Вам также может понравиться
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- WHP-SPM-011 Rev. C General Welding-NDE Specification Piping Shop-Field FabricationДокумент26 страницWHP-SPM-011 Rev. C General Welding-NDE Specification Piping Shop-Field Fabricationprihartono_dias100% (1)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- AHSA27-S-DS-PS-009 0 Flow Control Valve Process Data Sheet RevisionДокумент3 страницыAHSA27-S-DS-PS-009 0 Flow Control Valve Process Data Sheet Revisionprihartono_diasОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- KOSO General BrochureДокумент15 страницKOSO General Brochureprihartono_diasОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Mark 695 Series - Piloted Tank Blanketing Regulator (2 Inch)Документ4 страницыMark 695 Series - Piloted Tank Blanketing Regulator (2 Inch)prihartono_diasОценок пока нет
- GMS-SPT-013 Pneumatic On-Off Valve and Motor Operated Valve Specification - Rev 1Документ20 страницGMS-SPT-013 Pneumatic On-Off Valve and Motor Operated Valve Specification - Rev 1prihartono_diasОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- GMS-SPM-001 Piping Material Specification Line Class Process and Utility Piping - Rev 2Документ59 страницGMS-SPM-001 Piping Material Specification Line Class Process and Utility Piping - Rev 2prihartono_dias100% (1)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- 360 Bulletin P-360B0411AДокумент16 страниц360 Bulletin P-360B0411Aprihartono_diasОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Vent Combination ArresterДокумент1 страницаVent Combination Arresterprihartono_diasОценок пока нет
- AHSA27-S-DS-IN-004 0 Instrument Data Sheet Pressure Regulator ValveДокумент4 страницыAHSA27-S-DS-IN-004 0 Instrument Data Sheet Pressure Regulator Valveprihartono_diasОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Reference List Oversea LNG 2013 09 27 PDFДокумент41 страницаReference List Oversea LNG 2013 09 27 PDFprihartono_diasОценок пока нет
- Weatherproof Float SwitchДокумент4 страницыWeatherproof Float Switchprihartono_diasОценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Branched Element Duct Burner: Single Point of Ignition For Reliable Low Maintenance-Forney'SДокумент2 страницыBranched Element Duct Burner: Single Point of Ignition For Reliable Low Maintenance-Forney'Sprihartono_diasОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Z-POS Series™: Protect Your Processing or Storage Tank From Over-Pressurisation and VacuumДокумент2 страницыZ-POS Series™: Protect Your Processing or Storage Tank From Over-Pressurisation and Vacuumprihartono_diasОценок пока нет
- X11SNI&OДокумент23 страницыX11SNI&Oprihartono_diasОценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Compact Configurable Combustion Control: Standard Features IncludeДокумент1 страницаCompact Configurable Combustion Control: Standard Features Includeprihartono_diasОценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- FLOWSIC 600 Pipe Size Calculation: Reference ConditionДокумент1 страницаFLOWSIC 600 Pipe Size Calculation: Reference Conditionprihartono_diasОценок пока нет
- Burnerlogix Adds Boiler Control To Flame Safeguard: A Burner'S Favorite ControlДокумент1 страницаBurnerlogix Adds Boiler Control To Flame Safeguard: A Burner'S Favorite Controlprihartono_diasОценок пока нет
- Product Overview - LeuschДокумент32 страницыProduct Overview - Leuschprihartono_diasОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- T F /,, - The Skid-Mounted Blower AssemblyДокумент2 страницыT F /,, - The Skid-Mounted Blower Assemblyprihartono_diasОценок пока нет
- Data Sheet - PSV Carbon FilterДокумент1 страницаData Sheet - PSV Carbon Filterprihartono_diasОценок пока нет
- A105 A216 ComparisonДокумент10 страницA105 A216 Comparisonprihartono_diasОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Advanced Service SolutionsДокумент3 страницыAdvanced Service Solutionsprihartono_diasОценок пока нет
- Datasheet-Sandvik-Sx-En-V2021-11-05 11 - 37 Version 1Документ6 страницDatasheet-Sandvik-Sx-En-V2021-11-05 11 - 37 Version 1Justin EvansОценок пока нет
- Quiz QuestionДокумент2 страницыQuiz QuestionClaresse SilvaОценок пока нет
- Beams, Steel I Beams, Structural Beams, Wide FlangeДокумент4 страницыBeams, Steel I Beams, Structural Beams, Wide Flangeanon_795652448Оценок пока нет
- Tabelle Gewicht Rundstahl PDFДокумент1 страницаTabelle Gewicht Rundstahl PDFCécé Charles KoliéОценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- JIS B 0601-2001 Surface RoughnessДокумент4 страницыJIS B 0601-2001 Surface RoughnessMatthew Johnston0% (1)
- KS Product Specification 2015Документ32 страницыKS Product Specification 2015Gilang BhismaОценок пока нет
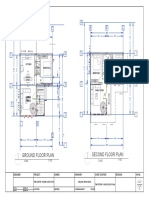
- 2 Storey House PlanДокумент4 страницы2 Storey House PlanVinluan Erika AnnОценок пока нет
- Building Schedule RatesДокумент179 страницBuilding Schedule RatesArzath SajeerОценок пока нет
- Stoody 102S SAW002Документ1 страницаStoody 102S SAW002Juaros LeonОценок пока нет
- Alkali-Aggregate Reaction: Prevention of Alkali-Silica Reaction in New ConcreteДокумент2 страницыAlkali-Aggregate Reaction: Prevention of Alkali-Silica Reaction in New ConcretePritha DasОценок пока нет
- Versa-Matic Pump Company: Pump Model Model E4 Elima-Matic Bolted SeriesДокумент2 страницыVersa-Matic Pump Company: Pump Model Model E4 Elima-Matic Bolted SeriesdeepaОценок пока нет
- Pipe BranchДокумент761 страницаPipe Branchjnmanivannanmech50% (2)
- Adaptadores - BSP - NPTДокумент1 страницаAdaptadores - BSP - NPTJean DiasОценок пока нет
- Closed Book Practice QuestionsДокумент10 страницClosed Book Practice Questionsdgelvez100% (3)
- L6-TGN-105 (Rev 1) Pipe Fittings-Flanges and CouplingsДокумент16 страницL6-TGN-105 (Rev 1) Pipe Fittings-Flanges and CouplingsTomasPavlovicОценок пока нет
- Sas Interior BoqДокумент8 страницSas Interior BoqSamuel Melaku ChekolОценок пока нет
- Glo CatalogueДокумент78 страницGlo Cataloguekbltimber100% (5)
- Concrete Construction Article PDF - Field Bending of Rebars Partially Embedded in ConcreteДокумент2 страницыConcrete Construction Article PDF - Field Bending of Rebars Partially Embedded in ConcretejaiogjhrОценок пока нет
- Parts of The BuildingДокумент16 страницParts of The BuildingAkshaya Dheer MadugulaОценок пока нет
- Products Inc.: A Subsidiary of FC Industries, IncДокумент2 страницыProducts Inc.: A Subsidiary of FC Industries, IncEdy AcuñaОценок пока нет
- MP Lab ManualДокумент20 страницMP Lab ManualramkishorОценок пока нет
- Is 2644Документ11 страницIs 2644IPSITОценок пока нет
- AirCon Thread SizesДокумент10 страницAirCon Thread SizesEcu318seОценок пока нет
- Corrosion AllowanceДокумент35 страницCorrosion AllowanceReni Mutiara Sari50% (2)
- Current Trends in Building MaterialsДокумент6 страницCurrent Trends in Building MaterialsCatherine ChengОценок пока нет
- Pipe Material & Dimension Standard MatrixДокумент2 страницыPipe Material & Dimension Standard MatrixHemantОценок пока нет
- AAP S17 Gate Valves E2 S PDFДокумент16 страницAAP S17 Gate Valves E2 S PDFbugmenot-scribdОценок пока нет
- Assignment 1Документ1 страницаAssignment 1Sourav KayalОценок пока нет
- SR - DEN/Co/WAT Acting For and On Behalf of The President of India Invites E-Tenders Against Tender No eT-Central-WAT-08-2022Документ34 страницыSR - DEN/Co/WAT Acting For and On Behalf of The President of India Invites E-Tenders Against Tender No eT-Central-WAT-08-2022Pujari Appala NaiduОценок пока нет
- Basics of Die and Press Tool AssemblyДокумент6 страницBasics of Die and Press Tool Assemblyshakthimuthu narayananОценок пока нет