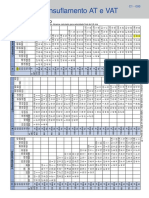
Вам также может понравиться
- Alvenaria em blocos de concreto: Projeto estrutural de acordo com a NBR 16868 - 1, 2 ABNT, 2020От EverandAlvenaria em blocos de concreto: Projeto estrutural de acordo com a NBR 16868 - 1, 2 ABNT, 2020Оценок пока нет
- Processos de soldagem históricoДокумент41 страницаProcessos de soldagem históricoThayse Eduarda DrunОценок пока нет
- Tabelas de seleção de ventiladores industriaisДокумент2 страницыTabelas de seleção de ventiladores industriaisMikhail SanthyagoОценок пока нет
- Hitachi Cat Package Baixa1Документ16 страницHitachi Cat Package Baixa1Rodrigo S QuirinoОценок пока нет
- RefrigeraçãoДокумент12 страницRefrigeraçãolucas_pczОценок пока нет
- Umidificação e DesumidificaçãoДокумент309 страницUmidificação e DesumidificaçãoR4phassОценок пока нет
- Psicrometria e propriedades termodinâmicas do ar úmidoДокумент45 страницPsicrometria e propriedades termodinâmicas do ar úmidoAdonis BasilioОценок пока нет
- Uta Tks c6002 TKZДокумент6 страницUta Tks c6002 TKZPepe PintoОценок пока нет
- Configuração da Válvula de Expansão em Unidades 30GX/HX fase IIIДокумент5 страницConfiguração da Válvula de Expansão em Unidades 30GX/HX fase IIImquaiottiОценок пока нет
- Exercicio Aula Remota 37 e 38Документ3 страницыExercicio Aula Remota 37 e 38Tauã PaternostroОценок пока нет
- Planta Baixa-Model PDFДокумент1 страницаPlanta Baixa-Model PDFFely PinhoОценок пока нет
- Projecto de RefrigeracaoДокумент65 страницProjecto de RefrigeracaoIldo Alberto PunguaneОценок пока нет
- Catalogo - Produto CXPA (SS PRC018E PT1212) PDFДокумент59 страницCatalogo - Produto CXPA (SS PRC018E PT1212) PDFthiagocamposm7117Оценок пока нет
- Unidades de tratamento de ar hospitalaresДокумент80 страницUnidades de tratamento de ar hospitalaresFernando RamosОценок пока нет
- Psicrometria2 PDFДокумент45 страницPsicrometria2 PDFMarcos Roberto CardosoОценок пока нет
- VLE: Estudo dos componentes e dimensionamentoДокумент11 страницVLE: Estudo dos componentes e dimensionamentoDiogo Barradas Braz100% (1)
- Apresentacao MultiSplit-InverterДокумент62 страницыApresentacao MultiSplit-InverterAlmir Bitencourt de FreitasОценок пока нет
- Avaliação Refrigeração ComercialДокумент3 страницыAvaliação Refrigeração ComercialLeonardo SouzaОценок пока нет
- TDX Svn001b PBДокумент52 страницыTDX Svn001b PBRicardo PereiraОценок пока нет
- Princípios de Sistemas FluidomecânicosДокумент15 страницPrincípios de Sistemas FluidomecânicosMarcelo Partes de OliveiraОценок пока нет
- Apc Yh GeminiДокумент71 страницаApc Yh GeminiJUJU_PAZОценок пока нет
- Ciclo de Refrigeração por Compressão de VaporДокумент39 страницCiclo de Refrigeração por Compressão de VaporTiago oliveira100% (1)
- Carga térmica refrigeração conceitoДокумент35 страницCarga térmica refrigeração conceitoOtavio Lacerda100% (1)
- Manual Ar CondicionadoДокумент24 страницыManual Ar CondicionadoAlexandra MaraОценок пока нет
- Curso Sistemas Frio CompressoresДокумент45 страницCurso Sistemas Frio CompressoresSuana AndradeОценок пока нет
- Sistemas Refrigeração InovadoresДокумент5 страницSistemas Refrigeração InovadoresGilmar NevesОценок пока нет
- Ar Condicionado - AvançadoДокумент208 страницAr Condicionado - AvançadoCleberson PereiraОценок пока нет
- Diagrama PH e Ciclo FrigoríficoДокумент10 страницDiagrama PH e Ciclo Frigoríficoricardo100% (1)
- Manual de Bancada de Mecânica Dos FluidosДокумент33 страницыManual de Bancada de Mecânica Dos FluidosAndré BranchesОценок пока нет
- CT Self Contained E 04 15 View PDFДокумент80 страницCT Self Contained E 04 15 View PDFcleibercorreiaОценок пока нет
- Filtros secadores DML para sistemas de refrigeraçãoДокумент11 страницFiltros secadores DML para sistemas de refrigeraçãopaulo pereiraОценок пока нет
- Câmara Frigorífica - Carne BovinaДокумент33 страницыCâmara Frigorífica - Carne BovinaLucas Eiji SaikiОценок пока нет
- Apostila - Energia Solar Fotovoltaica PDFДокумент236 страницApostila - Energia Solar Fotovoltaica PDFJunior GuerreiroОценок пока нет
- Manual Do Simulador de Refrigeracao - Versao 2Документ30 страницManual Do Simulador de Refrigeracao - Versao 2engfabianof100% (1)
- Carga Térmica de Climatização - Refrigeração e Ar CondicionadoДокумент25 страницCarga Térmica de Climatização - Refrigeração e Ar CondicionadoPaulo DanielОценок пока нет
- Introdução à Refrigeração Industrial em Aula da UTFPRДокумент76 страницIntrodução à Refrigeração Industrial em Aula da UTFPRpissiniОценок пока нет
- Update N 03 - Vazao Variavel No Primario e Economia de Energia YorkДокумент4 страницыUpdate N 03 - Vazao Variavel No Primario e Economia de Energia YorkMauro S Cabral100% (1)
- 1 - Ciclos de Refrigeração Por Compressão de Vapor - A 5Документ27 страниц1 - Ciclos de Refrigeração Por Compressão de Vapor - A 5JCavalcanti de OliveiraОценок пока нет
- Quadro de ValvulasДокумент12 страницQuadro de ValvulasHallan KayoОценок пока нет
- AbsorçãoДокумент44 страницыAbsorçãoWesley ThyagoОценок пока нет
- Be1 - Características Sobre Compressores ParafusoДокумент3 страницыBe1 - Características Sobre Compressores ParafusoricardoОценок пока нет
- Apostila Refrigeração e Ar CondДокумент62 страницыApostila Refrigeração e Ar CondAroldo VancleiОценок пока нет
- Catálogo de Unidades CondensadorasДокумент12 страницCatálogo de Unidades CondensadorasJorge OliveiraОценок пока нет
- Trocador de Calor RegenerativoДокумент49 страницTrocador de Calor RegenerativoMeuri Hesper100% (1)
- Condensador EvaporativoДокумент8 страницCondensador EvaporativoGabriela CostaОценок пока нет
- Corrosão em Sistemas de Ar CondicionadoДокумент36 страницCorrosão em Sistemas de Ar CondicionadoJackson GonzagaОценок пока нет
- Sistemas VAV: Aplicação e DimensionamentoДокумент23 страницыSistemas VAV: Aplicação e DimensionamentoRogeriowgsilvaОценок пока нет
- UFPR RefrigeraçãoДокумент24 страницыUFPR Refrigeraçãocarzevedo_nfs4416Оценок пока нет
- Processo de Solda Por Brasagem1Документ102 страницыProcesso de Solda Por Brasagem1jeffersonОценок пока нет
- Termodinâmica AT 10 PDFДокумент106 страницTermodinâmica AT 10 PDFGabriel CorreiaОценок пока нет
- Dispositivos de ExpansãoДокумент28 страницDispositivos de ExpansãoTassio Domingues Lima100% (1)
- Transporte de SólidosДокумент28 страницTransporte de SólidosGecie Anette Zimmer MitosoОценок пока нет
- Aula03a - Carga TermicaДокумент51 страницаAula03a - Carga TermicaMarcos Alves Dos SantosJunior100% (1)
- Manual Split York High Wall Alps PDFДокумент20 страницManual Split York High Wall Alps PDFKaroll NevesОценок пока нет
- Erros e causas em sistemas de ar condicionadoДокумент1 страницаErros e causas em sistemas de ar condicionadoAlchemist7Оценок пока нет
- Apostila - Aula 1 - Bases Da RefrigeraçãoДокумент21 страницаApostila - Aula 1 - Bases Da RefrigeraçãoCristiano MoreiraОценок пока нет
- Equipamentos Refrimate atendem normas de segurançaДокумент162 страницыEquipamentos Refrimate atendem normas de segurançaElias CorreaОценок пока нет
- Exercícios Tratamento Do Ar e SimbologiaДокумент2 страницыExercícios Tratamento Do Ar e SimbologiaTecmecânicoОценок пока нет
- Extrusão a frio: técnicas e aplicaçõesДокумент30 страницExtrusão a frio: técnicas e aplicaçõesjesusedsonОценок пока нет
- Conformacao 1Документ35 страницConformacao 1Luis TertulianoОценок пока нет
- Soluções Fixação AramesДокумент6 страницSoluções Fixação AramesvandrorobertoОценок пока нет
- Solicitação de Desenvolvimento - 93895A6 (LP)Документ2 страницыSolicitação de Desenvolvimento - 93895A6 (LP)vandrorobertoОценок пока нет
- 08 - Luis - Montagem Com Interferência A QuenteДокумент14 страниц08 - Luis - Montagem Com Interferência A QuentevandrorobertoОценок пока нет
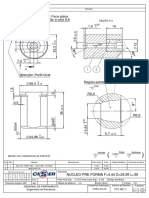
- Importante: Face Plana Perpendicular A Cota 6,8 15 1,5: Seção A-AДокумент1 страницаImportante: Face Plana Perpendicular A Cota 6,8 15 1,5: Seção A-AvandrorobertoОценок пока нет
- Solicitação de Desenvolvimento - 93895A6 (LP)Документ2 страницыSolicitação de Desenvolvimento - 93895A6 (LP)vandrorobertoОценок пока нет
- Solicitação de Desenvolvimento - 97912A2 (AM)Документ2 страницыSolicitação de Desenvolvimento - 97912A2 (AM)vandrorobertoОценок пока нет
- 463 TCДокумент1 страница463 TCvandrorobertoОценок пока нет
- 462 TCДокумент1 страница462 TCvandrorobertoОценок пока нет
- 464 TCДокумент1 страница464 TCvandrorobertoОценок пока нет
- Solicitação de Desenvolvimento - 97912A2 (AM)Документ2 страницыSolicitação de Desenvolvimento - 97912A2 (AM)vandrorobertoОценок пока нет
- 460 TCДокумент1 страница460 TCvandrorobertoОценок пока нет
- Solicitação de Desenvolvimento - 97912A2 (AM)Документ2 страницыSolicitação de Desenvolvimento - 97912A2 (AM)vandrorobertoОценок пока нет
- 461 TCДокумент1 страница461 TCvandrorobertoОценок пока нет
- Solicitação de Desenvolvimento - 97912A2 (AM)Документ2 страницыSolicitação de Desenvolvimento - 97912A2 (AM)vandrorobertoОценок пока нет
- Solicitação de Desenvolvimento - 97912A2 (AM)Документ2 страницыSolicitação de Desenvolvimento - 97912A2 (AM)vandrorobertoОценок пока нет
- Solicitação de Desenvolvimento - 97912A2 (AM)Документ2 страницыSolicitação de Desenvolvimento - 97912A2 (AM)vandrorobertoОценок пока нет
- CR 2575Документ1 страницаCR 2575vandrorobertoОценок пока нет
- Solicitação de Desenvolvimento - 97912A2 (AM)Документ2 страницыSolicitação de Desenvolvimento - 97912A2 (AM)vandrorobertoОценок пока нет
- Exemplo A3Документ1 страницаExemplo A3vandrorobertoОценок пока нет
- Nº 3 Nº 5 ØA Nº 2 Nº 4 Nº 3 Nº 5 Nº 2 Nº 4 N°12 (5,5) N°14 (6,3)Документ1 страницаNº 3 Nº 5 ØA Nº 2 Nº 4 Nº 3 Nº 5 Nº 2 Nº 4 N°12 (5,5) N°14 (6,3)vandrorobertoОценок пока нет
- Cálculo de RoscasДокумент21 страницаCálculo de RoscasvandrorobertoОценок пока нет
- Solicitação de Desenvolvimento - 93895A6 (LP)Документ2 страницыSolicitação de Desenvolvimento - 93895A6 (LP)vandrorobertoОценок пока нет
- Classes de tolerância de roscasДокумент7 страницClasses de tolerância de roscasvandroroberto100% (1)
- Aula IntrodutoriaДокумент17 страницAula IntrodutoriavandrorobertoОценок пока нет
- Fmea ApostilaДокумент12 страницFmea Apostilamarcelocaiooliveira100% (1)
- Joseschimitt PDFДокумент110 страницJoseschimitt PDFNadir PradoОценок пока нет
- Fosfatização de Metais para Evitar CorrosãoДокумент10 страницFosfatização de Metais para Evitar Corrosãojeferson007Оценок пока нет
- Ribeiro Pedro FigueiredoДокумент86 страницRibeiro Pedro FigueiredoAlan Sousa FariaОценок пока нет
- Um Estudo de Caso de Aumento de Produtividade Utilizando O Índice Oee Nas Indústrias Micheletto S.AДокумент112 страницUm Estudo de Caso de Aumento de Produtividade Utilizando O Índice Oee Nas Indústrias Micheletto S.AvandrorobertoОценок пока нет
- Aula Tensao e DeformacaoДокумент10 страницAula Tensao e DeformacaoFábio HoffmannОценок пока нет
- 1994 Matematica AFAДокумент2 страницы1994 Matematica AFAReforço Multidisciplinar Aulas ParticularesОценок пока нет
- Mistérios Desvelados - Ensinamentos Do Mestre Saint Germain (Processo Criativo)Документ5 страницMistérios Desvelados - Ensinamentos Do Mestre Saint Germain (Processo Criativo)Jônatas Duarte de CamposОценок пока нет
- Matemática Financeira - Lista Exercícios Sistemas AmortizaçãoДокумент2 страницыMatemática Financeira - Lista Exercícios Sistemas AmortizaçãoJoana De Farias SouzaОценок пока нет
- Gabarito Lista 1 - Restrição OrçamentáriaДокумент4 страницыGabarito Lista 1 - Restrição OrçamentáriaMiguel ArcanjoОценок пока нет
- República de AngolaДокумент2 страницыRepública de AngolaJorge Pilartes AgostinhoОценок пока нет
- Banco de dados questões consulta SQL seleçãoДокумент4 страницыBanco de dados questões consulta SQL seleçãoGuilherme SchuindtОценок пока нет
- Introd A Programação Exerc ResolvidosДокумент227 страницIntrod A Programação Exerc ResolvidosErivaldo Filho Pereira Do NascimentoОценок пока нет
- FT 11 Sinter30Документ2 страницыFT 11 Sinter30metalografiaОценок пока нет
- Despertar ExcertoДокумент11 страницDespertar ExcertobpuppinОценок пока нет
- RESUMO RADIO1 - Técnicas Radiográficas Intrabucais - Interproximal e OclusalДокумент3 страницыRESUMO RADIO1 - Técnicas Radiográficas Intrabucais - Interproximal e OclusalSamara Santos100% (1)
- Manual Da Bimby T31Документ52 страницыManual Da Bimby T31batchcomОценок пока нет
- Guia completo para instalação e operação de condicionador de ar GreeДокумент54 страницыGuia completo para instalação e operação de condicionador de ar GreeMárcio Henrique Tenório MartinsОценок пока нет
- Analise Do Vento CFDДокумент13 страницAnalise Do Vento CFDJovair Avilla JuniorОценок пока нет
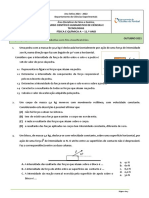
- Física e Química A - Força e MovimentoДокумент4 страницыFísica e Química A - Força e MovimentoMaria SilvaОценок пока нет
- Análise de atividade de ensino a distância sobre Engenharia de SoftwareДокумент7 страницAnálise de atividade de ensino a distância sobre Engenharia de SoftwareTiago FernandoОценок пока нет
- Livro de Raciocínio LógicoДокумент340 страницLivro de Raciocínio LógicoRafaela Freitas100% (1)
- Planejamento Anual - Matemática - 1 Série EMДокумент6 страницPlanejamento Anual - Matemática - 1 Série EMGabriel GuerraОценок пока нет
- Cálculo da área de uma superfície limitada por semicírculosДокумент2 страницыCálculo da área de uma superfície limitada por semicírculosLuiz Antonio Ponce AlonsoОценок пока нет
- Mdulo f4 CircuitoselectricoДокумент11 страницMdulo f4 CircuitoselectricoMaria Papoila CrisОценок пока нет
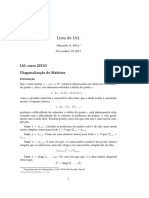
- ListaIAL 1Документ15 страницListaIAL 1CaioCoelhoОценок пока нет
- 6º MAT 1 SemanaДокумент2 страницы6º MAT 1 SemanaDiulyano L. FeitosaОценок пока нет
- Exercícios de Física sobre Ondas e VibraçõesДокумент6 страницExercícios de Física sobre Ondas e VibraçõesJhefin Jhef100% (1)
- Resolução de problema de calor e 1a lei da termodinâmicaДокумент2 страницыResolução de problema de calor e 1a lei da termodinâmicaSaturno FilhoОценок пока нет
- Dimensionamento de Vigas para FlexãoДокумент9 страницDimensionamento de Vigas para Flexãorenatos79100% (1)
- Escavadeira Hidráulica Com Certificação Tier Iii: Cilindros Hidráulicos Motor Parte RodanteДокумент6 страницEscavadeira Hidráulica Com Certificação Tier Iii: Cilindros Hidráulicos Motor Parte RodantetfkrochaОценок пока нет
- Aula 6 - 2022 Fundamentos Das GinásticasДокумент51 страницаAula 6 - 2022 Fundamentos Das GinásticasNoelle Faria DantasОценок пока нет
- Circuitos CA e Fasores: conceitos básicosДокумент30 страницCircuitos CA e Fasores: conceitos básicosWilsonSimonalОценок пока нет
- ARA 0018 Apresenta o SextaДокумент16 страницARA 0018 Apresenta o SextaPedro RodenbuschОценок пока нет
- Ficha de Trabalho Nº22Документ3 страницыFicha de Trabalho Nº22diogopintobritoОценок пока нет
- Estudo dos gases: leis de Boyle, Charles e transformações isotérmica, isobárica e isovolumétricaДокумент10 страницEstudo dos gases: leis de Boyle, Charles e transformações isotérmica, isobárica e isovolumétricafranquimicoОценок пока нет