Вам также может понравиться
- 1 s2.0 0924013695020411 MainДокумент8 страниц1 s2.0 0924013695020411 MainCharles HudsonОценок пока нет
- Research ArticleДокумент8 страницResearch ArticleFebri SSОценок пока нет
- Cracking LPG SphereДокумент11 страницCracking LPG SphereMauricio CenturionОценок пока нет
- Component Test For The Assessment of Delayed Hydrogen-Assisted Cracking in Thick-Walled SAW Joints For Offshore ApplicationsДокумент15 страницComponent Test For The Assessment of Delayed Hydrogen-Assisted Cracking in Thick-Walled SAW Joints For Offshore ApplicationsafabОценок пока нет
- Effect of Forging Surface On Fatigue Behavior of Steels A Literature ReviewДокумент56 страницEffect of Forging Surface On Fatigue Behavior of Steels A Literature ReviewCan ERTANОценок пока нет
- ArtigoДокумент8 страницArtigoIgor HenriqueОценок пока нет
- Crack Propagation in EBW JointsДокумент8 страницCrack Propagation in EBW JointsEidertxuОценок пока нет
- Failure Mode of Dissimilar Resistance Spot Welds Between Austenitic Stainless and Low Carbon Steels M. Pouranvari, P. Marashi, M. GoodarziДокумент6 страницFailure Mode of Dissimilar Resistance Spot Welds Between Austenitic Stainless and Low Carbon Steels M. Pouranvari, P. Marashi, M. GoodarziNarayanan SubramanianОценок пока нет
- 13HMFДокумент9 страниц13HMFAnonymous 1Mk09KeОценок пока нет
- Engineering Failure Analysis: Abhay K. Jha, K. Sreekumar, P.P. SinhaДокумент8 страницEngineering Failure Analysis: Abhay K. Jha, K. Sreekumar, P.P. Sinhascg1234Оценок пока нет
- MSN612215/MSN616218 Elemen Mesin I: Welding JointsДокумент36 страницMSN612215/MSN616218 Elemen Mesin I: Welding JointsDavid TaradeОценок пока нет
- Influence of Welding Speed On Corrosion Behaviour of Friction Stir Welded AA5086 Aluminium AlloyДокумент11 страницInfluence of Welding Speed On Corrosion Behaviour of Friction Stir Welded AA5086 Aluminium AlloysaifbenОценок пока нет
- BenSalem2020 Article MechanicalBehaviorCharacteriza PDFДокумент17 страницBenSalem2020 Article MechanicalBehaviorCharacteriza PDFEdison CarlosОценок пока нет
- Subcritical Crack Growth Characteristics in Welded ASTM A537 SteelДокумент6 страницSubcritical Crack Growth Characteristics in Welded ASTM A537 SteelSubrata dubeyОценок пока нет
- International Journal of Engineering Research and DevelopmentДокумент6 страницInternational Journal of Engineering Research and DevelopmentIJERDОценок пока нет
- Effect of The Electrode To Work Angle, Filler Diameter and Shielding Gas Type On Weld Geometry of HQ130 Steel Joints Produced by Robotic GMAWДокумент5 страницEffect of The Electrode To Work Angle, Filler Diameter and Shielding Gas Type On Weld Geometry of HQ130 Steel Joints Produced by Robotic GMAWAkhtar AnsariОценок пока нет
- Predicción Del Reblandecimiento en La Soldadura LaserДокумент9 страницPredicción Del Reblandecimiento en La Soldadura LaserJose JuanОценок пока нет
- Taguchi Optimization of Process Parameters in Friction Stir Welding of 6061 Aluminum Alloy: A Review and Case StudyДокумент12 страницTaguchi Optimization of Process Parameters in Friction Stir Welding of 6061 Aluminum Alloy: A Review and Case StudyVijay GadakhОценок пока нет
- Czech Ow Ski 2005Документ6 страницCzech Ow Ski 2005ggОценок пока нет
- Effect of Kissing Bond On Fatigue Behavior of Friction Stir Welds On Al 5083 AlloyДокумент7 страницEffect of Kissing Bond On Fatigue Behavior of Friction Stir Welds On Al 5083 AlloyTrimakisОценок пока нет
- Fracture Behavior of Heat-A Ected Zone in Low Alloy SteelsДокумент8 страницFracture Behavior of Heat-A Ected Zone in Low Alloy SteelskasoseiОценок пока нет
- Prediction of Heat-Affected ZoneДокумент9 страницPrediction of Heat-Affected ZonePrakhar Deep KulshreshthaОценок пока нет
- Steam Turbine Rotor Discs Repair - RevДокумент39 страницSteam Turbine Rotor Discs Repair - Revalfattah25Оценок пока нет
- Fadaeifard Et Al, 2019Документ9 страницFadaeifard Et Al, 2019soham senОценок пока нет
- 2nd PaperДокумент11 страниц2nd PaperGaurav PandeyОценок пока нет
- 2008 WeldSolidificationCrackinginSolid SolutionStrengthenedNi BaseFillerMetalsДокумент24 страницы2008 WeldSolidificationCrackinginSolid SolutionStrengthenedNi BaseFillerMetalsafnene1Оценок пока нет
- Microstructure & Mechanical Property 1988 (SA-516 Gr.70) (OK) PDFДокумент6 страницMicrostructure & Mechanical Property 1988 (SA-516 Gr.70) (OK) PDFhoangviet20006Оценок пока нет
- Microstructure and Mechanical Properties of Friction Stir Lap Welded Dissimilar Zirconium-Steel JointДокумент7 страницMicrostructure and Mechanical Properties of Friction Stir Lap Welded Dissimilar Zirconium-Steel JointSaleem IqbalОценок пока нет
- Effect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless SteelДокумент9 страницEffect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless Steelnaresh1272Оценок пока нет
- Finite Element Analysis of EBW Welded Joint Using SysweldДокумент6 страницFinite Element Analysis of EBW Welded Joint Using Sysweldamd mhmОценок пока нет
- Tensile Property Evaluation of Dissimilar Metal Welds Containing Alloy 82/182 Fusion Weld Using Miniature SpecimenДокумент2 страницыTensile Property Evaluation of Dissimilar Metal Welds Containing Alloy 82/182 Fusion Weld Using Miniature SpecimenOscar Ruben Castillo NavaОценок пока нет
- Materials Science and Engineering AДокумент8 страницMaterials Science and Engineering ARami GhorbelОценок пока нет
- Simulation of Multi-Pass Welds Using ABAQUS 2D Weld GUI and Comparison With Experimental ResultsДокумент1 страницаSimulation of Multi-Pass Welds Using ABAQUS 2D Weld GUI and Comparison With Experimental ResultsSIMULIACorpОценок пока нет
- Microstructure and Failure Behavior 2008Документ6 страницMicrostructure and Failure Behavior 2008Vipin MishraОценок пока нет
- Fatigue of A36 Steel Laser Beam Weldments: Welds Are As Sound As Base MaterialДокумент3 страницыFatigue of A36 Steel Laser Beam Weldments: Welds Are As Sound As Base MaterialDaniel VenturiОценок пока нет
- Durability de MST 2014Документ19 страницDurability de MST 2014irfankohaaОценок пока нет
- Characterization of Astm A516 Grade 70 Fusion Welded Joints: Aidy Ali, A. B. SanuddinДокумент11 страницCharacterization of Astm A516 Grade 70 Fusion Welded Joints: Aidy Ali, A. B. SanuddinIgor GrujićОценок пока нет
- HCF Failure Modes and Mechanisms of Dissimilar Welds of Martensite/Austenite Metals at Elevated TemperatureДокумент4 страницыHCF Failure Modes and Mechanisms of Dissimilar Welds of Martensite/Austenite Metals at Elevated TemperatureRosalia AndradeОценок пока нет
- Materials Today CommunicationsДокумент11 страницMaterials Today CommunicationsC_rovereОценок пока нет
- Influence of Rotational Speed On MechaniДокумент8 страницInfluence of Rotational Speed On Mechaniالسيد ابراهيم عبدالعزيز عبداللهОценок пока нет
- A Finite Element Model For The Prediction of Advanced High Strength Steel Spot Welds FractureДокумент14 страницA Finite Element Model For The Prediction of Advanced High Strength Steel Spot Welds Fracturesumatrablackcoffee453Оценок пока нет
- Fracture Toughness of Cast Aluminium Alloys: Bulletin of Materials Science March 1982Документ8 страницFracture Toughness of Cast Aluminium Alloys: Bulletin of Materials Science March 1982Aung Khant KyawОценок пока нет
- Effects of Welding Residual Stresses On Fatigue Crack Growth Behaviour in Butt Welds of A Pipeline SteelДокумент10 страницEffects of Welding Residual Stresses On Fatigue Crack Growth Behaviour in Butt Welds of A Pipeline SteelJohan Esteban Garcia PuentesОценок пока нет
- The Effect of Successive Repairs On The 20150412101851 431297Документ7 страницThe Effect of Successive Repairs On The 20150412101851 431297Menad SalahОценок пока нет
- Modelamiento Revenido Del AceroДокумент9 страницModelamiento Revenido Del AceroJuan Pablo Puentes PeñuelaОценок пока нет
- 2 Pouranvari MJoM 1503Документ9 страниц2 Pouranvari MJoM 1503Juan Vaca SarriaОценок пока нет
- Pengelasan FadliДокумент8 страницPengelasan Fadliumi kulsumОценок пока нет
- Fatigue Notch Behavior of Gray Cast Iron: L. Collini, G. Nicoletto and E. RivaДокумент8 страницFatigue Notch Behavior of Gray Cast Iron: L. Collini, G. Nicoletto and E. RivaSSMОценок пока нет
- The Use of X-Ray Diffraction Peaks Profile Analysis To Define The Structural Condition of Elastically Stressed 09G2S SteelДокумент6 страницThe Use of X-Ray Diffraction Peaks Profile Analysis To Define The Structural Condition of Elastically Stressed 09G2S SteelВладимир ГуляевОценок пока нет
- 42CrMo4 S.NCurveДокумент6 страниц42CrMo4 S.NCurverama1997Оценок пока нет
- 1 - A Study Concerning Intercritical HAZ Microstructure and Toughness in ...Документ10 страниц1 - A Study Concerning Intercritical HAZ Microstructure and Toughness in ...Filipe RenanОценок пока нет
- 02Документ8 страниц02Nghiem QuocОценок пока нет
- Laser Beam Welding of Quenched and Tempered Astm A 517 GR.B SteelДокумент7 страницLaser Beam Welding of Quenched and Tempered Astm A 517 GR.B SteelbiancogallazziОценок пока нет
- 18934-Article Text PDF-112287-2-10-20211222Документ16 страниц18934-Article Text PDF-112287-2-10-20211222jiji wangОценок пока нет
- wj1106 264 PDFДокумент6 страницwj1106 264 PDFkarthikkandaОценок пока нет
- L-4/T - 2/MME Date: 16/0112016Документ13 страницL-4/T - 2/MME Date: 16/0112016Arif AmancioОценок пока нет
- Zeng 2015Документ6 страницZeng 2015Marco A. R. JimenesОценок пока нет
- Revista - Materials Science ForumДокумент5 страницRevista - Materials Science Forum0741005518Оценок пока нет
- Welding of 5083 Aluminum AlloyДокумент6 страницWelding of 5083 Aluminum AlloyMario MirićОценок пока нет
- Cimenturi Hibride Alcaline - Modelo Gluvosky PDFДокумент6 страницCimenturi Hibride Alcaline - Modelo Gluvosky PDFMiguelAngelDelgadoD'AppollonioОценок пока нет
- Construction and Building Materials: Saeed Ahmari, Lianyang ZhangДокумент10 страницConstruction and Building Materials: Saeed Ahmari, Lianyang ZhangMiguelAngelDelgadoD'AppollonioОценок пока нет
- Produccion ECO LADRILLOДокумент9 страницProduccion ECO LADRILLOMiguelAngelDelgadoD'AppollonioОценок пока нет
- Dickinson1991 2Документ29 страницDickinson1991 2MiguelAngelDelgadoD'AppollonioОценок пока нет
- Ullman Flocculation 1Документ12 страницUllman Flocculation 1MiguelAngelDelgadoD'AppollonioОценок пока нет
- Control EngineeringДокумент14 страницControl EngineeringCheong JkОценок пока нет
- Powerpoint Images: Failures Resulting From Static LoadingДокумент11 страницPowerpoint Images: Failures Resulting From Static LoadingKTMOОценок пока нет
- Bellows Sealed Matering Valves BM Series (Ms-01-23) R3Документ4 страницыBellows Sealed Matering Valves BM Series (Ms-01-23) R3herysyam1980Оценок пока нет
- Air Cleaner and Air Intake Parts Models With Turbocharged EngineДокумент2 страницыAir Cleaner and Air Intake Parts Models With Turbocharged EngineNeftali FuentesОценок пока нет
- Offshore Pipe Line Design State of The ArtДокумент33 страницыOffshore Pipe Line Design State of The ArtMvrnaidu MithraОценок пока нет
- Is.7396.1.1985 Surge Shaft DesignДокумент26 страницIs.7396.1.1985 Surge Shaft DesignVanu Vamalai100% (1)
- Line Sizing Spreadsheets-GeneralДокумент8 страницLine Sizing Spreadsheets-GeneralFavoriteОценок пока нет
- Material FormatsДокумент2 страницыMaterial FormatsSultan RomiОценок пока нет
- Maxon DC MotorДокумент16 страницMaxon DC MotorteguhОценок пока нет
- Installation, Operation and Maintenance Instructions Stainless Steel, Liquid Ring Vacuum PumpsДокумент28 страницInstallation, Operation and Maintenance Instructions Stainless Steel, Liquid Ring Vacuum PumpspinplataОценок пока нет
- Tut-371 No.2Документ8 страницTut-371 No.2fletusdiabloiОценок пока нет
- of MotorvaneДокумент3 страницыof MotorvaneJeevan BabuОценок пока нет
- Steam Turbine Description HP Turbine Casing Supports and GuidesДокумент2 страницыSteam Turbine Description HP Turbine Casing Supports and GuidesAmit MukherjeeОценок пока нет
- DRG ListДокумент272 страницыDRG ListVijay PalОценок пока нет
- Minishover Komatsu SK820-5E0Документ260 страницMinishover Komatsu SK820-5E0Jose A. Basanta H.100% (1)
- Quiz 2 2013 ThermodynamicДокумент2 страницыQuiz 2 2013 ThermodynamicPaartiban PaneerselvamОценок пока нет
- Mathematical Model of Systems:: Rotational Mechanical System Transfer FunctionДокумент11 страницMathematical Model of Systems:: Rotational Mechanical System Transfer Functionchardo santosОценок пока нет
- IES Conventional Mechanical Engineering 1987Документ7 страницIES Conventional Mechanical Engineering 1987eklavya koshtaОценок пока нет
- Pressure Form Maint RepairДокумент1 страницаPressure Form Maint RepairJong Ponciano IIIОценок пока нет
- Ipc 9521Документ4 страницыIpc 9521ashu0470Оценок пока нет
- 1006TG2 YB35013 Parts ManualДокумент189 страниц1006TG2 YB35013 Parts ManualSathya Narayana70% (10)
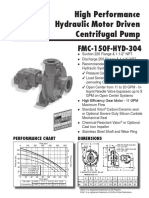
- FMC-150F-HYD-304 - 04-13 Bomba AceДокумент2 страницыFMC-150F-HYD-304 - 04-13 Bomba AceEmerson GomesОценок пока нет
- ROHR2fesu FeaturelistДокумент20 страницROHR2fesu FeaturelistJohan ConradieОценок пока нет
- Integral Relation For A Control Volume (Part 1)Документ15 страницIntegral Relation For A Control Volume (Part 1)Muhammad Amni FitriОценок пока нет
- ME302: Materials Mechanics: Chap. 1 StressДокумент16 страницME302: Materials Mechanics: Chap. 1 StressMat MatttОценок пока нет
- MMUP Electronics V1.7 - With Answers - PDF - Bipolar Junction Transistor - Electric MotorДокумент193 страницыMMUP Electronics V1.7 - With Answers - PDF - Bipolar Junction Transistor - Electric MotorKanhaiya JhaОценок пока нет
- SENR33120001 621E and 627E Tractor-Scraper Hydraulic System (SENR3312)Документ2 страницыSENR33120001 621E and 627E Tractor-Scraper Hydraulic System (SENR3312)CEVegaOОценок пока нет
- R290 Quick Reference Card - Final-1Документ4 страницыR290 Quick Reference Card - Final-1Sauptik SinhaОценок пока нет
- Motoman Sk6 Service ManualДокумент5 страницMotoman Sk6 Service Manualellen100% (47)
- Farooqi Mohammed Yousuf Saudi Arabia 17.00 YrsДокумент5 страницFarooqi Mohammed Yousuf Saudi Arabia 17.00 YrsKirkD'costaОценок пока нет