Вам также может понравиться
- Balance de Masa Energia y MecanicaДокумент6 страницBalance de Masa Energia y MecanicaStefy Ortiz Bdv100% (2)
- Diseño de Intercambiadores de Calor Con Cambio de FaseДокумент60 страницDiseño de Intercambiadores de Calor Con Cambio de Fasesergiocalvo1250% (2)
- Fraccionamiento de gas en torre de platosДокумент30 страницFraccionamiento de gas en torre de platosManuel Alberto Jiménez Marchena100% (6)
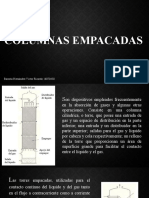
- Columnas EmpacadasДокумент6 страницColumnas EmpacadasRodil Chipana100% (3)
- Columnas de RellenoДокумент14 страницColumnas de RellenoingrossОценок пока нет
- La Regla de DühringДокумент6 страницLa Regla de DühringEnrique Giovanni Espinosa100% (1)
- Determinación Del Coeficiente de Transferencia de Masa en Torres de EnfriamientoДокумент56 страницDeterminación Del Coeficiente de Transferencia de Masa en Torres de EnfriamientoMiguel Angel Medina Castellanos0% (1)
- Eficiencia en El Proceso de ExtracciónДокумент6 страницEficiencia en El Proceso de ExtracciónFabyy Valera0% (1)
- Torres EmpacadasДокумент6 страницTorres EmpacadasyariОценок пока нет
- 2.1 Significado de Acercamiento Mínimo de Energía PDFДокумент4 страницы2.1 Significado de Acercamiento Mínimo de Energía PDFRoberto Daniel Rivera CastroОценок пока нет
- Evaporacion y Evaporadores de Multiple EfectoДокумент19 страницEvaporacion y Evaporadores de Multiple Efectoanlaza96% (51)
- Platos PerforadosДокумент46 страницPlatos Perforadosnoxleek100% (1)
- Consideraciones de Diseño en Columnas EmpacadasДокумент6 страницConsideraciones de Diseño en Columnas Empacadas042696673410% (1)
- Equipos de AbsorciónДокумент21 страницаEquipos de AbsorciónCarlos Bocanegra80% (5)
- Heuristica de Torres 1Документ28 страницHeuristica de Torres 1RC LandaОценок пока нет
- Columnas EmpacadasДокумент44 страницыColumnas EmpacadasVictor Basoria100% (1)
- Columna de Absorcion de Platos (FinalДокумент21 страницаColumna de Absorcion de Platos (FinalAndrea Fontalvo BarreraОценок пока нет
- MC CABE THIELE Y DESTILACIÓN BINARIAДокумент29 страницMC CABE THIELE Y DESTILACIÓN BINARIAJOSE SILLOCA100% (1)
- PlatosДокумент5 страницPlatosJonathan Medina100% (1)
- Torre de Absorción.Документ15 страницTorre de Absorción.tocinopОценок пока нет
- Platos de VálvulaДокумент10 страницPlatos de Válvulaluis sanchez100% (1)
- Tipos de PlatosДокумент14 страницTipos de Platosreynaldo_9_12Оценок пока нет
- Tipos de PlatosДокумент4 страницыTipos de PlatosAlam Trejo Rojo75% (4)
- Tipos de platos en columnas de destilaciónДокумент4 страницыTipos de platos en columnas de destilaciónMorales CastilloОценок пока нет
- 15 Eficacia de Murphree PDFДокумент47 страниц15 Eficacia de Murphree PDFKevin Cabistán Calderón100% (2)
- Secador NeumaticoДокумент17 страницSecador NeumaticoJesus Gerardo Lopez Colman100% (2)
- Diseño Hidraulico Dela Torre de AbsorciónДокумент32 страницыDiseño Hidraulico Dela Torre de AbsorciónCarolina UrbinaОценок пока нет
- Equipos Usados en La CristalizaciónДокумент15 страницEquipos Usados en La CristalizaciónJESSI MALDONADO100% (1)
- Recipientes Enchaquetados y DemasДокумент15 страницRecipientes Enchaquetados y Demasjhosef2890Оценок пока нет
- Ecuación Balance de Energía Secador RotatorioДокумент6 страницEcuación Balance de Energía Secador RotatorioRoberto De AlmadaОценок пока нет
- Tipos de Platos de DestilacionДокумент3 страницыTipos de Platos de DestilacionCristian Condori JaraОценок пока нет
- Evaporador CalandriaДокумент62 страницыEvaporador Calandriagadli5789% (9)
- CristalizacionДокумент9 страницCristalizacionXeniaОценок пока нет
- Planta Reductora de ViscosidadДокумент3 страницыPlanta Reductora de ViscosidadFernando AvilaОценок пока нет
- Tipos de destiladores y sus componentesДокумент5 страницTipos de destiladores y sus componentesValeria Malca HernandezОценок пока нет
- Función y tipos de bajantes en columnas de destilaciónДокумент2 страницыFunción y tipos de bajantes en columnas de destilaciónNUMBASD100% (1)
- Unidad 2 PDFДокумент119 страницUnidad 2 PDFDulce Wendolyn BollásОценок пока нет
- CristalizadoresДокумент20 страницCristalizadoresDaniel Perez Peña0% (1)
- Operacion de EvaporadoresДокумент8 страницOperacion de Evaporadoresomar100% (1)
- Definición de Columna de RellenoДокумент6 страницDefinición de Columna de RellenoYeilis VelasquezОценок пока нет
- Formacion de EspumaДокумент6 страницFormacion de EspumaFrancisco Garcia GuzmánОценок пока нет
- Reactores ideales vs realesДокумент5 страницReactores ideales vs realesdianaclsОценок пока нет
- Evaporación y cristalización en la agroindustriaДокумент35 страницEvaporación y cristalización en la agroindustriaWilliam Beder Sandi ChavezОценок пока нет
- Practica CristalizacionДокумент4 страницыPractica CristalizacionML XairoОценок пока нет
- La Clasificacion Geldart de ParticulasДокумент3 страницыLa Clasificacion Geldart de ParticulasLuis Gabriel RodriguezОценок пока нет
- 8.3 Coeficientes Totales de Transferencia de Calor en EvaporadoresДокумент4 страницы8.3 Coeficientes Totales de Transferencia de Calor en EvaporadoresJunior BardalezОценок пока нет
- Platos de Casquete de BurbujeoДокумент45 страницPlatos de Casquete de BurbujeonoxleekОценок пока нет
- Construcción Del Diagrama de DühringДокумент11 страницConstrucción Del Diagrama de DühringAndres Hernandez Lopez100% (7)
- Operación Normal de Un Plato PerforadoДокумент6 страницOperación Normal de Un Plato PerforadoFernanda BorquezОценок пока нет
- Rellenos-Sulzer LAB OPEДокумент8 страницRellenos-Sulzer LAB OPEJhoselin OrihuelaОценок пока нет
- Diseño de Una Torre de AbsorcionДокумент6 страницDiseño de Una Torre de AbsorcionLuis AlorОценок пока нет
- Destilacion de Mezclas Complejas Pactica 2Документ4 страницыDestilacion de Mezclas Complejas Pactica 2kelyОценок пока нет
- Absorción de Gases - ExposicionДокумент11 страницAbsorción de Gases - ExposicionYunnior MartinezОценок пока нет
- Desorción de gases en columnasДокумент3 страницыDesorción de gases en columnasNSEXC0% (1)
- Las Torres EmpacadasДокумент6 страницLas Torres EmpacadasNatalyОценок пока нет
- Torres EmpacadasДокумент27 страницTorres EmpacadasLuis SalazarОценок пока нет
- Torre de absorción empacada VenezuelaДокумент11 страницTorre de absorción empacada VenezuelaJesúsLugoОценок пока нет
- IntroДокумент11 страницIntroPEDRO JOAQUIN S�NCHEZ TENORIOОценок пока нет
- Torre de Destilacion TeoriaДокумент13 страницTorre de Destilacion TeoriaJosh MoraОценок пока нет
- Torres EmpacadasДокумент6 страницTorres EmpacadasMariana Ines FernandezОценок пока нет
- Torre de Destilación de RellenoДокумент33 страницыTorre de Destilación de RellenoYeilis VelasquezОценок пока нет
- BioquímicaДокумент27 страницBioquímicaMaricriz Montes ArteagaОценок пока нет
- SeguridadДокумент18 страницSeguridadGerson Larios GilesОценок пока нет
- Formato de Evaluación EconómicaДокумент25 страницFormato de Evaluación EconómicaGerson Larios GilesОценок пока нет
- LIDERAZGOДокумент15 страницLIDERAZGOGerson Larios GilesОценок пока нет
- Presentación Quincena 3Документ29 страницPresentación Quincena 3Gerson Larios GilesОценок пока нет
- Eficacia y EficienciaДокумент10 страницEficacia y EficienciaGerson Larios GilesОценок пока нет
- Análisis del mercado global de alcoholes grasosДокумент7 страницAnálisis del mercado global de alcoholes grasosGerson Larios GilesОценок пока нет
- Seguridad Industrial (C)Документ13 страницSeguridad Industrial (C)Gerson Larios GilesОценок пока нет
- Las OrganizacionesДокумент10 страницLas OrganizacionesGerson Larios GilesОценок пока нет
- FODA FinalДокумент9 страницFODA FinalGerson Larios GilesОценок пока нет
- ComunicaciónДокумент23 страницыComunicaciónGerson Larios GilesОценок пока нет
- Conflicto y NegociacionesДокумент12 страницConflicto y NegociacionesGerson Larios GilesОценок пока нет
- Fisico PDFДокумент10 страницFisico PDFVianeyОценок пока нет
- Cálculo Del Diámetro de Una ColumnaДокумент26 страницCálculo Del Diámetro de Una ColumnaGerson Larios GilesОценок пока нет
- 1 InversionFija CostesProyectos 4porhojaДокумент11 страниц1 InversionFija CostesProyectos 4porhojaGerson Larios GilesОценок пока нет
- Lectura 2 - Chap1 - TURTON en EspañolДокумент108 страницLectura 2 - Chap1 - TURTON en EspañolGerson Larios Giles100% (1)
- Nectar de Mngo (Mejorado)Документ15 страницNectar de Mngo (Mejorado)Gerson Larios GilesОценок пока нет
- Balance de Materia en BioprocesosДокумент39 страницBalance de Materia en Bioprocesosmilser roel campos bautistaОценок пока нет
- Diseño de Una Planta de Amoniaco A Partir Del Gas NaturalДокумент2 страницыDiseño de Una Planta de Amoniaco A Partir Del Gas NaturalGerson Larios GilesОценок пока нет
- Primeros AuxiliosДокумент12 страницPrimeros AuxiliosGerson Larios GilesОценок пока нет
- Práctica 1 - LaboratorioДокумент7 страницPráctica 1 - LaboratorioAndrea MichelleОценок пока нет
- 08 Problemas Balance de Materia-1Документ15 страниц08 Problemas Balance de Materia-1laim_nebiros100% (2)
- Recirculación y PurgaДокумент7 страницRecirculación y PurgaAnonymous rGg05qaОценок пока нет
- Destilación continua 40Документ2 страницыDestilación continua 40Valeria Malca Hernandez100% (1)
- Práctica #03 Determinación Del TVNДокумент5 страницPráctica #03 Determinación Del TVNNestor VelazcoОценок пока нет
- Aceite de SoyaДокумент41 страницаAceite de SoyaalexanderОценок пока нет
- Corrosión Por Ácido NafténicoДокумент3 страницыCorrosión Por Ácido NafténicoJulieth Andrea Ramírez Jerez100% (1)
- Alejandro Meneses, 10-3, Laboratorio Química 5Документ3 страницыAlejandro Meneses, 10-3, Laboratorio Química 5JUAN ALEJANDRO MENESESОценок пока нет
- Artículo - Construcción y Tipos de AsfaltosДокумент7 страницArtículo - Construcción y Tipos de AsfaltosMIGUEL ANGEL ARRIBASPLATA MONTESОценок пока нет
- Métodos de Obtención de Aceites 2Документ14 страницMétodos de Obtención de Aceites 2Carlos Constain AcostaОценок пока нет
- Destilación Vapor Aceite MandarinaДокумент6 страницDestilación Vapor Aceite MandarinaKevin Vallecilla GruesoОценок пока нет
- Manual de Operador de TableroДокумент14 страницManual de Operador de TableroAlvaro Bautista MirandaОценок пока нет
- Práctica de Mezclado Sólido-LíquidoДокумент6 страницPráctica de Mezclado Sólido-LíquidoEduardo VidalОценок пока нет
- Practica 11 de Masa PDFДокумент20 страницPractica 11 de Masa PDFLucy Maribel Valencia CondeОценок пока нет
- Rehervidores y evaporadores industrialesДокумент9 страницRehervidores y evaporadores industrialesSebastian Gömez100% (2)
- Determinación de tipos de sólidos en muestra de aguaДокумент15 страницDeterminación de tipos de sólidos en muestra de aguadaniel borregalesОценок пока нет
- Práctico 2 2021 AgregadoДокумент18 страницPráctico 2 2021 AgregadoDiego AlfonsoОценок пока нет
- SOXHLETДокумент2 страницыSOXHLETSadira MelaraОценок пока нет
- Procesos de separación por destilaciónДокумент1 страницаProcesos de separación por destilaciónFernando Moreno SanchezОценок пока нет
- Ebook Perfumes NaturalesДокумент34 страницыEbook Perfumes NaturalesJuan Mauro- Gnosis Difusión ZarateОценок пока нет
- Informe de LaboratorioДокумент3 страницыInforme de LaboratorioMariana GiraldoОценок пока нет
- Labo Pavimentos Ensayo de Penetracion (Ablandamiento)Документ5 страницLabo Pavimentos Ensayo de Penetracion (Ablandamiento)Roger OvandoОценок пока нет
- PiscoДокумент40 страницPiscoJaqueline Edith Panibra MontoyaОценок пока нет
- 6357 Uremia SPДокумент3 страницы6357 Uremia SPDaniela Magalí SotoОценок пока нет
- Elaboracion de CrayonesДокумент7 страницElaboracion de CrayonesKarol Lizbeth Yanarico Fernández67% (3)
- Gravedad Especifica y Absorcion Agregados GruesosДокумент12 страницGravedad Especifica y Absorcion Agregados GruesosLuís G. MorenoОценок пока нет
- Quimica AdultosДокумент76 страницQuimica AdultosVicky ChavezОценок пока нет
- Practica de Laboratorio No3Документ6 страницPractica de Laboratorio No3isabela diazОценок пока нет
- Guía Práctica 3. Destilación Fraccionada-CristalizaciónДокумент4 страницыGuía Práctica 3. Destilación Fraccionada-CristalizaciónEmanuel Alexander Peralta LereboursОценок пока нет