Вам также может понравиться
- Normas ISO VibracionesДокумент11 страницNormas ISO Vibracionesdricardocan100% (2)
- Proceso de GalvanoplastiaДокумент6 страницProceso de GalvanoplastiadricardocanОценок пока нет
- Meseri - Metodo Simplificado de Evaluación de Riesgos Contra IncendiosДокумент1 страницаMeseri - Metodo Simplificado de Evaluación de Riesgos Contra IncendiosEduardo RoqueОценок пока нет
- Vibraciones TorsionalesДокумент21 страницаVibraciones Torsionalesdricardocan100% (2)
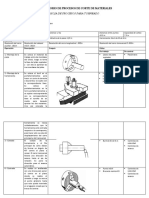
- Hoja de Procesos de TorneadoДокумент5 страницHoja de Procesos de TorneadodricardocanОценок пока нет
- Central Termoeléctrica de Ciclo HíbridoДокумент29 страницCentral Termoeléctrica de Ciclo HíbridodricardocanОценок пока нет
- Rellenos en TapiceríaДокумент36 страницRellenos en TapiceríaLucía67% (3)
- Calculo de Eficiencia de CalderaДокумент8 страницCalculo de Eficiencia de CalderadricardocanОценок пока нет
- Soil Quality. Determination of Electrical ConductivityДокумент14 страницSoil Quality. Determination of Electrical ConductivityDiegoDelgadoОценок пока нет
- Calculos GalvanoplastiaДокумент4 страницыCalculos Galvanoplastiadricardocan100% (2)
- Inv e 709 PDFДокумент15 страницInv e 709 PDFEstefanyMondragónOrtegaОценок пока нет
- Curso Scooptram Operacion Mantenimiento Preventivo Componentes Sistemas Pruebas Inspeccion SeguridadДокумент116 страницCurso Scooptram Operacion Mantenimiento Preventivo Componentes Sistemas Pruebas Inspeccion SeguridadMario Zenteno100% (1)
- Evaluacion Final - Escenario 8 - Segundo Bloque-Ciencias Basicas - Fundamentos de Quimica - (Grupo b03)Документ8 страницEvaluacion Final - Escenario 8 - Segundo Bloque-Ciencias Basicas - Fundamentos de Quimica - (Grupo b03)alexmarx800hotmail.comОценок пока нет
- Diseño Automático GalvanoplastiaДокумент22 страницыDiseño Automático GalvanoplastiadricardocanОценок пока нет
- Proyecto Corte de MaterialesДокумент21 страницаProyecto Corte de Materialesdricardocan100% (1)
- Herramientas de CorteДокумент9 страницHerramientas de CortedricardocanОценок пока нет
- Tesis Generador AxialДокумент123 страницыTesis Generador AxialdricardocanОценок пока нет
- Analisis QFD GalvanoplastiaДокумент11 страницAnalisis QFD GalvanoplastiadricardocanОценок пока нет
- Plan de Trabajo - GalvanoplastiaДокумент14 страницPlan de Trabajo - GalvanoplastiadricardocanОценок пока нет
- Planos de Generador AxialДокумент32 страницыPlanos de Generador AxialdricardocanОценок пока нет
- Reingenieria de Manufactura MecanicaДокумент19 страницReingenieria de Manufactura MecanicadricardocanОценок пока нет
- Expo - Normas de SeparacionДокумент10 страницExpo - Normas de SeparaciondricardocanОценок пока нет
- Expo Eq. de SeparacionДокумент47 страницExpo Eq. de SeparaciondricardocanОценок пока нет
- Apuntes de Diseño Por ComputadoraДокумент21 страницаApuntes de Diseño Por ComputadoradricardocanОценок пока нет
- Proyecto - Celdas SolaresДокумент6 страницProyecto - Celdas SolaresdricardocanОценок пока нет
- Empresa de CitricosДокумент14 страницEmpresa de CitricosdricardocanОценок пока нет
- Diseño de Una CalderaДокумент6 страницDiseño de Una CalderadricardocanОценок пока нет
- Apuntes - Evaluacion de ProyectosДокумент53 страницыApuntes - Evaluacion de ProyectosdricardocanОценок пока нет
- Trabajo Final Torre de EnfriamientoДокумент17 страницTrabajo Final Torre de Enfriamientodricardocan100% (1)
- Gestion de EnergiaДокумент34 страницыGestion de EnergiadricardocanОценок пока нет
- Expo Mejora ContinuaДокумент19 страницExpo Mejora Continuadricardocan100% (1)
- Vibraciones en TuberiasДокумент5 страницVibraciones en TuberiasdricardocanОценок пока нет
- Instrumentacion en Medicion de VibracionesДокумент6 страницInstrumentacion en Medicion de VibracionesdricardocanОценок пока нет
- Transferencia de Calor de Dos FasesДокумент8 страницTransferencia de Calor de Dos FasesdricardocanОценок пока нет
- Practica6 - Motor de VaporДокумент8 страницPractica6 - Motor de Vapordricardocan100% (1)
- 02 ESPECIFICACIONES TECNICAS IEI San Francisco - Componente 04Документ71 страница02 ESPECIFICACIONES TECNICAS IEI San Francisco - Componente 04Emanuel Tisnado UminxaОценок пока нет
- Taller Programación TelevisiónДокумент36 страницTaller Programación TelevisiónWilliam JuliaoОценок пока нет
- Área de Mantenimiento de Sima - Chimbote, Astillero - Avance 2 de TP Ing. de MantenimientoДокумент24 страницыÁrea de Mantenimiento de Sima - Chimbote, Astillero - Avance 2 de TP Ing. de MantenimientoMarco Corpus SaldañaОценок пока нет
- 04 Hidrologia - Pomca Rio ChicamochaДокумент124 страницы04 Hidrologia - Pomca Rio ChicamochaMartin Daniel Palacios QuevedoОценок пока нет
- Compuertas y flujosДокумент14 страницCompuertas y flujosJhaziel Sifuentes GarciaОценок пока нет
- Cabelte CДокумент208 страницCabelte CErik BVОценок пока нет
- 04 Ejemplo de LOTO (Bomba)Документ3 страницы04 Ejemplo de LOTO (Bomba)JuanchiОценок пока нет
- Antisísmica Unidad IДокумент72 страницыAntisísmica Unidad IEdwinОценок пока нет
- Co Manual 40muДокумент9 страницCo Manual 40muJhonОценок пока нет
- Investigación ChimeneasДокумент53 страницыInvestigación ChimeneasHector MalpicaОценок пока нет
- 3 - Instalacion de Una AntenaДокумент41 страница3 - Instalacion de Una AntenaErwin CastilloОценок пока нет
- Practicano4. FMДокумент21 страницаPracticano4. FMItzelОценок пока нет
- Presentacion de PuentesДокумент10 страницPresentacion de PuentesLa Rosa Flores JhonОценок пока нет
- Introducción al cálculo de líneas eléctricasДокумент6 страницIntroducción al cálculo de líneas eléctricasmarОценок пока нет
- CatalogoДокумент32 страницыCatalogosumerОценок пока нет
- Memoria Descriptiva de Vivienda. 61 m2 (Defintiva)Документ9 страницMemoria Descriptiva de Vivienda. 61 m2 (Defintiva)reinaldo molinaОценок пока нет
- Marco Teorico v2.0Документ6 страницMarco Teorico v2.0Alonso SalazarОценок пока нет
- Problemas AmbientalesДокумент51 страницаProblemas AmbientalesVerushka Milagros Farfan GiraldesОценок пока нет
- Resorte de TraccionДокумент14 страницResorte de TraccionYee YeeОценок пока нет
- Cementos Naturales y Cementos para Usos EspecialesДокумент3 страницыCementos Naturales y Cementos para Usos EspecialesJeniffer MacasОценок пока нет
- PDF InsumosДокумент4 страницыPDF Insumosrocioingrid210317Оценок пока нет
- Cables CimetДокумент36 страницCables CimetFederico Pérez67% (3)
- Practica 5 Archivos y CarpetasДокумент4 страницыPractica 5 Archivos y CarpetasjbeserОценок пока нет
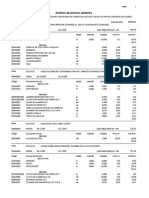
- Analisissubpresupuestovarios LosaДокумент12 страницAnalisissubpresupuestovarios LosaelmerОценок пока нет