Вам также может понравиться
- Service Manual Common Rail System Isuzu 4HK1 6HK1Документ48 страницService Manual Common Rail System Isuzu 4HK1 6HK1vagpoul95% (148)
- ASTM E331-00 (Reapproved 2016)Документ5 страницASTM E331-00 (Reapproved 2016)داروین پرز100% (3)
- Especifcaciones NISSAN TERRANO TD27Документ2 страницыEspecifcaciones NISSAN TERRANO TD27rob2rto83% (6)
- Especifcaciones NISSAN TERRANO TD27Документ2 страницыEspecifcaciones NISSAN TERRANO TD27rob2rto83% (6)
- Hitachi Zaxis 270 Class Excavator Operator's Manual SN 010310 and Up PDFДокумент14 страницHitachi Zaxis 270 Class Excavator Operator's Manual SN 010310 and Up PDFsekfsekmddde100% (1)
- Work Method Rehabilitation of Water Storage Tank-Shell R.A PDFДокумент4 страницыWork Method Rehabilitation of Water Storage Tank-Shell R.A PDFIziyon Harrison OsalobohОценок пока нет
- Fuel Supply Pump Inner Parts PDFДокумент2 страницыFuel Supply Pump Inner Parts PDFMilorad ZelenovicОценок пока нет
- Brake Shoe IdДокумент3 страницыBrake Shoe Idalxsscabal100% (1)
- Daf PR-228Документ4 страницыDaf PR-228dzadza2Оценок пока нет
- FS V5206A RH: Z32639 Illustrated Parts ListДокумент20 страницFS V5206A RH: Z32639 Illustrated Parts ListIvan AstafjevОценок пока нет
- Cummins n855 Engine Specs PDF FreeДокумент6 страницCummins n855 Engine Specs PDF Freema.powersourceОценок пока нет
- End Yoke Application GuidelinesДокумент44 страницыEnd Yoke Application GuidelinesAndreea BoacaraОценок пока нет
- Cummins Injector Sleeve Kit: Isx Signature 600 SeriesДокумент6 страницCummins Injector Sleeve Kit: Isx Signature 600 SeriesJoseDavidSanchezYepesОценок пока нет
- Cummins Injector Sleeve Kit: Isx Signature 600 SeriesДокумент6 страницCummins Injector Sleeve Kit: Isx Signature 600 SeriesJoseDavidSanchezYepesОценок пока нет
- Types of StairsДокумент46 страницTypes of Stairsplayquiditch100% (1)
- Abrasion Resistance Conveyor BeltsДокумент8 страницAbrasion Resistance Conveyor Beltseduardo_chabanОценок пока нет
- 451-3540-03 Isx Dohc Casting Cut InstructionsДокумент12 страниц451-3540-03 Isx Dohc Casting Cut InstructionsJoseDavidSanchezYepesОценок пока нет
- QuickServe Online - (3666003) C Series Troubleshooting and Repair Manual LINERДокумент14 страницQuickServe Online - (3666003) C Series Troubleshooting and Repair Manual LINERKrisman SimanjuntakОценок пока нет
- Diff Carrier RS13 PlusДокумент4 страницыDiff Carrier RS13 PlusPaulo PereiraОценок пока нет
- TATA Minibus 407 MaintainanceДокумент13 страницTATA Minibus 407 MaintainancePraveen Kumar ReddyОценок пока нет
- Axle, Rear - Hub, Planetary - Prior To P.I.N. N8F203816Документ2 страницыAxle, Rear - Hub, Planetary - Prior To P.I.N. N8F203816AlejandroОценок пока нет
- G3406 Connecting Rod BearingsДокумент4 страницыG3406 Connecting Rod BearingsnobodymagdesignОценок пока нет
- Jacobs Brake 310 312 Parts Book On Caterpillar C10 C12 022040BДокумент4 страницыJacobs Brake 310 312 Parts Book On Caterpillar C10 C12 022040Bvasanth kumar100% (1)
- Gearbox - Dongfeng - Datong 12 Speeds - Dc12J150T: CEI High Fidelity Spare Parts E-Catalogue - Catalogue Table PrintДокумент4 страницыGearbox - Dongfeng - Datong 12 Speeds - Dc12J150T: CEI High Fidelity Spare Parts E-Catalogue - Catalogue Table PrintzamyadОценок пока нет
- Viewfilec 345Документ4 страницыViewfilec 345campollano14Оценок пока нет
- ss3104c Pegasus Atc 800Документ4 страницыss3104c Pegasus Atc 800iBusinessLogicОценок пока нет
- Product identification information: Note: Must refer to the information of nameplate when look for the parts。Документ781 страницаProduct identification information: Note: Must refer to the information of nameplate when look for the parts。oussama benzeggoutaОценок пока нет
- Sjiii 4632Документ209 страницSjiii 4632Victor FriasОценок пока нет
- C11 ACERT 261bkWДокумент5 страницC11 ACERT 261bkWJulio huanriОценок пока нет
- Ed0053031210 R00 Mo CHD enДокумент108 страницEd0053031210 R00 Mo CHD eng1763970Оценок пока нет
- Cummins Kits Reparacion Isx y N14 PDFДокумент2 страницыCummins Kits Reparacion Isx y N14 PDFAlexis SanchezОценок пока нет
- Static Injector TimingДокумент12 страницStatic Injector TimingMohamed Mohamed100% (1)
- Ned NavistarДокумент68 страницNed NavistarCarlos NumpaqueОценок пока нет
- Service Bulletin Trucks: Engine, ReplacementДокумент29 страницService Bulletin Trucks: Engine, Replacementvicente456Оценок пока нет
- Air Intake System Exhaust System Exhaust GasДокумент2 страницыAir Intake System Exhaust System Exhaust Gassinger50Оценок пока нет
- Cummins Engine Datasheet: Engine Model 4Bt3.9-G2 Performance Curve FR L003Документ5 страницCummins Engine Datasheet: Engine Model 4Bt3.9-G2 Performance Curve FR L003Encep Zaenal MОценок пока нет
- Code 368 PDFДокумент2 страницыCode 368 PDFesquisof0% (1)
- Valvulas 3406E PDFДокумент3 страницыValvulas 3406E PDFaxelfredyОценок пока нет
- Mtu 20VДокумент2 страницыMtu 20VGLIEDRОценок пока нет
- Engines: 443bhp at 1600r/min - 1623lb - FT at 1100r/min D471.953 - TruckДокумент2 страницыEngines: 443bhp at 1600r/min - 1623lb - FT at 1100r/min D471.953 - TruckEduardo Chamo At100% (2)
- Sensor Buscado BoschДокумент5 страницSensor Buscado BoschwillyanОценок пока нет
- Cat It28g 5Документ5 страницCat It28g 5Oecox Cah DjadoelОценок пока нет
- TR Cummins B TSLДокумент1 страницаTR Cummins B TSLX'mix ĐreamerОценок пока нет
- Service Alert CSP 019-14: ISX / QSX 15L Piston Pin ImprovementsДокумент1 страницаService Alert CSP 019-14: ISX / QSX 15L Piston Pin ImprovementsAlexis SanchezОценок пока нет
- MF 200 MekanikДокумент72 страницыMF 200 MekanikNoor Sa'adahОценок пока нет
- 6 Cylinder MBE906: Engine PerformanceДокумент2 страницы6 Cylinder MBE906: Engine Performanceguillermo meza huamanОценок пока нет
- 29CB-Injectors CUMMINS CATALOGO PDFДокумент15 страниц29CB-Injectors CUMMINS CATALOGO PDFDiegoD'AmbrosioОценок пока нет
- Marine Engine: SpecificationsДокумент4 страницыMarine Engine: SpecificationsSiding BarroОценок пока нет
- Meritor DownloadДокумент68 страницMeritor DownloadShubham BhatiaОценок пока нет
- Accent 2003 1.6LДокумент215 страницAccent 2003 1.6LMiguel GarciaОценок пока нет
- General Information: Workshop ManualДокумент56 страницGeneral Information: Workshop ManualRowan CorneliusОценок пока нет
- Detroit Engine Service Manual DD S in Line71Документ17 страницDetroit Engine Service Manual DD S in Line71reynaldo galvisОценок пока нет
- Acl Us Catalog 2020Документ995 страницAcl Us Catalog 2020Rayo Pérez AnzuresОценок пока нет
- Eaton Rto 11908ll Transmission Illustrated Parts List en UsДокумент34 страницыEaton Rto 11908ll Transmission Illustrated Parts List en UscristianОценок пока нет
- 12-Piece T-Star Bit Socket Set, Extra Short, T8 - T60: Item # 5098Документ22 страницы12-Piece T-Star Bit Socket Set, Extra Short, T8 - T60: Item # 5098HERRAPROОценок пока нет
- ZF 3000 Series: Product DetailsДокумент4 страницыZF 3000 Series: Product DetailsPlingu RazvanОценок пока нет
- Bosch Large Engine Diesel Fuel Products: Ask Your Bosch Representative For Details On These New Applications Today!Документ1 страницаBosch Large Engine Diesel Fuel Products: Ask Your Bosch Representative For Details On These New Applications Today!aiman100% (1)
- QSK 50 Fan Pully & Fan Idler EX2500-6 & EX5500-6Документ5 страницQSK 50 Fan Pully & Fan Idler EX2500-6 & EX5500-6Bambang DwiantoОценок пока нет
- Cylinder Head - InstallДокумент7 страницCylinder Head - InstallJose PichinteОценок пока нет
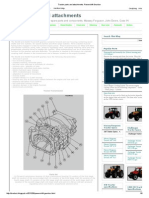
- Tractor Parts and Attachments: Powershift GearboxДокумент6 страницTractor Parts and Attachments: Powershift Gearboxaritmetics100% (1)
- 216B 226B 232B 242B Skid Steer Loader BXM00001-04224 (MACHINE) POWERED BY 3024C Engine (SEBP3770 - 65) - Systems & Components 3 UBAДокумент3 страницы216B 226B 232B 242B Skid Steer Loader BXM00001-04224 (MACHINE) POWERED BY 3024C Engine (SEBP3770 - 65) - Systems & Components 3 UBAubaldo caraballoОценок пока нет
- S3L2 61SD 3 ZylinderДокумент135 страницS3L2 61SD 3 ZylinderFranck MonnierОценок пока нет
- MeritorДокумент104 страницыMeritorDANIELОценок пока нет
- 1 GRДокумент11 страниц1 GRGanbileg BatbilegОценок пока нет
- Engines: 503bhp at 1600r/min - 1844lb - FT at 1100r/min D471.953 - TruckДокумент2 страницыEngines: 503bhp at 1600r/min - 1844lb - FT at 1100r/min D471.953 - TruckEduardo Chamo At100% (1)
- V2 3 6 Final Gear and Differential GearДокумент44 страницыV2 3 6 Final Gear and Differential GearDwy Bagus NОценок пока нет
- Partes Fso-4305 PDFДокумент10 страницPartes Fso-4305 PDFcheolllОценок пока нет
- Meritor Differential Core IdentificationДокумент1 страницаMeritor Differential Core IdentificationMirasol QuintoОценок пока нет
- 450 6152 30 Cummins M 11 InstructionsДокумент4 страницы450 6152 30 Cummins M 11 InstructionsJoseDavidSanchezYepes100% (1)
- Ac650 Mandrinadora Vertical P Cilindros y Bloques PDFДокумент8 страницAc650 Mandrinadora Vertical P Cilindros y Bloques PDFJoseDavidSanchezYepesОценок пока нет
- Catalogo Pronto Novo PDFДокумент16 страницCatalogo Pronto Novo PDFJoseDavidSanchezYepesОценок пока нет
- Rectificadora de BancadasДокумент8 страницRectificadora de BancadasJuan Pablo Ramirez GiraldoОценок пока нет
- Ac650 Mandrinadora Vertical P Cilindros y Bloques PDFДокумент8 страницAc650 Mandrinadora Vertical P Cilindros y Bloques PDFJoseDavidSanchezYepesОценок пока нет
- 450 6152 30 Cummins M 11 InstructionsДокумент4 страницы450 6152 30 Cummins M 11 InstructionsJoseDavidSanchezYepes100% (1)
- Qualcast PDFДокумент618 страницQualcast PDFJoseDavidSanchezYepesОценок пока нет
- Isx15-Qsx15 Sohc Manual 160816Документ8 страницIsx15-Qsx15 Sohc Manual 160816JoseDavidSanchezYepes75% (4)
- Ac650 Mandrinadora Vertical P Cilindros y Bloques PDFДокумент8 страницAc650 Mandrinadora Vertical P Cilindros y Bloques PDFJoseDavidSanchezYepesОценок пока нет
- Sabp Q 006Документ31 страницаSabp Q 006ilyaskureshi100% (1)
- Eu-Type Nation: Exam CertiДокумент10 страницEu-Type Nation: Exam CertibugseОценок пока нет
- Clay Fix 3Документ6 страницClay Fix 3ellsworsОценок пока нет
- Homologation of Respiratory Protective Devices CMMДокумент42 страницыHomologation of Respiratory Protective Devices CMM胡大威Оценок пока нет
- Control of FormworkДокумент3 страницыControl of FormworkTAHER AMMARОценок пока нет
- SQL Server Stored ProceduresДокумент7 страницSQL Server Stored Procedureshkdashin100% (1)
- Mini a-LOK BookletДокумент162 страницыMini a-LOK BookletjcastelohОценок пока нет
- LC3631 6281 85Документ76 страницLC3631 6281 85bakyenikoОценок пока нет
- Practical # 6 Tcp/Port Scanning Using Nmap (Use Zen Map)Документ3 страницыPractical # 6 Tcp/Port Scanning Using Nmap (Use Zen Map)mann123456789Оценок пока нет
- Portable Particle Counting System For Liquids Pamas S40Go Fuel Operation ManualДокумент39 страницPortable Particle Counting System For Liquids Pamas S40Go Fuel Operation ManualCristian Villagra EscobarОценок пока нет
- Various Communication Protocol A Comparative StudyДокумент47 страницVarious Communication Protocol A Comparative StudykailasamvvОценок пока нет
- En 583-1-1999 PDFДокумент14 страницEn 583-1-1999 PDFNav TalukdarОценок пока нет
- SQL Writer LoggerДокумент26 страницSQL Writer Loggermifta 034Оценок пока нет
- CCNAquestions Apr 2019 PDFДокумент276 страницCCNAquestions Apr 2019 PDFdufreine100% (1)
- ! NK-6 - 6-Bar Hydraulic KneeДокумент4 страницы! NK-6 - 6-Bar Hydraulic Kneehmalikn7581Оценок пока нет
- Part Design AdvancedДокумент196 страницPart Design AdvancedAdi FieraОценок пока нет
- Installation Guide For 20/20: Profile Ridge, Rollridge, Roll Hip, Profile Mono Ridge and 20/20 Verge InstallationДокумент6 страницInstallation Guide For 20/20: Profile Ridge, Rollridge, Roll Hip, Profile Mono Ridge and 20/20 Verge Installationslindelft-cool7056Оценок пока нет
- Bem Webinar 2023 - Introduction of The New Bem Outcome Based Pae (8.3.2023) RestrictedДокумент84 страницыBem Webinar 2023 - Introduction of The New Bem Outcome Based Pae (8.3.2023) RestrictedAzamOthmanОценок пока нет
- Spec UL94 Flame ChamberДокумент2 страницыSpec UL94 Flame ChamberQC ĐNОценок пока нет
- Global Quality ManualДокумент92 страницыGlobal Quality ManualDuško KovačevićОценок пока нет
- APM Asset Management PlaybookДокумент10 страницAPM Asset Management Playbookayaz hasan100% (1)
- Procedure of Network Settings of D9004/D9008/D9216Документ5 страницProcedure of Network Settings of D9004/D9008/D9216adytzuuvОценок пока нет
- 220kv - Nma - Type TowerДокумент19 страниц220kv - Nma - Type Towerpavan3961Оценок пока нет
- TAUS Evaluating Post-Editor Performance Guidelines 2014Документ5 страницTAUS Evaluating Post-Editor Performance Guidelines 2014TAUSОценок пока нет
- Amazon New Hire Training Expectations and GuidelinesДокумент4 страницыAmazon New Hire Training Expectations and GuidelinesIan Carlos FajardoОценок пока нет