Вам также может понравиться
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceОт EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceОценок пока нет
- Continental TorquesДокумент13 страницContinental Torquesfredtanner100% (2)
- lt3 00032 2 A p24 p30sДокумент67 страницlt3 00032 2 A p24 p30sBruno SamaeianОценок пока нет
- Engine 250 10 006 PDFДокумент24 страницыEngine 250 10 006 PDFPrashanthKumarОценок пока нет
- Crane Annual PMДокумент4 страницыCrane Annual PMjasonahindsОценок пока нет
- 3.5L EngineДокумент795 страниц3.5L EngineCarlos Sanchez NajeraОценок пока нет
- B CumminsДокумент122 страницыB Cumminsmoises100% (5)
- Yamaha Exciter 440 EX440 1980Документ18 страницYamaha Exciter 440 EX440 1980mkaukolaОценок пока нет
- 2.2L Engine PDFДокумент593 страницы2.2L Engine PDFUlises Perez CandiaОценок пока нет
- Engine Mechanical: Go To Table of Contents Go To Quick Reference IndexДокумент75 страницEngine Mechanical: Go To Table of Contents Go To Quick Reference IndexOmar RodriguezОценок пока нет
- A32 emДокумент75 страницA32 emLevin Tan HtОценок пока нет
- Silverado2002 4.3 Lts. MecanicaДокумент519 страницSilverado2002 4.3 Lts. MecanicaKevinNavarro100% (1)
- Pump Manual CVP 80 302 50 Sa (HC) 1Документ23 страницыPump Manual CVP 80 302 50 Sa (HC) 1mmkatta100% (2)
- PerkinsДокумент12 страницPerkinsDalibor Sopina Duc100% (2)
- SU InstructionsДокумент8 страницSU InstructionsSiddeОценок пока нет
- M551 M552Документ96 страницM551 M552Игорь100% (1)
- Husqvarna 611238238782 - 61Документ6 страницHusqvarna 611238238782 - 61Mauro OliveiraОценок пока нет
- 500 Service ManualДокумент2 страницы500 Service ManualLars Koch100% (2)
- Motor Jawa 884Документ22 страницыMotor Jawa 884GreereCristian100% (1)
- Manual SSW10Документ31 страницаManual SSW10Victor RodriguezОценок пока нет
- Rochester Carb 4 BBL Adjustement 94hg5cДокумент12 страницRochester Carb 4 BBL Adjustement 94hg5cJean-Baptiste Bulliard100% (3)
- Step by Step: Installation of RingsДокумент1 страницаStep by Step: Installation of RingsMoaed KanbarОценок пока нет
- TSIO360 Fuel Setup - NEW 08Документ6 страницTSIO360 Fuel Setup - NEW 08LeandroCamposОценок пока нет
- XD3P Bolero PDFДокумент107 страницXD3P Bolero PDFRuben Acosta Muñoz67% (21)
- Peec II - Peec III Brake Engine 10 P OkДокумент10 страницPeec II - Peec III Brake Engine 10 P OkEduardo AlvarezОценок пока нет
- Mercedes BENZ Working (16-08-21)Документ13 страницMercedes BENZ Working (16-08-21)sabirОценок пока нет
- Engine Mechanical PDFДокумент115 страницEngine Mechanical PDFAndrey GladyshevОценок пока нет
- Piaggio X9 500 Service Station Manual (2002-EnGLISH-70 Pages)Документ69 страницPiaggio X9 500 Service Station Manual (2002-EnGLISH-70 Pages)Alessandro MigliettaОценок пока нет
- Unipump InstДокумент2 страницыUnipump InstJuliaman NapituОценок пока нет
- Des Motor JAWA 884Документ22 страницыDes Motor JAWA 884Espen Hansen100% (8)
- Harley Davidson V2 Evolution Engine ManualДокумент21 страницаHarley Davidson V2 Evolution Engine ManualSergey Gaivoronsky67% (6)
- Assembly Compression AirДокумент3 страницыAssembly Compression Airaqshal candraОценок пока нет
- M601-M601C Engineer S HandbookДокумент70 страницM601-M601C Engineer S HandbookAnton100% (2)
- Tech Tip: Si CarburettorДокумент2 страницыTech Tip: Si CarburettorcesarecontoОценок пока нет
- STC Oil Control Valve Mechanical 006 007 K38 K50Документ18 страницSTC Oil Control Valve Mechanical 006 007 K38 K50SpectrumRaijin100% (11)
- John Deere Fuel Injection Pump Repair & InstallationДокумент8 страницJohn Deere Fuel Injection Pump Repair & Installationjohncouey67% (6)
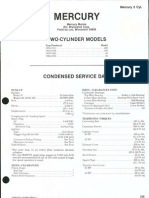
- Two Cylinder ModelsДокумент8 страницTwo Cylinder ModelsPaul MartinОценок пока нет
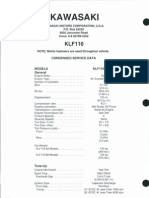
- 92 KLF110 Service SpecsДокумент12 страниц92 KLF110 Service Specs33scottОценок пока нет
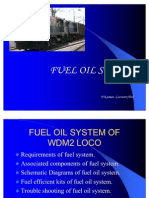
- Fuel Oil System by P.KДокумент28 страницFuel Oil System by P.Kkr_abhijeet72356587100% (1)
- Mercury Service ManualДокумент14 страницMercury Service ManualRobin Bradshaw72% (18)
- LT3 00032 2 A - P24 P30SДокумент67 страницLT3 00032 2 A - P24 P30Sedgar_retuerto78Оценок пока нет
- BS32SS CarbsДокумент14 страницBS32SS CarbslfrankhoОценок пока нет
- Performer X Turbocharging System For 1996-2000 Honda Civic D16Y8 Catalog #1500 Installation InstructionsДокумент14 страницPerformer X Turbocharging System For 1996-2000 Honda Civic D16Y8 Catalog #1500 Installation Instructionsdiaz_almarazОценок пока нет
- 7 TroubleshootingДокумент6 страниц7 TroubleshootingvanapeerОценок пока нет
- Ashok Leyland ReportДокумент7 страницAshok Leyland ReportJay Surya100% (1)
- Image Server HandlerДокумент12 страницImage Server Handlerbobcat1810Оценок пока нет
- 2012 Arctic Cat Service Updates and BulletinsДокумент470 страниц2012 Arctic Cat Service Updates and BulletinsJuan Carlos SuarezОценок пока нет
- Toyota 5l Engine-Turbo Kit Fitting InstructionsДокумент9 страницToyota 5l Engine-Turbo Kit Fitting Instructionsaqilhad100% (2)
- IR Turbine Power Starters TS700Документ20 страницIR Turbine Power Starters TS700andistwn99Оценок пока нет
- Kohler Magnum Twin Cylinder Engine Torque Values and Specs For Fasteners PDFДокумент4 страницыKohler Magnum Twin Cylinder Engine Torque Values and Specs For Fasteners PDFBillW56Оценок пока нет
- Bombas Pistões, Out 07Документ68 страницBombas Pistões, Out 07edimar santanaОценок пока нет
- 6.0 LT Power StrokeДокумент20 страниц6.0 LT Power StrokePaul Castro71% (7)
- Manual de Motor Elantra-Tiburón 1998 G4GRДокумент6 страницManual de Motor Elantra-Tiburón 1998 G4GRRodolfo SilvaОценок пока нет
- FittingsДокумент101 страницаFittingsqwureyquweryОценок пока нет
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementОт EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementОценок пока нет
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitОт EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitОценок пока нет
- Marvel Carbureter and Heat Control: As Used on Series 691 Nash Sixes Booklet SОт EverandMarvel Carbureter and Heat Control: As Used on Series 691 Nash Sixes Booklet SОценок пока нет
- RomeДокумент1 страницаRomeMohankumarОценок пока нет
- Internship Report: Organizational Study at Tvs-Electronics ChennaiДокумент44 страницыInternship Report: Organizational Study at Tvs-Electronics Chennaishjaya17% (6)
- Tvsgroupofcompaniesppt 140416002634 Phpapp01Документ35 страницTvsgroupofcompaniesppt 140416002634 Phpapp01Mohankumar100% (1)
- Video PresentationДокумент3 страницыVideo PresentationMohankumarОценок пока нет
- Hardware Notes - Creo 1.0 Parametric, Direct and Simulate: Table of ContentДокумент7 страницHardware Notes - Creo 1.0 Parametric, Direct and Simulate: Table of ContentMohankumarОценок пока нет
- 00parts, Bearings, GearingДокумент52 страницы00parts, Bearings, Gearingpeff000087Оценок пока нет
- MA1006 A-SNM Unit-4 QB New PDFДокумент24 страницыMA1006 A-SNM Unit-4 QB New PDFMohankumarОценок пока нет
- Lecture 4 - Mechanical Advantage, Transmission AngleДокумент3 страницыLecture 4 - Mechanical Advantage, Transmission AngleMohankumarОценок пока нет
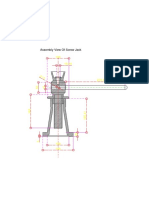
- Assembly View of Universal Coupling JointДокумент1 страницаAssembly View of Universal Coupling JointMohankumarОценок пока нет
- Project 2 ModelДокумент1 страницаProject 2 ModelMohankumarОценок пока нет
- Prject 3 ModelДокумент1 страницаPrject 3 ModelMohankumarОценок пока нет
- Unit 1 - Set 1Документ6 страницUnit 1 - Set 1jeggu6991Оценок пока нет
- Ma1006 A-Snm Unit-4 QB NewДокумент24 страницыMa1006 A-Snm Unit-4 QB NewMohankumarОценок пока нет
- Unit 1 - Set 1Документ6 страницUnit 1 - Set 1jeggu6991Оценок пока нет
- PD Exam PDFДокумент14 страницPD Exam PDFMohankumarОценок пока нет
- 5L Vacuum CurveДокумент1 страница5L Vacuum Curveasistente.peninsulaОценок пока нет
- Development of Quiescent Combustion System (MIQCS) PDFДокумент5 страницDevelopment of Quiescent Combustion System (MIQCS) PDFpeterОценок пока нет
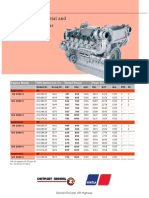
- Mtu Series 2000 IndustrialДокумент2 страницыMtu Series 2000 Industrialhelen TasiopoulouОценок пока нет
- Yakima HighLite InstructionsДокумент15 страницYakima HighLite InstructionsrackwarehouseОценок пока нет
- Kubota Kx91 2 Parts Sec WatДокумент20 страницKubota Kx91 2 Parts Sec WatCharlotte100% (48)
- Roducts Parts List: Inventory Engineering Department and Manufacturing Facility To Help You Save Time and MoneyДокумент73 страницыRoducts Parts List: Inventory Engineering Department and Manufacturing Facility To Help You Save Time and MoneyMustafa Gaffer Hassan Ahmed100% (1)
- Fiche Mot Essence-Eb2 Fa Flex FuelДокумент2 страницыFiche Mot Essence-Eb2 Fa Flex FuelRui MendesОценок пока нет
- Motorcycle Mechanics - George LearДокумент270 страницMotorcycle Mechanics - George Leargrezmos100% (7)
- Crank ShaftДокумент1 страницаCrank ShaftBrianОценок пока нет
- 60 Automotive Engine Disassembling and Rebuilding RevisedДокумент60 страниц60 Automotive Engine Disassembling and Rebuilding Reviseddmc constructionОценок пока нет
- Valves and Unit Injectors, AdjustingДокумент9 страницValves and Unit Injectors, Adjustingcarlos maradiagaОценок пока нет
- PC210 10Документ1 710 страницPC210 10Hùng Lê Văn89% (36)
- A 6 VM 107 HD 1 D 63 WVZB 020 BДокумент16 страницA 6 VM 107 HD 1 D 63 WVZB 020 BAgus Yulfizar0% (1)
- UMC240 Cylinder Head CoverДокумент2 страницыUMC240 Cylinder Head CoverBurik8Оценок пока нет
- Ze205 ZoomlionДокумент4 страницыZe205 Zoomlionstonecold2555Оценок пока нет
- Honda CRF110F Service Repair ManualДокумент10 страницHonda CRF110F Service Repair ManualΕυθυμης ΖουμπαδελληςОценок пока нет
- Cummins K19 Auxiliary Spec SheetsДокумент4 страницыCummins K19 Auxiliary Spec SheetsKamarul Ariffin AzmanОценок пока нет
- Schematic P185WYM PDFДокумент7 страницSchematic P185WYM PDFFelipe Infante LeónОценок пока нет
- DK Daelim Daystar VL125Fi Euro3 PDFДокумент75 страницDK Daelim Daystar VL125Fi Euro3 PDFPedro Pablo Giraldo NuñezОценок пока нет
- Buggy Service Manual: 239 County Road 4435 Brundidge, AL 36081 P: 1-888-562-9ACE F: 1-888-562-8ACEДокумент79 страницBuggy Service Manual: 239 County Road 4435 Brundidge, AL 36081 P: 1-888-562-9ACE F: 1-888-562-8ACELILA LAZARОценок пока нет
- Manual GA1 GA2 G3SS G3TR G4TRДокумент182 страницыManual GA1 GA2 G3SS G3TR G4TRKidKawie76% (17)
- Motor Nissan Hr16deДокумент127 страницMotor Nissan Hr16deAdriánSchumm92% (12)
- Pakistan Diesel ServiceДокумент14 страницPakistan Diesel ServiceAbdul ShakoorОценок пока нет
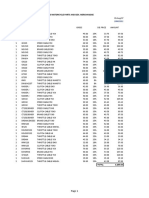
- Sample Fast Moving ItemsДокумент12 страницSample Fast Moving ItemsJaves Acevedo100% (1)
- PDF Bosch Motronic Me75 18t Aum Pinout DDДокумент7 страницPDF Bosch Motronic Me75 18t Aum Pinout DDDanny OchoaОценок пока нет
- Spare Parts Manual W18V46Документ584 страницыSpare Parts Manual W18V46Ronald Bienemi Paez100% (7)
- Water Pump Assy: ComponentsДокумент21 страницаWater Pump Assy: ComponentsRobert VargasОценок пока нет
- Peugeot BB3 1961 OCR ENG TranslateДокумент41 страницаPeugeot BB3 1961 OCR ENG TranslateDave ArchiveОценок пока нет
- Diagnostic Trouble Code (DTC) Charts and DescriptionsДокумент126 страницDiagnostic Trouble Code (DTC) Charts and DescriptionsVicente GarciaОценок пока нет
- Diesel Fire Pump Drivers Power Ratings and Models - Summary UK PurchasedДокумент2 страницыDiesel Fire Pump Drivers Power Ratings and Models - Summary UK PurchasedPusaka Buana KaryaОценок пока нет