Вам также может понравиться
- Use This As Reference For Painting Process It May Be Similar To YoursДокумент7 страницUse This As Reference For Painting Process It May Be Similar To Yoursabdelnasser hasanОценок пока нет
- Part Sample WarrantДокумент1 страницаPart Sample WarrantmageroteОценок пока нет
- PPAP Fourth Edition 2006Документ5 страницPPAP Fourth Edition 2006Đại Hữu Tuấn MaiОценок пока нет
- Plating Process Control Plan Template (2738)Документ10 страницPlating Process Control Plan Template (2738)George Hardy100% (1)
- Control plan optimizationДокумент11 страницControl plan optimizationRadhika GuptaОценок пока нет
- First Article Inspection Report: Purchase Order Number Supplier NameДокумент8 страницFirst Article Inspection Report: Purchase Order Number Supplier NameTuff qualityОценок пока нет
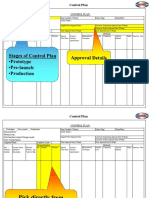
- Control PlanДокумент1 страницаControl Planilaya rajaОценок пока нет
- Design Process and ControlДокумент10 страницDesign Process and Controlapi-3772329Оценок пока нет
- Standard Work For Leaders Daily Checklist SampleДокумент2 страницыStandard Work For Leaders Daily Checklist SampleRanjeet DongreОценок пока нет
- Feasibility Report for New Part EnquiryДокумент2 страницыFeasibility Report for New Part EnquiryaslamОценок пока нет
- DaimlerChrysler Ford GM Part Submission WarrantДокумент4 страницыDaimlerChrysler Ford GM Part Submission WarrantEly SaldivarОценок пока нет
- Form30TM Advanced Product Quality Planning-APQPДокумент1 страницаForm30TM Advanced Product Quality Planning-APQPShinichi SuzukiОценок пока нет
- Sintex Bapl LTD Quality Procedure Manual: Customer Satisfaction Feedback FormДокумент1 страницаSintex Bapl LTD Quality Procedure Manual: Customer Satisfaction Feedback FormJitesh KumarОценок пока нет
- TEAM fEASIBILITYДокумент2 страницыTEAM fEASIBILITYPk NimiwalОценок пока нет
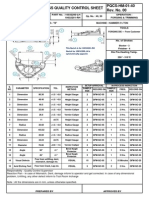
- VCIPL PQCS-HM-01-40 Process Quality Control Sheet for Forging & TrimmingДокумент1 страницаVCIPL PQCS-HM-01-40 Process Quality Control Sheet for Forging & TrimmingBalram JiОценок пока нет
- APQP Flow Chart Sample 2 Rev AДокумент9 страницAPQP Flow Chart Sample 2 Rev ALuis AlejandroОценок пока нет
- CNC HMC Acc CheckДокумент2 страницыCNC HMC Acc CheckKalees WaranОценок пока нет
- Prototype Development Design ReviewsДокумент7 страницPrototype Development Design ReviewsIsabel SierraОценок пока нет
- SOP Quality ProceduresДокумент28 страницSOP Quality ProceduresUttam KumarОценок пока нет
- PPAP Training OverviewДокумент17 страницPPAP Training OverviewRicky MarkОценок пока нет
- Exedy India Ltd. APQP Process DocumentsДокумент3 страницыExedy India Ltd. APQP Process Documentssam1hi5Оценок пока нет
- Apqp Rev 5Документ2 страницыApqp Rev 5giovani3ou9Оценок пока нет
- Control PlanДокумент4 страницыControl PlanRakesh PandeyОценок пока нет
- Company Process Flow and FMEA DiagramsДокумент12 страницCompany Process Flow and FMEA DiagramsDINESH SHARMA100% (1)
- Appendix F Apqp Form4Документ1 страницаAppendix F Apqp Form4FranciscoBizarroОценок пока нет
- APQP Checklist Design PDFДокумент3 страницыAPQP Checklist Design PDFShiva SОценок пока нет
- Weekly Employee Shift Schedule Aswini Enterprises: 1 Adalarasu 2 Ajith 3 MarimuthuДокумент10 страницWeekly Employee Shift Schedule Aswini Enterprises: 1 Adalarasu 2 Ajith 3 Marimuthuom cncОценок пока нет
- 8 D Report: 8 Discipline MethdologyДокумент14 страниц8 D Report: 8 Discipline MethdologyAshishkekreОценок пока нет
- Root Cause Analysis - ToolДокумент11 страницRoot Cause Analysis - ToolmuneerppОценок пока нет
- APQP and PPAP ExplainedДокумент3 страницыAPQP and PPAP ExplainedignaunaqОценок пока нет
- Product Design & Development ProcessДокумент22 страницыProduct Design & Development ProcessMullapudi Bharath KumarОценок пока нет
- APQP FormДокумент103 страницыAPQP FormJERFSON AUGUSTOОценок пока нет
- GM Machining CP REV 03Документ17 страницGM Machining CP REV 03Suraj RawatОценок пока нет
- Standard STD 105-0007: Special CharacteristicsДокумент11 страницStandard STD 105-0007: Special CharacteristicsKrunal PandyaОценок пока нет
- Bgl-Pm-Qa-12 Control of Non Conforming OutputsДокумент4 страницыBgl-Pm-Qa-12 Control of Non Conforming OutputsMohit SinghОценок пока нет
- Quality Planning ProcessДокумент36 страницQuality Planning ProcessBhaswati PandaОценок пока нет
- GM 1927 36 Quality System Basic Marzo 2009 Lpas PDFДокумент26 страницGM 1927 36 Quality System Basic Marzo 2009 Lpas PDFmedi38Оценок пока нет
- PSW Signature TemplateДокумент1 страницаPSW Signature TemplateKM MuiОценок пока нет
- LSAI SQA Manual FileДокумент39 страницLSAI SQA Manual FileSivakumar LОценок пока нет
- PPAP Check ListДокумент4 страницыPPAP Check ListSameer SaxenaОценок пока нет
- Product Identification TagДокумент3 страницыProduct Identification TagshalinmishraОценок пока нет
- APQP Internal Assessment Checklist: ManagementДокумент3 страницыAPQP Internal Assessment Checklist: ManagementKapil HarchekarОценок пока нет
- WI-824-003 First Article InspectionДокумент2 страницыWI-824-003 First Article InspectionAndreas Schlager100% (1)
- NY Supplier Quality Requirements and InstructionsДокумент9 страницNY Supplier Quality Requirements and InstructionspacifficОценок пока нет
- Mould Manufacturing Technology: Checklist For Mould AssemblyДокумент8 страницMould Manufacturing Technology: Checklist For Mould AssemblyThe Pure ConsciousnessОценок пока нет
- 6 Team Feasibility STUDDYДокумент6 страниц6 Team Feasibility STUDDYkamalОценок пока нет
- Plastic Mold Assembly ChecklistДокумент4 страницыPlastic Mold Assembly ChecklistAnurag SrivastavaОценок пока нет
- What Is Quality Management in Power DivisionДокумент27 страницWhat Is Quality Management in Power DivisionSiddhardha MsvОценок пока нет
- Advanced quality planning worksheetДокумент1 страницаAdvanced quality planning worksheetFernando MejíaОценок пока нет
- Target For ProductivityДокумент1 страницаTarget For ProductivityPk NimiwalОценок пока нет
- Difference Between APQP and PPAPДокумент2 страницыDifference Between APQP and PPAPshankarОценок пока нет
- APQP With Flow of ProcessДокумент8 страницAPQP With Flow of ProcessVarun KumarОценок пока нет
- Shanmugha Precision Forging Control PlanДокумент4 страницыShanmugha Precision Forging Control PlanRavichandran D100% (1)
- Design FMEA and Quality ChecklistsДокумент16 страницDesign FMEA and Quality ChecklistsDevendra GandhiОценок пока нет
- Ok Part NG: (Vendor Non-Conformance Report)Документ2 страницыOk Part NG: (Vendor Non-Conformance Report)BeLlCoNtInEnT MОценок пока нет
- MARATHAN MOTOR SOP Recruitment ProcedureДокумент4 страницыMARATHAN MOTOR SOP Recruitment Procedurerishi gautamОценок пока нет
- NCR Reported by NCR Issued To: Non-Conformance ReportДокумент2 страницыNCR Reported by NCR Issued To: Non-Conformance ReportRahul Sundar100% (1)
- Control Plan ExampleДокумент1 страницаControl Plan Examplelingkungan.agathaОценок пока нет
- F-PD-02 Control PlanДокумент1 страницаF-PD-02 Control PlanTrivesh SharmaОценок пока нет
- Format 9 - Control PlanДокумент1 страницаFormat 9 - Control PlanvijayОценок пока нет
- The Era of Lean ManufacturingДокумент1 страницаThe Era of Lean Manufacturingjose antonioОценок пока нет
- Stanford Ecorner: Connect and CombineДокумент2 страницыStanford Ecorner: Connect and Combinejose antonioОценок пока нет
- Five Lean PrinciplesДокумент1 страницаFive Lean PrinciplesAbdél AaliОценок пока нет
- Balance oДокумент1 страницаBalance ojose antonioОценок пока нет
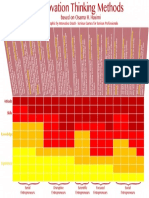
- InnovationThinkingMethods Hashimi by InnovativeDutchДокумент1 страницаInnovationThinkingMethods Hashimi by InnovativeDutchxxx1000Оценок пока нет
- Lean ManufacturingДокумент1 страницаLean Manufacturingjose antonioОценок пока нет
- Project Charter Template 06Документ3 страницыProject Charter Template 06jose antonioОценок пока нет
- Stanford Ecorner: Challenge AssumptionsДокумент2 страницыStanford Ecorner: Challenge Assumptionsjose antonioОценок пока нет
- RIASECДокумент2 страницыRIASECchindi0428100% (1)
- RIASECДокумент2 страницыRIASECchindi0428100% (1)
- Lean Es LeanДокумент1 страницаLean Es Leanjose antonioОценок пока нет
- PreparationДокумент1 страницаPreparationjose antonioОценок пока нет
- 40Документ2 страницы40jose antonioОценок пока нет
- Lean ManufacturingДокумент1 страницаLean Manufacturingjose antonioОценок пока нет
- Modelo 22 RepodeДокумент40 страницModelo 22 Repodejose antonioОценок пока нет
- Modelo 21 RepodeДокумент40 страницModelo 21 Repodejose antonioОценок пока нет
- 3551Документ16 страниц3551Rohan SharmaОценок пока нет
- Lec Ee1 PDFДокумент11 страницLec Ee1 PDFjose antonioОценок пока нет
- ISYE3025 Cycle4Документ12 страницISYE3025 Cycle4jose antonioОценок пока нет
- Basic Concepts: Isye 3025 Engineering EconomyДокумент11 страницBasic Concepts: Isye 3025 Engineering Economyjose antonioОценок пока нет
- Strategy Realization Through Collaborative ActionДокумент20 страницStrategy Realization Through Collaborative Actionjose antonioОценок пока нет
- Modelo 24 RepodeДокумент40 страницModelo 24 Repodejose antonioОценок пока нет
- Essentials For Professionals: Road Surveys Using SmartphonesДокумент25 страницEssentials For Professionals: Road Surveys Using SmartphonesDoly ManurungОценок пока нет
- Quaternary Protoberberine Alkaloids (Must Read)Документ26 страницQuaternary Protoberberine Alkaloids (Must Read)Akshay AgnihotriОценок пока нет
- Sattvik Brochure - Web VersionДокумент4 страницыSattvik Brochure - Web Versionudiptya_papai2007Оценок пока нет
- Proposal Anguria Pasta NewДокумент24 страницыProposal Anguria Pasta NewNOOR IRDINA HAFIZAH BT TAUPISОценок пока нет
- TutorialДокумент324 страницыTutorialLuisAguilarОценок пока нет
- Oecumenius’ Exegetical Method in His Commentary on the RevelationДокумент10 страницOecumenius’ Exegetical Method in His Commentary on the RevelationMichał WojciechowskiОценок пока нет
- Young Women's Sexuality in Perrault and CarterДокумент4 страницыYoung Women's Sexuality in Perrault and CarterOuki MilestoneОценок пока нет
- Brochure Personal CareДокумент38 страницBrochure Personal CarechayanunОценок пока нет
- The Impact of Employees' Commitment Towards Food Safety at Ayana Resort, BaliДокумент58 страницThe Impact of Employees' Commitment Towards Food Safety at Ayana Resort, Balirachelle agathaОценок пока нет
- 1.2 - Sewing Machine and Special AttachmentsДокумент3 страницы1.2 - Sewing Machine and Special Attachmentsmaya_muth0% (1)
- 1"a Study On Employee Retention in Amara Raja Power Systems LTDДокумент81 страница1"a Study On Employee Retention in Amara Raja Power Systems LTDJerome Samuel100% (1)
- QP (2016) 2Документ1 страницаQP (2016) 2pedro carrapicoОценок пока нет
- (Razavi) Design of Analog Cmos Integrated CircuitsДокумент21 страница(Razavi) Design of Analog Cmos Integrated CircuitsNiveditha Nivi100% (1)
- Chain Surveying InstrumentsДокумент5 страницChain Surveying InstrumentsSachin RanaОценок пока нет
- Hypophosphatemic Rickets: Etiology, Clinical Features and TreatmentДокумент6 страницHypophosphatemic Rickets: Etiology, Clinical Features and TreatmentDeysi Blanco CohuoОценок пока нет
- India - Wikipedia, The Free EncyclopediaДокумент40 страницIndia - Wikipedia, The Free EncyclopediaPrashanth KrishОценок пока нет
- Compare Blocks - ResultsДокумент19 страницCompare Blocks - ResultsBramantika Aji PriambodoОценок пока нет
- VA TearDownДокумент5 страницVA TearDownfaj_larcfave5149Оценок пока нет
- European GMP Annex 1 - 2008 Edition - 'Pmeasuring'Документ3 страницыEuropean GMP Annex 1 - 2008 Edition - 'Pmeasuring'Khairul AnwarОценок пока нет
- DR-M260 User Manual ENДокумент87 страницDR-M260 User Manual ENMasa NourОценок пока нет
- Feline DermatologyДокумент55 страницFeline DermatologySilviuОценок пока нет
- 3D Area Clearance Strategies for Roughing ComponentsДокумент6 страниц3D Area Clearance Strategies for Roughing ComponentsMohamedHassanОценок пока нет
- Detection and Attribution Methodologies Overview: Appendix CДокумент9 страницDetection and Attribution Methodologies Overview: Appendix CDinesh GaikwadОценок пока нет
- Magnetic Pick UpsДокумент4 страницыMagnetic Pick UpslunikmirОценок пока нет
- Thermal BurnsДокумент50 страницThermal BurnsPooya WindyОценок пока нет
- Madeleine Ker - TakeoverДокумент91 страницаMadeleine Ker - Takeover66677785100% (1)
- Home Brewing Log Sheet PDFДокумент2 страницыHome Brewing Log Sheet PDFStefanita0% (1)
- WOOD Investor Presentation 3Q21Документ65 страницWOOD Investor Presentation 3Q21Koko HadiwanaОценок пока нет
- DK Children Nature S Deadliest Creatures Visual Encyclopedia PDFДокумент210 страницDK Children Nature S Deadliest Creatures Visual Encyclopedia PDFThu Hà100% (6)
- Sri Radhakrishna SwamijiДокумент43 страницыSri Radhakrishna SwamijiNarayana IyengarОценок пока нет