Вам также может понравиться
- Battery Management Systems For Electric Vehicles: Bachelor of TechnologyДокумент25 страницBattery Management Systems For Electric Vehicles: Bachelor of TechnologyJatin YadavОценок пока нет
- Simufact. Forming 2018Документ8 страницSimufact. Forming 2018adleronurОценок пока нет
- TensionersДокумент17 страницTensionersValentin LupascuОценок пока нет
- Fabricator201911 DL PDFДокумент144 страницыFabricator201911 DL PDFluis bolmoОценок пока нет
- Surface RoughnessДокумент1 страницаSurface Roughnessapi-3848892100% (2)
- Heat Treatment Defects TSДокумент2 страницыHeat Treatment Defects TSKhin Aung Shwe100% (1)
- Gear Box Productivity 30 To 33 Nos Per Hour PDFДокумент2 страницыGear Box Productivity 30 To 33 Nos Per Hour PDFAravindОценок пока нет
- Cutting FluidsДокумент28 страницCutting FluidsVivek DesaleОценок пока нет
- Caparo Maruti LTD.: Project Report ON Pressing & Welding TechnologyДокумент44 страницыCaparo Maruti LTD.: Project Report ON Pressing & Welding TechnologyNitesh YadavОценок пока нет
- Gear and Spline InspectionДокумент12 страницGear and Spline InspectionAtulОценок пока нет
- Cost Reduction in Hot Forging by The Use of Environment Friendly, Graphite-Free Water Soluble Die Lubricants.Документ19 страницCost Reduction in Hot Forging by The Use of Environment Friendly, Graphite-Free Water Soluble Die Lubricants.Srikar ShenoyОценок пока нет
- Defects in Injection MoldingДокумент14 страницDefects in Injection MoldingTejas MahadikОценок пока нет
- Permaglide Glijlagers LRДокумент76 страницPermaglide Glijlagers LRVitor GodoyОценок пока нет
- Foundry 6Документ40 страницFoundry 6Adarsh R KumarОценок пока нет
- Basic Operator TranningДокумент319 страницBasic Operator TranningluisA1923Оценок пока нет
- Forging PDF NotesДокумент51 страницаForging PDF Notesaman prasadОценок пока нет
- TPM An OverviewДокумент45 страницTPM An OverviewkazishahОценок пока нет
- JIT and Lean OperationsДокумент30 страницJIT and Lean Operations1993richardkОценок пока нет
- CH-1 MachiningДокумент29 страницCH-1 MachiningAbreham DerejeОценок пока нет
- TensionersДокумент20 страницTensionersSuresh KumarОценок пока нет
- Surface HardeningДокумент17 страницSurface HardeningMahesh MakwanaОценок пока нет
- Mouliding Defects and RemediesДокумент8 страницMouliding Defects and RemediesMatta SatishОценок пока нет
- Application of Integrated Taguchi and TOPSIS Method For Optimization of Process Parameters For Dimensional Accuracy in Turning of EN25 SteelДокумент9 страницApplication of Integrated Taguchi and TOPSIS Method For Optimization of Process Parameters For Dimensional Accuracy in Turning of EN25 SteelKenan MuhamedagicОценок пока нет
- Rheinfelden Silafont®, Magsimal® Und Castasil® 2012Документ18 страницRheinfelden Silafont®, Magsimal® Und Castasil® 2012Giacomo ZammattioОценок пока нет
- Manufacturing WorksДокумент314 страницManufacturing WorksarzuОценок пока нет
- NC CNC Machine ToolДокумент50 страницNC CNC Machine ToolShoaib MultaniОценок пока нет
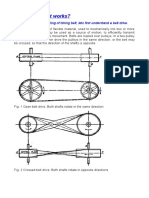
- How Timing Belt WorksДокумент7 страницHow Timing Belt WorksParas ThakurОценок пока нет
- Die Casting Prod Design NADCA MinДокумент163 страницыDie Casting Prod Design NADCA MinatahanОценок пока нет
- MES Die Castings Design and Specification Guide: Delivery Engineered SolutionsДокумент12 страницMES Die Castings Design and Specification Guide: Delivery Engineered SolutionsRafał Lesiczka100% (1)
- Industrial Fasteners, Nuts & BoltsДокумент79 страницIndustrial Fasteners, Nuts & BoltsMudduKrishna shettyОценок пока нет
- Basic Knowledge of Forging-1Документ94 страницыBasic Knowledge of Forging-1UzorОценок пока нет
- Design ParametersДокумент25 страницDesign ParametersNagaraj RaviОценок пока нет
- Gravity and Low Pressure Die Casting of AluminiumДокумент11 страницGravity and Low Pressure Die Casting of AluminiumKrishna Mohan T.RОценок пока нет
- Web043 Safe Reliable Die ClampingДокумент40 страницWeb043 Safe Reliable Die Clampingsinr100% (1)
- JIS Standard For Casting MaterialДокумент4 страницыJIS Standard For Casting MaterialalliceyewОценок пока нет
- Design Guidelines For SnapfitДокумент6 страницDesign Guidelines For SnapfitTiago Camargo AlvesОценок пока нет
- DIN - 17022-5-2000 Heat Treatment of Ferrous MaterialДокумент13 страницDIN - 17022-5-2000 Heat Treatment of Ferrous MaterialHitesh SuvarnaОценок пока нет
- Optimization of Cutting Fluids and Cutting Parameters During End Milling by UsingДокумент8 страницOptimization of Cutting Fluids and Cutting Parameters During End Milling by Usingiskricaman7Оценок пока нет
- How To Compute Tonnage RequirementsДокумент5 страницHow To Compute Tonnage RequirementsPrabhat SharmaОценок пока нет
- Surface Hardening Methods PDFДокумент3 страницыSurface Hardening Methods PDFbkforuОценок пока нет
- MAG Design GuideДокумент32 страницыMAG Design Guidekarthik_thanguduОценок пока нет
- Casting Design: Cost Factors & ReductionДокумент7 страницCasting Design: Cost Factors & ReductionSantosh DabholeОценок пока нет
- Grinding Process BoreДокумент22 страницыGrinding Process Boremaulikgadara50% (2)
- Robitic WeldingДокумент23 страницыRobitic Weldingkhaled osmanОценок пока нет
- Thread Cutting, Tapping and Broaching: Nainik Shah - 171040075 Ajinkya Shah - 171040076 Ameya Iyer - 171040089Документ87 страницThread Cutting, Tapping and Broaching: Nainik Shah - 171040075 Ajinkya Shah - 171040076 Ameya Iyer - 171040089Kundan PatilОценок пока нет
- Casting ChecklistДокумент4 страницыCasting Checklistmihai90Оценок пока нет
- Bearing MaterialsДокумент10 страницBearing MaterialsSarath Chandra100% (1)
- VDI 3400 Surface Finishes Definition & Technology Info: Grade Definition of RoughnessДокумент1 страницаVDI 3400 Surface Finishes Definition & Technology Info: Grade Definition of RoughnessvenkateswaranОценок пока нет
- Grinding WheelsДокумент36 страницGrinding WheelsRaja SekarОценок пока нет
- V3I2IJERTV3IS21239Документ5 страницV3I2IJERTV3IS21239erwindОценок пока нет
- Carbide ToolingДокумент90 страницCarbide ToolingHuron Industrial SupplyОценок пока нет
- The Basics of Thread Rolling: Tools, Tips & Design ConsiderationsДокумент108 страницThe Basics of Thread Rolling: Tools, Tips & Design ConsiderationsVictor ParvanОценок пока нет
- Turning and Drilling PPT MFG Chapter23 FinalДокумент78 страницTurning and Drilling PPT MFG Chapter23 FinalRavichandran GОценок пока нет
- Defects PDFДокумент78 страницDefects PDFAhmed MoustafaОценок пока нет
- Weld DefectДокумент78 страницWeld DefectjswldeepОценок пока нет
- Weld DefectsДокумент78 страницWeld DefectsKevin CheungОценок пока нет
- Weld DefectsДокумент61 страницаWeld DefectsLokesh Kumar GuptaОценок пока нет
- Welding DefectsДокумент77 страницWelding DefectsBalakumar100% (1)
- Defects and Discontinuities: Raymund Talisic QC ManagerДокумент78 страницDefects and Discontinuities: Raymund Talisic QC Managershaako5256Оценок пока нет
- RT Defect DetailsДокумент77 страницRT Defect DetailsAnonymous 7ibtVlОценок пока нет
- Modern CPP Tutorial en UsДокумент88 страницModern CPP Tutorial en UschiquicikОценок пока нет
- 2N1595 SolidStateДокумент4 страницы2N1595 SolidStatechiquicikОценок пока нет
- Power Factor CorrectionДокумент26 страницPower Factor CorrectionOctavian BărbânţăОценок пока нет
- CC-E Series: Feature BenefitДокумент2 страницыCC-E Series: Feature BenefitchiquicikОценок пока нет
- Short Notes On C/C++Документ55 страницShort Notes On C/C++Shivay ShivayОценок пока нет
- p78 FortnowДокумент9 страницp78 FortnowMiguel MillanОценок пока нет
- Cubli IROS2012 PDFДокумент6 страницCubli IROS2012 PDFGkkОценок пока нет
- Control Theory State SpaceДокумент198 страницControl Theory State SpacechiquicikОценок пока нет
- Programming in C++Документ66 страницProgramming in C++nin culusОценок пока нет
- Fulltext01Документ187 страницFulltext01chiquicikОценок пока нет
- Garching Control PresentationДокумент90 страницGarching Control PresentationarnoldoalcidesОценок пока нет
- 2002 EngДокумент1 страница2002 EngGozettze NikolaОценок пока нет
- C++ Overview: Appendix AДокумент48 страницC++ Overview: Appendix AchiquicikОценок пока нет
- The Book of IRC PDFДокумент351 страницаThe Book of IRC PDFchiquicikОценок пока нет
- Trigonometric FunctionsДокумент93 страницыTrigonometric FunctionschiquicikОценок пока нет
- Very Low Frequency (VLF) Metal DetectorДокумент2 страницыVery Low Frequency (VLF) Metal Detectorchiquicik0% (1)
- Understanding and Using DC Motor SpecificationsДокумент18 страницUnderstanding and Using DC Motor Specificationsbskr4s100% (2)
- Control CourseДокумент126 страницControl CourseDang Hai NguyenОценок пока нет
- Stochastic Control PaperДокумент33 страницыStochastic Control PaperchiquicikОценок пока нет
- Security Lab1 Port ScanningДокумент10 страницSecurity Lab1 Port ScanningchiquicikОценок пока нет
- VocabularyДокумент16 страницVocabularychiquicikОценок пока нет
- Teaching English Second LanguageДокумент156 страницTeaching English Second Languagemichelinne2013Оценок пока нет
- Tanh CalculationДокумент21 страницаTanh CalculationchiquicikОценок пока нет
- M25P80Документ52 страницыM25P80chiquicikОценок пока нет
- Digital Image Processing - Programming FundamentalsДокумент11 страницDigital Image Processing - Programming FundamentalsAdvanced Digital Imaging Solutions Laboratory86% (7)
- Power Electronics Introdution Slides Chapter 1Документ36 страницPower Electronics Introdution Slides Chapter 1magic1111Оценок пока нет
- Book Llinear AlgebraДокумент497 страницBook Llinear AlgebrabbscribedОценок пока нет
- De Series SolДокумент31 страницаDe Series SolWarlley Batista de DeusОценок пока нет
- Rudin CH 6Документ17 страницRudin CH 6Melissa Marie HernandezОценок пока нет
- Exercises 5Документ1 страницаExercises 5Jonathhan RecaldeОценок пока нет
- INA131 Burr-BrownCorporationДокумент10 страницINA131 Burr-BrownCorporationMartha H.TОценок пока нет
- Mechanical Vibrations ME-307: Instructor: Luqman Ahmad Nizam Assistant Professor, HITEC University TaxilaДокумент14 страницMechanical Vibrations ME-307: Instructor: Luqman Ahmad Nizam Assistant Professor, HITEC University TaxilaAbdullahJavedОценок пока нет
- Lesson Plan in Remainders TheoremДокумент5 страницLesson Plan in Remainders TheoremJune SabatinОценок пока нет
- LuK Tractor Diagnosis LQДокумент20 страницLuK Tractor Diagnosis LQZam BiloiuОценок пока нет
- Glut 3Документ68 страницGlut 3Lê Quốc HoàngОценок пока нет
- Topcon GLS 2200Документ2 страницыTopcon GLS 2200asepali005Оценок пока нет
- Given Values: Pressure Temperature Compressor Inlet 1.0325 Bar 300K Turbine Outlet 1.0325 Bar 815K Pressure Ratio 18.6Документ3 страницыGiven Values: Pressure Temperature Compressor Inlet 1.0325 Bar 300K Turbine Outlet 1.0325 Bar 815K Pressure Ratio 18.6Walter BircherОценок пока нет
- PIA B2 - Module 2 (PHYSICS) SubModule 2.1 (Matter) Final1Документ17 страницPIA B2 - Module 2 (PHYSICS) SubModule 2.1 (Matter) Final1samarrana1234679Оценок пока нет
- Mini Project 2B 6th SemesterДокумент28 страницMini Project 2B 6th SemesterRohit Singh RajputОценок пока нет
- Ic Assignment 2Документ1 страницаIc Assignment 2Nilven GastardoОценок пока нет
- Gear Manufacturing ProcessДокумент30 страницGear Manufacturing ProcessSanjay MehrishiОценок пока нет
- AnovaДокумент17 страницAnovaIshan ShahОценок пока нет
- Bu3 Lecture1 Fundamentals of AcousticsДокумент10 страницBu3 Lecture1 Fundamentals of AcousticsPrincess HernandezОценок пока нет
- Agrandada Project Teaser January 2019Документ5 страницAgrandada Project Teaser January 2019igor colladoОценок пока нет
- Hybrid Nanophotonics: Review of Actual ProblemsДокумент68 страницHybrid Nanophotonics: Review of Actual ProblemsTarun SinghalОценок пока нет
- 1-A Survey On Mobile Edge Computing: TheCommunication Perspective PDFДокумент37 страниц1-A Survey On Mobile Edge Computing: TheCommunication Perspective PDFDHRAIEF AmineОценок пока нет
- Celonis Configuration Store Setup Guide 1.6Документ11 страницCelonis Configuration Store Setup Guide 1.6Venugopal JujhavarappuОценок пока нет
- Physics 01-Introduction and Kinematics (2018) LabДокумент91 страницаPhysics 01-Introduction and Kinematics (2018) LabcedОценок пока нет
- Clauses & PhrasesДокумент2 страницыClauses & PhrasesmrskumarОценок пока нет
- Math Academy AppДокумент4 страницыMath Academy Appkisame1357Оценок пока нет
- Apm 2014Документ9 страницApm 2014bubushtarОценок пока нет
- 100 Irregular Plural Nouns ListДокумент3 страницы100 Irregular Plural Nouns Listjinesham007Оценок пока нет
- 01 - Electro Chemistry (Level) Module-6-1Документ16 страниц01 - Electro Chemistry (Level) Module-6-1Raju SinghОценок пока нет
- Free Electricity From The Earth Rotating Through Its Own Magnetic Field Using The Homopolar Generator EffectДокумент3 страницыFree Electricity From The Earth Rotating Through Its Own Magnetic Field Using The Homopolar Generator EffectmarcelogiovaneОценок пока нет
- AristotleДокумент126 страницAristotlenda_naumОценок пока нет
- Notes of CH 6 Animal Tissues Class 9th ScienceДокумент11 страницNotes of CH 6 Animal Tissues Class 9th ScienceSingh JОценок пока нет
- Answer To The Question No: (A) : Pattern Recognition Is The Process of Recognizing Patterns by UsingДокумент4 страницыAnswer To The Question No: (A) : Pattern Recognition Is The Process of Recognizing Patterns by UsingKhaled faisalОценок пока нет
- Air Dan BiomolekulДокумент61 страницаAir Dan BiomolekulgabbymonicaputriОценок пока нет
- Mechanics of Solids by Crandall, Dahl, Lardner, 2nd ChapterДокумент118 страницMechanics of Solids by Crandall, Dahl, Lardner, 2nd Chapterpurijatin100% (2)