Вам также может понравиться
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonОт EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonОценок пока нет
- Scientific Calculator Operation Guide PDFДокумент75 страницScientific Calculator Operation Guide PDFArevalo ErolesОценок пока нет
- Everlast: Powerarc 210StlДокумент30 страницEverlast: Powerarc 210StlDomenico Barillari100% (1)
- TIG 250EX Operator ManualДокумент31 страницаTIG 250EX Operator Manualazharjaved2000100% (2)
- Workshop EquipmentДокумент14 страницWorkshop EquipmentFenny Fitrianti BudiОценок пока нет
- Cored Wires - ESAB - OK TubrodДокумент87 страницCored Wires - ESAB - OK TubrodElias KapaОценок пока нет
- Dynasty QuickrefДокумент2 страницыDynasty QuickrefKanajSadОценок пока нет
- Fundamentals of Joining ProcessesДокумент21 страницаFundamentals of Joining ProcessesNosta Silva100% (1)
- WELD-101 Welding Tips - Beginner Welding GuideДокумент38 страницWELD-101 Welding Tips - Beginner Welding GuidepeterОценок пока нет
- MIG WeldigДокумент92 страницыMIG WeldigTonluck KaimakОценок пока нет
- Evaluation of MIG Welding Process Parameter Using Activated Flux On SS316L by AHP-MOORA MethodДокумент13 страницEvaluation of MIG Welding Process Parameter Using Activated Flux On SS316L by AHP-MOORA MethodAnonymous uwTzeJnoKОценок пока нет
- American Filler MetalsДокумент13 страницAmerican Filler MetalsĐình NamОценок пока нет
- Tig 200 Ac/Dc Analogseries: Operator ManualДокумент18 страницTig 200 Ac/Dc Analogseries: Operator ManualAlejandro CKОценок пока нет
- Fcaw Welding Guide PDFДокумент2 страницыFcaw Welding Guide PDFElizabethОценок пока нет
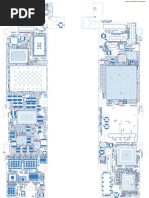
- Iphone 5SE Schematic PDFДокумент61 страницаIphone 5SE Schematic PDFPentti Hevosaho43% (7)
- Electronics Construction Manual: Mitchelectronics 2019 Version 3-04/02/2019Документ16 страницElectronics Construction Manual: Mitchelectronics 2019 Version 3-04/02/2019EbrahemAlatfeОценок пока нет
- Best Practices For TIG Welding 1Документ6 страницBest Practices For TIG Welding 1Orlando1949Оценок пока нет
- Oxywelding Cutting To StudentsДокумент45 страницOxywelding Cutting To StudentsFemi TokunboОценок пока нет
- Welbee Inverter: Pulse MAG/MIG Welding Power SourceДокумент148 страницWelbee Inverter: Pulse MAG/MIG Welding Power SourceMatija BušićОценок пока нет
- TigДокумент40 страницTigIvan Dulic100% (1)
- Manual em Ingles e Bem Explicado Tig 200 AcdcДокумент16 страницManual em Ingles e Bem Explicado Tig 200 AcdcMarcelo CarnicelliОценок пока нет
- Introduction To Capacitors Inductors andДокумент68 страницIntroduction To Capacitors Inductors andIlavarasan Tamizh100% (1)
- Welding ProcessДокумент6 страницWelding ProcessRENGANATHAN PОценок пока нет
- Mig PDFДокумент100 страницMig PDFAlex Mendoza100% (1)
- FMP 221 Lecture 10 and 11Документ44 страницыFMP 221 Lecture 10 and 11SarojKumarSinghОценок пока нет
- Orbitical WeldingДокумент16 страницOrbitical WeldingchianqiaoОценок пока нет
- Welding ManualДокумент32 страницыWelding ManualHammondMachineОценок пока нет
- Metal FormingДокумент7 страницMetal FormingAl Fredo100% (3)
- Ultrasonic Welding PDFДокумент43 страницыUltrasonic Welding PDFsanmiteОценок пока нет
- Arc Welding EquipmentДокумент6 страницArc Welding Equipmentm_er100Оценок пока нет
- Manual de Servicio 185acdcДокумент122 страницыManual de Servicio 185acdcfrebenasi100% (1)
- TIG Welding Amp ChartsДокумент3 страницыTIG Welding Amp ChartsHikmet ParakОценок пока нет
- Arcelor High Yield IfДокумент4 страницыArcelor High Yield IfJayDadrassОценок пока нет
- TIG200ACDCPДокумент33 страницыTIG200ACDCPmigОценок пока нет
- Tig Welding Tips NewДокумент5 страницTig Welding Tips NewKentDemeterioОценок пока нет
- Welding Math (And Some Physics)Документ4 страницыWelding Math (And Some Physics)wasim_akp9885100% (1)
- (B) Testing Machine ToolsДокумент100 страниц(B) Testing Machine ToolsHyeonggil JooОценок пока нет
- OTR036 Instructions 06-11-19 FAДокумент31 страницаOTR036 Instructions 06-11-19 FAMercurioОценок пока нет
- Age of Lincoln WeldersДокумент6 страницAge of Lincoln Weldersb0beiiiОценок пока нет
- Iphone5 PCB Layout Vietmobile - VNДокумент1 страницаIphone5 PCB Layout Vietmobile - VNtyros567% (3)
- Turn Your Mic Jack Into A Headphone JackДокумент25 страницTurn Your Mic Jack Into A Headphone JackIndianOcean77Оценок пока нет
- Welding Hardox and Weldox PDFДокумент4 страницыWelding Hardox and Weldox PDFEnoc AndradeОценок пока нет
- 55UH6550UB LCD TV ServiceManualДокумент120 страниц55UH6550UB LCD TV ServiceManualSaúl ríosОценок пока нет
- Assembly of Screwed Fastenings: Preloads and Tightening Torque For Fasteners of SteelДокумент7 страницAssembly of Screwed Fastenings: Preloads and Tightening Torque For Fasteners of SteelMurshidi MarzukiОценок пока нет
- Korloy Grades and Chip BreakersДокумент33 страницыKorloy Grades and Chip Breakersznovak77Оценок пока нет
- GTAW Tig WeldingДокумент10 страницGTAW Tig WeldingSteve M D'souzaОценок пока нет
- Tina Ti Spice ModelsДокумент17 страницTina Ti Spice Modelsdragos_bondОценок пока нет
- Dual Phase SteelsДокумент43 страницыDual Phase SteelsLuis MendozaОценок пока нет
- 1082 DДокумент21 страница1082 DbilsaitОценок пока нет
- The Shape of The Cone of The Twist Drills Unit-2Документ5 страницThe Shape of The Cone of The Twist Drills Unit-2Akesh KakarlaОценок пока нет
- TIG2Документ6 страницTIG2Shubham100% (1)
- Gateway 450ROG SchematicДокумент40 страницGateway 450ROG SchematicMark McKinsnkeyОценок пока нет
- Welding and Welding Technology by Richard L. LittleДокумент444 страницыWelding and Welding Technology by Richard L. LittleSamiksha UrsОценок пока нет
- Fabricating Techniques: Welding Aluminum: Different But Not DifficultДокумент5 страницFabricating Techniques: Welding Aluminum: Different But Not DifficultDee Dee0% (1)
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987От EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonОценок пока нет
- Reaffirmed 2004Документ11 страницReaffirmed 2004krixotОценок пока нет
- Series 320Документ6 страницSeries 320Prathamesh GangalОценок пока нет
- Apxbrochureusv 3 DДокумент9 страницApxbrochureusv 3 DLeandro RosaОценок пока нет
- Castillejos WELL DataДокумент3 страницыCastillejos WELL DataJohn Christopher BaquingОценок пока нет
- IV Rulesforconstructionofheatingboilers 131221093705 Phpapp02 PDFДокумент316 страницIV Rulesforconstructionofheatingboilers 131221093705 Phpapp02 PDFQA QCОценок пока нет
- Din en 25580 PDFДокумент5 страницDin en 25580 PDFQA QCОценок пока нет
- Aço Sa 537 cl1Документ23 страницыAço Sa 537 cl1pcorreia68100% (1)
- DIN en 462-1 Image Quality of Radiographs (Wire Type)Документ10 страницDIN en 462-1 Image Quality of Radiographs (Wire Type)QA QC100% (2)
- 1587 4 PDFДокумент1 страница1587 4 PDFQA QCОценок пока нет
- QP SPC L 002 Rev 1Документ80 страницQP SPC L 002 Rev 1Vinod Kumar100% (3)
- 6.4.7 Gratings and Open Mesh FlooringДокумент1 страница6.4.7 Gratings and Open Mesh FlooringQA QCОценок пока нет
- API 510 GuideДокумент71 страницаAPI 510 GuideQA QC100% (5)
- Structural Steel Sectional PropertiesДокумент5 страницStructural Steel Sectional PropertiesHareesh R IyerОценок пока нет
- API 510 GuideДокумент71 страницаAPI 510 GuideQA QC100% (5)
- Japanese Industrial Standard JIS G3192 2008 Hot Rolled Sections PDFДокумент56 страницJapanese Industrial Standard JIS G3192 2008 Hot Rolled Sections PDFQA QCОценок пока нет
- Fabrication Inspection Status and Daily ReportДокумент8 страницFabrication Inspection Status and Daily ReportQA QCОценок пока нет
- Bgas Painting Inspection Choice QuestionsДокумент11 страницBgas Painting Inspection Choice QuestionsMohammad Aamir PerwaizОценок пока нет
- Din en 25580Документ5 страницDin en 25580QA QCОценок пока нет
- Pds Hempadur Mastic 45880 En-GbДокумент3 страницыPds Hempadur Mastic 45880 En-GbQA QCОценок пока нет
- Pds Hempadur Mastic 45881 En-GbДокумент3 страницыPds Hempadur Mastic 45881 En-Gbshujad77Оценок пока нет
- Hexagon Domed Cap Nuts: High TypeДокумент1 страницаHexagon Domed Cap Nuts: High TypeQA QCОценок пока нет
- THAR CRD E-Brochure PDFДокумент4 страницыTHAR CRD E-Brochure PDFQA QCОценок пока нет
- Alu Stock List FormateДокумент2 страницыAlu Stock List FormateQA QCОценок пока нет
- QP-STD-R-003, QP Standard For FabricationДокумент45 страницQP-STD-R-003, QP Standard For FabricationQA QC67% (3)
- Din en 10204Документ5 страницDin en 10204QA QCОценок пока нет
- Img 002Документ8 страницImg 002QA QCОценок пока нет
- QP Standard For NDT Part 1 - Management System and Personnel Qualificatio...Документ14 страницQP Standard For NDT Part 1 - Management System and Personnel Qualificatio...QA QC0% (1)
- Store Requisition Issue FormДокумент1 страницаStore Requisition Issue FormQA QC50% (4)
- Soa 06.29.17Документ3 страницыSoa 06.29.17QA QCОценок пока нет
- Garbage Chute - Hopper Door: Arabian Specialised Maerials Co.Документ1 страницаGarbage Chute - Hopper Door: Arabian Specialised Maerials Co.QA QCОценок пока нет
- ASMA-Audit Report FormДокумент2 страницыASMA-Audit Report FormQA QCОценок пока нет
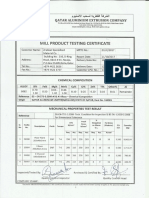
- MTC Arabian Specialised.Документ3 страницыMTC Arabian Specialised.QA QCОценок пока нет
- WMR PR1 51 10 8228 Rev - 0Документ1 страницаWMR PR1 51 10 8228 Rev - 0QA QCОценок пока нет
- Ansi X9 - TG6 - 00Документ96 страницAnsi X9 - TG6 - 00QA QCОценок пока нет
- Sikaflex® Precast: Product Data SheetДокумент4 страницыSikaflex® Precast: Product Data SheetRoyce MarchaОценок пока нет
- Safety Data Sheet: Nitrogen, Compressed GasДокумент6 страницSafety Data Sheet: Nitrogen, Compressed Gasabe_seinОценок пока нет
- MT 53 Wettability: Miscellaneous Techniques and ImpuritiesДокумент7 страницMT 53 Wettability: Miscellaneous Techniques and ImpuritiesFelipe Navarrete100% (1)
- 01192015114316IMYB - 2013 - Vol III - BauxiteДокумент14 страниц01192015114316IMYB - 2013 - Vol III - BauxitevishalОценок пока нет
- Corrugated Board Grades GuideДокумент3 страницыCorrugated Board Grades Guidejeziel salazar0% (1)
- IND0078Документ5 страницIND0078rajit kumarОценок пока нет
- Fluidized Bed Combustion Technical PaperДокумент23 страницыFluidized Bed Combustion Technical PaperKhang LêОценок пока нет
- Basic Ion Exchange ProcessesДокумент12 страницBasic Ion Exchange ProcessesMd Suzon MahmudОценок пока нет
- Desiccant Wheel Dehumidification 2Документ19 страницDesiccant Wheel Dehumidification 2ovidiu73Оценок пока нет
- Mechanical Attachment of Geomembrane To Penetrations or StructuresДокумент13 страницMechanical Attachment of Geomembrane To Penetrations or StructuresJade Louise PatolilicОценок пока нет
- What Is Hydrocarbons?Документ6 страницWhat Is Hydrocarbons?Kathelyn Ruiz-SumandoОценок пока нет
- Dictionary of Chemical Formulas - Sonu PDFДокумент60 страницDictionary of Chemical Formulas - Sonu PDFAtulya Singh75% (4)
- Effect of Silica Fume Ash On Bond Strength and Compressive Strength of ConcreteДокумент9 страницEffect of Silica Fume Ash On Bond Strength and Compressive Strength of Concretesunleon31Оценок пока нет
- ASTM G 102 - 89 RA 1999 - Corrosion-Rate-CalculationpdfДокумент7 страницASTM G 102 - 89 RA 1999 - Corrosion-Rate-CalculationpdfMetal deptОценок пока нет
- Main Postulates of Dalton's Atomic TheoryДокумент24 страницыMain Postulates of Dalton's Atomic TheoryDebayanbasu.juОценок пока нет
- English Sample Paper 2023-24Документ12 страницEnglish Sample Paper 2023-24Tanmay SharmaОценок пока нет
- Brocure DuPont ELVALOYДокумент3 страницыBrocure DuPont ELVALOYdonni canraОценок пока нет
- 8g Materials and Their PropertiesДокумент30 страниц8g Materials and Their PropertiesTheo Thomas100% (1)
- Tyre Creep: Refractory Engineering and Kiln Maintenance in Cement PlantsДокумент4 страницыTyre Creep: Refractory Engineering and Kiln Maintenance in Cement PlantsMedical LafargeОценок пока нет
- NITESH PRASAD - 26300721021 - PE-ME802 F (1) - CompressedДокумент6 страницNITESH PRASAD - 26300721021 - PE-ME802 F (1) - CompressedBishalОценок пока нет
- En 10025 Equivalent CodingДокумент56 страницEn 10025 Equivalent CodingLeonardoОценок пока нет
- Assignment 3 PN Junction TutorialДокумент2 страницыAssignment 3 PN Junction TutorialasiffarookiОценок пока нет
- Distortion Prevent and ControlДокумент14 страницDistortion Prevent and ControlTheAnh TranОценок пока нет
- Wood Armer Equations 553Документ2 страницыWood Armer Equations 553Balaji VenkateswaranОценок пока нет
- ProcessДокумент30 страницProcesssmdtsinoyОценок пока нет
- Materials Today: Proceedings: N.H. Sabri, N.H.A. Rani, N.F. Mohamad, N.A.S. Mohd Muhsen, M.S. MD ZainiДокумент8 страницMaterials Today: Proceedings: N.H. Sabri, N.H.A. Rani, N.F. Mohamad, N.A.S. Mohd Muhsen, M.S. MD ZainiMuchammad AdriyanОценок пока нет
- Tratamientos ArticuloДокумент9 страницTratamientos ArticuloYersonAmayaОценок пока нет
- C1 - Particles Mind MapДокумент1 страницаC1 - Particles Mind MapIndianagrofarmsОценок пока нет
- Ch12Worksheet2 1Документ5 страницCh12Worksheet2 1Alan MaОценок пока нет
- Lesson 1 - IntroductionДокумент10 страницLesson 1 - IntroductionMelvyn DarauayОценок пока нет