Вам также может понравиться
- Ch02 LocksДокумент17 страницCh02 LocksRobert RobinsonОценок пока нет
- Roller Metal Bender Version: 2019-01 Tilen ThalerДокумент26 страницRoller Metal Bender Version: 2019-01 Tilen ThalerLuis BaracchiОценок пока нет
- Manual de Usuario Bead RollerДокумент15 страницManual de Usuario Bead RollerEdSoloОценок пока нет
- MIG Welding Class NotesДокумент21 страницаMIG Welding Class NotesRaju SharmaОценок пока нет
- Sheet Metal BendingДокумент23 страницыSheet Metal BendingTuyenОценок пока нет
- Flatteners and LevelersДокумент6 страницFlatteners and LevelersMajad RazakОценок пока нет
- Asme B18.3.1MДокумент30 страницAsme B18.3.1MApurva GuptaОценок пока нет
- Intro MIG Welding PDFДокумент16 страницIntro MIG Welding PDFHtet MyatОценок пока нет
- Crown ToolsДокумент20 страницCrown ToolsLuis Alberto Rivas GarciaОценок пока нет
- Impact Socket PDFДокумент40 страницImpact Socket PDFMr. S.L. AdvaniОценок пока нет
- Mig Welding Mastery PDFДокумент31 страницаMig Welding Mastery PDFCarlos SosaОценок пока нет
- (Metalworking) Welding and MachiningДокумент1 767 страниц(Metalworking) Welding and MachiningEugeneОценок пока нет
- Debate Over Ratification: The Federalist Papers & The Anti-Federalist PapersДокумент25 страницDebate Over Ratification: The Federalist Papers & The Anti-Federalist PapersadolfoarreolaОценок пока нет
- Production ProgramДокумент48 страницProduction ProgramCarlos MarquezОценок пока нет
- MIG Welding Basics On MIG Welding Machines.20121010.095920Документ2 страницыMIG Welding Basics On MIG Welding Machines.20121010.095920anon_516042600Оценок пока нет
- Turning Tools 2015 ENGДокумент1 253 страницыTurning Tools 2015 ENGMaria MarinОценок пока нет
- Rotary BroachДокумент2 страницыRotary BroachpeterОценок пока нет
- Fox TalasДокумент18 страницFox TalasJonatan Jlp LeonОценок пока нет
- Chapter 3 - Bending Forming ShapingДокумент11 страницChapter 3 - Bending Forming ShapingFrigeri FrigeriОценок пока нет
- Mom Mantenimiento 140hДокумент65 страницMom Mantenimiento 140hVictor Raul Osnayo MamaniОценок пока нет
- Cambering BeamsДокумент7 страницCambering BeamsskidbarОценок пока нет
- 5 044 BNR Service Manual - g2Документ57 страниц5 044 BNR Service Manual - g2mona67% (3)
- RV 12 MMДокумент217 страницRV 12 MMOdilon Nascimento0% (1)
- Spot Welder MILLER ResistanceДокумент16 страницSpot Welder MILLER ResistanceEdSolo100% (1)
- Complete EDM Handbook - 6Документ8 страницComplete EDM Handbook - 6Prahlad GargОценок пока нет
- Ground Engineering Systems - 10 - Spin-Lock AnchorsДокумент10 страницGround Engineering Systems - 10 - Spin-Lock AnchorsTimothy McmillanОценок пока нет
- Himalayan Vehicle Service Manual - BS IV SpecДокумент280 страницHimalayan Vehicle Service Manual - BS IV SpecMateo Correa RuizОценок пока нет
- Blanking and Piercing FundamentalsДокумент8 страницBlanking and Piercing FundamentalsK C Vara PrasadОценок пока нет
- AT520JK Users ManualДокумент15 страницAT520JK Users ManualgerezairОценок пока нет
- EX380 Operator Maint Manual PDFДокумент35 страницEX380 Operator Maint Manual PDFsimonОценок пока нет
- Ad-S 30175 PDFДокумент33 страницыAd-S 30175 PDFJulian AlvarezОценок пока нет
- 9800 OsnДокумент118 страниц9800 OsnEliaquin Miranda0% (1)
- B HidraulicaДокумент28 страницB HidraulicaTin100% (1)
- Tools and Tackles: Spareparts of 074086 LR 1350 Crawler CraneДокумент4 страницыTools and Tackles: Spareparts of 074086 LR 1350 Crawler CranenithinОценок пока нет
- Craftsmen Artillery and War Production I PDFДокумент26 страницCraftsmen Artillery and War Production I PDFsemih_koyuncuОценок пока нет
- Compact Bender Floor: Assembly Instructions & Project IdeasДокумент27 страницCompact Bender Floor: Assembly Instructions & Project Ideascrd12Оценок пока нет
- Preparation Before Machine Setup: (Sample)Документ2 страницыPreparation Before Machine Setup: (Sample)sciucОценок пока нет
- Wilson Tool Wheel Tool WebinarДокумент51 страницаWilson Tool Wheel Tool WebinarAndres Byke SepulvedaОценок пока нет
- MTS APL Source Code ListingДокумент90 страницMTS APL Source Code ListingWilliam Francis GallantОценок пока нет
- Freud Test Table PDFДокумент3 страницыFreud Test Table PDFalinupОценок пока нет
- B 180S EnglischДокумент25 страницB 180S EnglischNguyen Quyet ThangОценок пока нет
- Elumatec 2014 Tooling CatalogДокумент38 страницElumatec 2014 Tooling CatalogJayОценок пока нет
- Scroll BenderДокумент23 страницыScroll Benderkevineli80% (5)
- Cutmaster 81Документ4 страницыCutmaster 81Silverio JaimeОценок пока нет
- Cambering Steel BeamsДокумент2 страницыCambering Steel BeamsFernando PizarroОценок пока нет
- Delta Model 31-080 1" Belt Sander ManualДокумент12 страницDelta Model 31-080 1" Belt Sander ManualRobert Steven Ciaccio0% (1)
- SheetCam TNG Manual - LetterДокумент160 страницSheetCam TNG Manual - LetterSergio BricellaОценок пока нет
- Lincoln Electric MIG WelderДокумент36 страницLincoln Electric MIG WelderLiz CОценок пока нет
- AS ING Rev0 PDFДокумент38 страницAS ING Rev0 PDFNguyen Quyet ThangОценок пока нет
- Classic 300d LincolnДокумент32 страницыClassic 300d LincolnOswaldo Enrique SandreaОценок пока нет
- Metal FormingДокумент7 страницMetal FormingAl Fredo100% (3)
- Standard PLC Programming ManualДокумент34 страницыStandard PLC Programming ManualsuperalitosОценок пока нет
- Sears Router Table 925479Документ16 страницSears Router Table 925479Vermontique0% (1)
- Drilling Speeds and FeedsДокумент1 страницаDrilling Speeds and FeedsLe Hoang HiepОценок пока нет
- American Welding Society (AWS)Документ26 страницAmerican Welding Society (AWS)ramprakash202Оценок пока нет
- 2010 PBT e InternetДокумент20 страниц2010 PBT e InternetMohammed RiyazОценок пока нет
- Bending ShapesДокумент4 страницыBending ShapesramjoceОценок пока нет
- L02024 Rev G Tapered Family Catalog & ManualДокумент32 страницыL02024 Rev G Tapered Family Catalog & ManualDani NarváezОценок пока нет
- Hand Tools: An Educational Guide ForДокумент20 страницHand Tools: An Educational Guide Forsaeedbhatti100% (2)
- Big Tex Utility Trailer 2006 35SV-10Документ1 страницаBig Tex Utility Trailer 2006 35SV-10FastSaleОценок пока нет
- TMC 4214 Metal JoiningДокумент28 страницTMC 4214 Metal JoiningLinda FondoОценок пока нет
- Tap Drill Reference For MechanicsДокумент7 страницTap Drill Reference For Mechanicsgorlan100% (2)
- Fastening &joiningДокумент45 страницFastening &joiningboschir100% (1)
- Complete EDM Handbook - 5Документ13 страницComplete EDM Handbook - 5Prahlad GargОценок пока нет
- Homemade CNCДокумент1 страницаHomemade CNCfrankieb99Оценок пока нет
- 1120-Quick Ref PDFДокумент2 страницы1120-Quick Ref PDFRoman JambrekОценок пока нет
- Cold Setting The Valves On A 1953 Dodge M37 Power WagonДокумент2 страницыCold Setting The Valves On A 1953 Dodge M37 Power Wagoncriag100% (1)
- The Ultimate Sharpening SystemДокумент5 страницThe Ultimate Sharpening SystemPierre799es100% (2)
- Tension Watch Tw200 Instruction Manual: Position Gauge RingДокумент1 страницаTension Watch Tw200 Instruction Manual: Position Gauge RingCARLOS JAVIER PANTOJA MEDINAОценок пока нет
- IM Sliding GrillesДокумент8 страницIM Sliding GrillesHong WangОценок пока нет
- Bond Installation GuideДокумент13 страницBond Installation Guidehje421Оценок пока нет
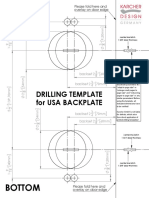
- Chapa de Bola Drilling - Template - UEL LA60Документ1 страницаChapa de Bola Drilling - Template - UEL LA60EdSoloОценок пока нет
- Chapa Key in Knob Installation InstructionsДокумент2 страницыChapa Key in Knob Installation InstructionsEdSoloОценок пока нет
- Cabina Ducha AngularДокумент17 страницCabina Ducha AngularEdSoloОценок пока нет
- Cabina Ducha CorredizaДокумент14 страницCabina Ducha CorredizaEdSoloОценок пока нет
- Cabina Ducha CuadradaДокумент58 страницCabina Ducha CuadradaEdSoloОценок пока нет
- Manual Rele Relevador v2 Act01Документ10 страницManual Rele Relevador v2 Act01EdSoloОценок пока нет
- Cabina Ducha CorredizaДокумент14 страницCabina Ducha CorredizaEdSoloОценок пока нет
- Calculo de Diseno de Zapata Aislada Rectangular 1 DownloableДокумент6 страницCalculo de Diseno de Zapata Aislada Rectangular 1 DownloableEdSoloОценок пока нет
- Autobody Reducing Air Pollution PDFДокумент2 страницыAutobody Reducing Air Pollution PDFEdSoloОценок пока нет
- Air Hydraulic Pump OTC EnglishДокумент8 страницAir Hydraulic Pump OTC EnglishEdSoloОценок пока нет
- Cabina de Ducha CurvaДокумент52 страницыCabina de Ducha CurvaEdSoloОценок пока нет
- 10 Inspiring Restaurant and Food Service Business Model Pivots To Survive and Thrive Since CovidДокумент16 страниц10 Inspiring Restaurant and Food Service Business Model Pivots To Survive and Thrive Since CovidEdSoloОценок пока нет
- Bender Pipe Manual 950-MBДокумент7 страницBender Pipe Manual 950-MBEdSoloОценок пока нет
- Business Model CANVASДокумент6 страницBusiness Model CANVASEdSoloОценок пока нет
- Catalogo Auto-Downdraft - Paint BoothДокумент4 страницыCatalogo Auto-Downdraft - Paint BoothEdSolo100% (1)
- Air Hydraulic Foot Pump 5611SalesSheetДокумент1 страницаAir Hydraulic Foot Pump 5611SalesSheetEdSoloОценок пока нет
- EMeals Terms of ServiceДокумент15 страницEMeals Terms of ServiceEdSoloОценок пока нет
- Workbench Assembly InstructionsДокумент2 страницыWorkbench Assembly InstructionsEdSoloОценок пока нет
- Mastercraft Master Twister 01 13Документ2 страницыMastercraft Master Twister 01 13EdSoloОценок пока нет
- Bender Diseño ModelosДокумент23 страницыBender Diseño ModelosEdSoloОценок пока нет
- Bender Tube Pipe Benders RDB SeriesДокумент8 страницBender Tube Pipe Benders RDB SeriesEdSoloОценок пока нет
- MCJ ManualДокумент29 страницMCJ ManualSebastien BelangerОценок пока нет
- CPR1917 30Документ16 страницCPR1917 30Jamie MiddletonОценок пока нет
- Hytorc Stealth Manual EnglishДокумент18 страницHytorc Stealth Manual EnglishMiguel HuamanОценок пока нет
- Flange ChecklistДокумент9 страницFlange ChecklistxaviОценок пока нет
- 2500 Automatic Tank Gauge: Gaugehead (Types A, B, & C) Spare Parts ListДокумент6 страниц2500 Automatic Tank Gauge: Gaugehead (Types A, B, & C) Spare Parts ListYogurtu NngeОценок пока нет
- Bahco Ratchets EnglishДокумент6 страницBahco Ratchets Englishsmk729Оценок пока нет
- ATEX Du 496-185888Документ14 страницATEX Du 496-185888Bright OkunkpolorОценок пока нет
- AOK 2019 CatalogueДокумент181 страницаAOK 2019 CatalogueChoi HeyОценок пока нет
- M86 XL Pipe Shaver: For Taper/Taper and Quick-Lock Adhesive-Bonded Pipe Joints in Sizes 2 To 10 Inch (50 - 250 MM)Документ8 страницM86 XL Pipe Shaver: For Taper/Taper and Quick-Lock Adhesive-Bonded Pipe Joints in Sizes 2 To 10 Inch (50 - 250 MM)Nagarajakumar DОценок пока нет
- Tohnichi - Katalog 2016 ENДокумент72 страницыTohnichi - Katalog 2016 END.T.Оценок пока нет
- Cummins Onan EGMBD P5350 60 HZ Portable Generator Set Service Repair Manual PDFДокумент15 страницCummins Onan EGMBD P5350 60 HZ Portable Generator Set Service Repair Manual PDFfujsjjfskkeemОценок пока нет
- Hand Tools and Power Tools: Lesson OutcomesДокумент17 страницHand Tools and Power Tools: Lesson OutcomesAlfan FuadiОценок пока нет
- CLASS 3000 Steel Pipe Unions Socket-Welding and Threaded: EditionДокумент12 страницCLASS 3000 Steel Pipe Unions Socket-Welding and Threaded: EditionVICENTEОценок пока нет
- IR PulseToolsДокумент7 страницIR PulseToolsShanmugam BalasubramaniamОценок пока нет
- S40 Instruction and MaintenanceДокумент33 страницыS40 Instruction and Maintenancelavankumar_nuthalapatiОценок пока нет
- Shaw G 03-08Документ64 страницыShaw G 03-08LeonardОценок пока нет
- PH50 Series XL50, XL21 Series: Set-Up and Installation ManualДокумент122 страницыPH50 Series XL50, XL21 Series: Set-Up and Installation ManualFlorian_AngererОценок пока нет
- High Density Polyethylene - HDPE - Pipe and FittingsДокумент8 страницHigh Density Polyethylene - HDPE - Pipe and Fittingsnilesh_erusОценок пока нет
- Parts Catalog: 0CF50-M00110ENДокумент17 страницParts Catalog: 0CF50-M00110ENCarlos PariОценок пока нет