantДокумент25 страницUse of Biotrickling Filter Technology To Solve Odour and Safety Concerns at Dubai Sports City Sewage Treatment PlantChau MinhОценок пока нет
- Diligent Etp 1000m3Документ18 страницDiligent Etp 1000m3Prabhakar DhamaleОценок пока нет
- FGD Comparison - Wet Vs Semi Dry Vs DryДокумент6 страницFGD Comparison - Wet Vs Semi Dry Vs DryAnonymous wIPMQ5rhОценок пока нет
- Annexure 3 Effluent Handling 3.1 Pollution Control FacilitiesДокумент6 страницAnnexure 3 Effluent Handling 3.1 Pollution Control FacilitiesSushma SelaОценок пока нет
- Sadesa Paraguay Proposal 11800247 Rev03Документ20 страницSadesa Paraguay Proposal 11800247 Rev03Natii LopezОценок пока нет
- Water Technology OverviewДокумент18 страницWater Technology OverviewChillie HuОценок пока нет
- Role of Chemistry in Power PlantДокумент42 страницыRole of Chemistry in Power Plantsevero97100% (1)
- Flue Gas Desulfurization (FGD) - Wet, Spray Dry, and Dry ScrubbersДокумент6 страницFlue Gas Desulfurization (FGD) - Wet, Spray Dry, and Dry ScrubbersmrezzaОценок пока нет
- Coke Oven Wastewater Formation TreaДокумент10 страницCoke Oven Wastewater Formation TreaMohit Kumar DasОценок пока нет
- Design of Anaerobic Wastewater Treatment Processes - 5th EditionДокумент24 страницыDesign of Anaerobic Wastewater Treatment Processes - 5th EditionTheeva RajОценок пока нет
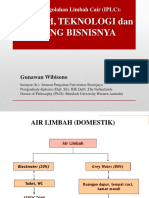
- Instalasi Pengolahan Limbah Cair (IPLC)Документ55 страницInstalasi Pengolahan Limbah Cair (IPLC)Anonymous 7lXJWlОценок пока нет
- Bio ScrubberДокумент10 страницBio ScrubberSata AjjamОценок пока нет
- Role of Chemistry in Power Plant: Presented By: Dilip Kumar O&M Chemistry, NTPC LTDДокумент42 страницыRole of Chemistry in Power Plant: Presented By: Dilip Kumar O&M Chemistry, NTPC LTDOsu AmpawanonОценок пока нет
- ETP ReportДокумент18 страницETP Reportdhanu_lagwankar67% (3)
- Treatment of Slaughterhouse Wastewater - CE 479 - Lawrence - Fall 2006Документ27 страницTreatment of Slaughterhouse Wastewater - CE 479 - Lawrence - Fall 2006Gokul SubramaniОценок пока нет
- Production of Acetic Acid by Methanol CarbonylationДокумент68 страницProduction of Acetic Acid by Methanol CarbonylationNoman Aslam100% (5)
- Bell, 1970. Disposal of Chemical Cleaning Waste Solvents PDFДокумент18 страницBell, 1970. Disposal of Chemical Cleaning Waste Solvents PDFFabian MendozaОценок пока нет
- Feed and Boiler Water: Language UK Page 1/1Документ15 страницFeed and Boiler Water: Language UK Page 1/1Alexander BaziotisОценок пока нет
- Author: Erwin H.M. Dirkse, DMT Environmental TechnologyДокумент15 страницAuthor: Erwin H.M. Dirkse, DMT Environmental TechnologyuretenaliОценок пока нет
- Asme Standards For BoilersДокумент3 страницыAsme Standards For Boilerssiruslara6491100% (2)
- STP GuideДокумент2 страницыSTP GuideFlow Dynamics IndiaОценок пока нет
- Water Treatment and Water ChemistryДокумент2 страницыWater Treatment and Water ChemistryncamacholОценок пока нет
- Presentation On: Greywater Recycling & ReuseДокумент18 страницPresentation On: Greywater Recycling & ReuseSumit TatedОценок пока нет
- Waste Water Treatment For Dyestuff IndustryДокумент24 страницыWaste Water Treatment For Dyestuff IndustryAditi Patil100% (4)
- Carryover 2Документ11 страницCarryover 2Waleed EmaraОценок пока нет
- Power Plant ChemistryДокумент52 страницыPower Plant ChemistryAditya ShrivastavaОценок пока нет
- WWTPДокумент47 страницWWTPHar Ley QuinnОценок пока нет
- Removal of Hydrogen Sulfide From Biogas Using Dry Desulfurization Systems PDFДокумент4 страницыRemoval of Hydrogen Sulfide From Biogas Using Dry Desulfurization Systems PDFLương Hữu BắcОценок пока нет
- Brown Stock WashingДокумент22 страницыBrown Stock Washingtreese2Оценок пока нет
- Boiler Blowdown RateДокумент2 страницыBoiler Blowdown RateknsaravanaОценок пока нет
- Starch Industry Effluent Treatment PlantДокумент30 страницStarch Industry Effluent Treatment PlantBSridhar50% (2)
- Article 123Документ14 страницArticle 123Jumana SharanikОценок пока нет
- H2S Paper AD 10Документ3 страницыH2S Paper AD 10Ajit HaridasОценок пока нет
- ASBR PresentationДокумент37 страницASBR PresentationDileep C DileepОценок пока нет
- Banglore STP Flow ChartДокумент8 страницBanglore STP Flow Chartrajesh kandimalla100% (1)
- Novel Technologies Used in Wastewater Treatment in Fertilizer IndustryДокумент5 страницNovel Technologies Used in Wastewater Treatment in Fertilizer IndustryManiel TipgosОценок пока нет
- H2S Tower DesignДокумент20 страницH2S Tower DesignAnonymous hThGjdZbОценок пока нет
- URS - Tanauan Factory WWTP Upgrade PDFДокумент23 страницыURS - Tanauan Factory WWTP Upgrade PDFVer AmorosoОценок пока нет
- Handbook On Power Plant ChemistryДокумент17 страницHandbook On Power Plant ChemistrywertyyyОценок пока нет
- Cooling System ArticleДокумент16 страницCooling System ArticleRiski Nalendra SukmaОценок пока нет
- Treatment of Slaughterhouse Wastewater - CE 479 - Lawrence - Fall 2006Документ27 страницTreatment of Slaughterhouse Wastewater - CE 479 - Lawrence - Fall 2006sauroОценок пока нет
- Reducing Biogas Power Generation Costs by Removal of SiloxanesДокумент17 страницReducing Biogas Power Generation Costs by Removal of SiloxanesMinh TranОценок пока нет
- STP 15 Cum PDFДокумент20 страницSTP 15 Cum PDFMd. Mominul Islam100% (1)
- Pengolahan Limbah CairДокумент21 страницаPengolahan Limbah CairBayuОценок пока нет
- Oin-ops-chem-017-Analytical Test Procedures For Water and SteamДокумент166 страницOin-ops-chem-017-Analytical Test Procedures For Water and SteamraniОценок пока нет
- SBR Plant Design PDFДокумент8 страницSBR Plant Design PDFvishuОценок пока нет
- CT4485 Exam 31-01-2012 With AnswersДокумент7 страницCT4485 Exam 31-01-2012 With AnswersVali100% (1)
- Biogas UpgradingДокумент31 страницаBiogas UpgradingMohamad FarhanОценок пока нет
- Boiler MaintenanceДокумент29 страницBoiler MaintenanceNeng Sri Widianti100% (1)
- TEST BKC4543 Sem 1 20192020Документ5 страницTEST BKC4543 Sem 1 20192020mustaf mohamedОценок пока нет
- Effective Pretreatment For Hydrocarbon Voc RemovalДокумент13 страницEffective Pretreatment For Hydrocarbon Voc Removalaswad tanjungОценок пока нет
- Wastewater Treatment Plant Options and Design CriteriaДокумент14 страницWastewater Treatment Plant Options and Design Criteriaahmed elbazОценок пока нет
- S19 - Louisiana State University - LTC2013Документ35 страницS19 - Louisiana State University - LTC2013walaywanОценок пока нет
- Monin O&mДокумент37 страницMonin O&mmaizanazaОценок пока нет
- Technical Datasheet of SBRДокумент13 страницTechnical Datasheet of SBRKSPCB KalaburagiОценок пока нет
- C. Boiler Internal Cycle Chemistry & ControlДокумент46 страницC. Boiler Internal Cycle Chemistry & ControlRajendran Srn100% (1)
- So Lubi LizerДокумент3 страницыSo Lubi LizerfushiersОценок пока нет
- Telwin PDFДокумент24 страницыTelwin PDFmatjaz555Оценок пока нет
- EPA Hot Mix Asphalt Plants Mineral Products Industry PDFДокумент63 страницыEPA Hot Mix Asphalt Plants Mineral Products Industry PDFMariano David Pons MerinoОценок пока нет
- Advanced Lattice Support Structures For Metal Additive ManufacturingДокумент8 страницAdvanced Lattice Support Structures For Metal Additive Manufacturinghadi32Оценок пока нет
- Steel Members DesignДокумент195 страницSteel Members DesignStephen JamesОценок пока нет
- Tps 3920 CNC Lathe MachineДокумент48 страницTps 3920 CNC Lathe MachineAbdul Adavuruku Okinobanyi80% (5)
- Water and Wastewater Treatment-Monroe EnvironmentalДокумент20 страницWater and Wastewater Treatment-Monroe EnvironmentalHussein Ali Mahdi Al-ZubaidyОценок пока нет
- Vol 6 Report 186-Coatings and Inks For Food Contact Materials PDFДокумент142 страницыVol 6 Report 186-Coatings and Inks For Food Contact Materials PDFvaducОценок пока нет
- Alati Stuhne Brochure Moulds 2016Документ16 страницAlati Stuhne Brochure Moulds 2016wardaddyОценок пока нет
- A Preliminary Study On Bladder-Assisted Rotomolding of Thermoplastic Polymer CompositesДокумент12 страницA Preliminary Study On Bladder-Assisted Rotomolding of Thermoplastic Polymer Compositespetrusz1Оценок пока нет
- Manual InglesДокумент34 страницыManual InglessergirojasОценок пока нет
- Introduction To Oil & Gas ManualДокумент95 страницIntroduction To Oil & Gas ManualPradeep Mani100% (3)
- PM KPI TrackerДокумент7 страницPM KPI TrackerAmit Kumar UkeОценок пока нет
- DIN 18800-02 - Structural Steelwork Design Construction - DIN (1990)Документ41 страницаDIN 18800-02 - Structural Steelwork Design Construction - DIN (1990)rapaig100% (4)
- Hvof Coating On Turbine RunnersДокумент23 страницыHvof Coating On Turbine RunnersAliyana ShresthaОценок пока нет
- Introduction To FRP Pipes Their Properties Specification Codes Joining Supporting and Applications WДокумент7 страницIntroduction To FRP Pipes Their Properties Specification Codes Joining Supporting and Applications WjoecardОценок пока нет
- 05Документ17 страниц05Andreas StathatosОценок пока нет
- Amount of Substance: WWW - CHEMSHEETS.co - UkДокумент38 страницAmount of Substance: WWW - CHEMSHEETS.co - UkAsaph AharoniОценок пока нет
- Dodge Viper Srt-10 Workshop Manual (V10-8.4L (2008) )Документ6 494 страницыDodge Viper Srt-10 Workshop Manual (V10-8.4L (2008) )Omar MahmoudОценок пока нет
- Coolant DatasheetДокумент2 страницыCoolant DatasheetTerminal TruckОценок пока нет
- BR PDFДокумент240 страницBR PDFMisha KulibaevОценок пока нет
- Product Datasheet - Avikote WB 1200GДокумент2 страницыProduct Datasheet - Avikote WB 1200GEngTamerОценок пока нет
- Lecture Plan KCE 051Документ2 страницыLecture Plan KCE 051Abhishek MishraОценок пока нет
- High Performance Concrete With Partial Replacement of Cement by ALCCOFINE & Fly AshДокумент6 страницHigh Performance Concrete With Partial Replacement of Cement by ALCCOFINE & Fly AshvitusstructuresОценок пока нет
- Robinson Om ManualДокумент26 страницRobinson Om ManualJualan ExhaustfanОценок пока нет
- Tigris Gas Manual en FinalДокумент14 страницTigris Gas Manual en FinalLuis13956353Оценок пока нет
- NISHANTH C G FOURESS REPORTДокумент20 страницNISHANTH C G FOURESS REPORTNithish ChandrashekarОценок пока нет
- WSHC Case Studies Chemical IndustryДокумент76 страницWSHC Case Studies Chemical IndustrySanthosh Kumar50% (2)
- Nano Chemazone CatalogДокумент148 страницNano Chemazone CatalogMelita ArifiОценок пока нет
- ChemistryДокумент2 страницыChemistrypriya yadavОценок пока нет