Вам также может понравиться
- Lista 3 - Propriedades MecânicasДокумент2 страницыLista 3 - Propriedades MecânicasCamilinha Brey GilОценок пока нет
- Ensaio JominyДокумент14 страницEnsaio JominyedupankoОценок пока нет
- Fundição Sob Pressão.Документ23 страницыFundição Sob Pressão.Roberto JuniorОценок пока нет
- Resposta Exercicios de Ensaios de MateriaisДокумент5 страницResposta Exercicios de Ensaios de MateriaisWillian FernandesОценок пока нет
- Trabalho TrefilaçãoДокумент23 страницыTrabalho TrefilaçãoKaue Hume100% (3)
- Relatorio PMM Ensaio JominyДокумент7 страницRelatorio PMM Ensaio JominyJuan MartinezОценок пока нет
- Manual Extrusão de PeДокумент39 страницManual Extrusão de Peartur FerreiraОценок пока нет
- Metalografia - Problema 6Документ11 страницMetalografia - Problema 6LUIS CARLOS SILVAОценок пока нет
- 123Документ4 страницы123Evans Magalhães67% (3)
- Fichamento 15 Anos de Politica EconomicaДокумент9 страницFichamento 15 Anos de Politica EconomicaDaniela AnandaОценок пока нет
- Apostila - ExtrusaoДокумент28 страницApostila - Extrusaowarlikes100% (1)
- Conformação Dos Metais 1Документ23 страницыConformação Dos Metais 1barataaaaОценок пока нет
- Fundição Por Pressão 2017 PDFДокумент63 страницыFundição Por Pressão 2017 PDFAccelОценок пока нет
- Otimização de Um Processo de Solda Migmag para Aplicação Na Indústria Automobilística Através Da PDFДокумент111 страницOtimização de Um Processo de Solda Migmag para Aplicação Na Indústria Automobilística Através Da PDFLourival SantosОценок пока нет
- Extrusão - Apostila PDFДокумент11 страницExtrusão - Apostila PDFCleverton LopesОценок пока нет
- Apostila Processos de FabricaçãoДокумент59 страницApostila Processos de Fabricaçãocadufreitas100% (1)
- Névoa Salina - Salt Spray - Ensaio - GalvInfoNote - 3 - 4Документ4 страницыNévoa Salina - Salt Spray - Ensaio - GalvInfoNote - 3 - 4André Torregrosa0% (1)
- Conformaııo de ChapasДокумент49 страницConformaııo de ChapasPaulo AbreuОценок пока нет
- Trefilação e Conformação de ChapasДокумент35 страницTrefilação e Conformação de Chapasgiulliatto100% (1)
- Relatório MetalografiaДокумент22 страницыRelatório MetalografiaerikwillianОценок пока нет
- Aula 14 - Extrusão e Trefilação - UniforДокумент54 страницыAula 14 - Extrusão e Trefilação - UniforJohnОценок пока нет
- Ensaio de TraçãoДокумент10 страницEnsaio de TraçãoSamuel ArantesОценок пока нет
- Defeitos de Fundição em Zamac - Carlos Marchiolli (SENAI)Документ37 страницDefeitos de Fundição em Zamac - Carlos Marchiolli (SENAI)cleozinhaОценок пока нет
- Relatório Laboratório de SoldaДокумент2 страницыRelatório Laboratório de SoldaAlineОценок пока нет
- Esquema Do Processo de Extrusão TRABALHO 1Документ16 страницEsquema Do Processo de Extrusão TRABALHO 1Antenor322Оценок пока нет
- Resumo FundiçãoДокумент7 страницResumo FundiçãoKauan CruzОценок пока нет
- Relatório Sobre TraçãoДокумент5 страницRelatório Sobre TraçãoChristian leite diasОценок пока нет
- Revestimentos CeramicosДокумент39 страницRevestimentos CeramicosAmauri Rodrigues LimaОценок пока нет
- ApostilaДокумент36 страницApostilaangricardo8292100% (1)
- TenacidadeДокумент3 страницыTenacidadeWanderley XavierОценок пока нет
- Descontinuidade Soldasscontinuidade SoldasДокумент20 страницDescontinuidade Soldasscontinuidade SoldasJose Guerreiro100% (1)
- Perguntas 1 FundiçãoДокумент4 страницыPerguntas 1 FundiçãoRavany Lerbarch100% (1)
- Tecnologia de Fundição Relatório Trabalho 1Документ35 страницTecnologia de Fundição Relatório Trabalho 1marcelocrqr100% (1)
- Aula 6 - ExtrusãoДокумент75 страницAula 6 - ExtrusãoHenry MorenoОценок пока нет
- ExtrusãoДокумент30 страницExtrusãomateuslorenzoniОценок пока нет
- ÍndiceДокумент11 страницÍndiceQuelton NgulubeОценок пока нет
- Fratura FrágilДокумент5 страницFratura FrágilAmy GriffinОценок пока нет
- Coquilha Gravidade ApostilaДокумент85 страницCoquilha Gravidade ApostilaFernando Messias100% (1)
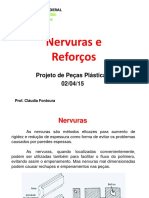
- Aula 5 - NervurasДокумент42 страницыAula 5 - Nervurasrodri_bgОценок пока нет
- Ensaio de TemperabilidadeДокумент11 страницEnsaio de Temperabilidadeharoldquot100% (1)
- 3 - Relatorio de Ensaio de Tração - Ensaios MecanicosДокумент27 страниц3 - Relatorio de Ensaio de Tração - Ensaios MecanicosNicollas Alves100% (1)
- A4 SenaiДокумент1 страницаA4 SenaiWillОценок пока нет
- Ciclo Da Injeção PlásticaДокумент17 страницCiclo Da Injeção PlásticaEstella CossetinОценок пока нет
- Aula 6 - Ensaio de FlexãoДокумент32 страницыAula 6 - Ensaio de Flexãomcn08008Оценок пока нет
- Aula 1.5. Materiais Não-FerrososДокумент45 страницAula 1.5. Materiais Não-FerrososThales89Оценок пока нет
- Resiliência Tenacid DuctilДокумент5 страницResiliência Tenacid Ductilpi_carvalho100% (1)
- 2.barras Tracionadas - MetálicasДокумент10 страниц2.barras Tracionadas - MetálicasMarcia Gustavo100% (1)
- Projeto de Peça para Fundição 2017 PDFДокумент94 страницыProjeto de Peça para Fundição 2017 PDFJohn AlvesОценок пока нет
- Apresentação Arco SubmersoДокумент28 страницApresentação Arco SubmersomsilviacamaraoОценок пока нет
- Aula - 03 - Fatores Gerais para Seleção de MateriaisДокумент9 страницAula - 03 - Fatores Gerais para Seleção de MateriaisBruna SorianoОценок пока нет
- Ensaio Jominy PDFДокумент6 страницEnsaio Jominy PDFIgor AparecidoОценок пока нет
- Metalografia FinalДокумент82 страницыMetalografia FinalMauricio CamargoОценок пока нет
- TCC Residencia MultifamiliarДокумент25 страницTCC Residencia MultifamiliarMarcos Xavier100% (1)
- Apostila - Sistema de Proteção AnticorrosivaДокумент91 страницаApostila - Sistema de Proteção AnticorrosivaPaulo Leonardo Jacobussi SemeghiniОценок пока нет
- Estruturas Mistas de Aco e ConcretoДокумент84 страницыEstruturas Mistas de Aco e ConcretoMagno de Oliveira SantosОценок пока нет
- 03 - Processo de ExtrusãoДокумент7 страниц03 - Processo de ExtrusãoEmerson MeridaОценок пока нет
- ExtrusãoДокумент15 страницExtrusãoSandro_RSОценок пока нет
- Relatório de Moldação em Areia VerdeДокумент19 страницRelatório de Moldação em Areia VerdeJosé Ricardo SilvaОценок пока нет
- Estruturas Metálicas Peças TracionadasДокумент11 страницEstruturas Metálicas Peças TracionadasDr ObraОценок пока нет
- Guia Experimento 4 - Medição de Campo Magnético No Par de Bobinas de HelmholtzДокумент15 страницGuia Experimento 4 - Medição de Campo Magnético No Par de Bobinas de HelmholtzGleuber SousaОценок пока нет
- Atividade 01Документ11 страницAtividade 01gkmds1996Оценок пока нет
- Manual de Instalação Komeco - Multi SplitДокумент22 страницыManual de Instalação Komeco - Multi SplitDiego Silva50% (2)
- Dimensionamento de MotobombaДокумент8 страницDimensionamento de MotobombaflavioeustaquionogОценок пока нет
- Slides RMNДокумент11 страницSlides RMNCristianoPennaОценок пока нет
- Manual Do LocatarioДокумент18 страницManual Do LocatarioRobinsonHenriqueОценок пока нет
- IM Módulo de InterfaceДокумент10 страницIM Módulo de InterfaceJosé Domingos FerreiraОценок пока нет
- NBR 10786 - Concreto Endurecido - Determinacao Do Coeficiente de Permeabilidade A AguaДокумент4 страницыNBR 10786 - Concreto Endurecido - Determinacao Do Coeficiente de Permeabilidade A AguaCarlos Eduardo Ribeiro67% (3)
- Apostila 2 Série - 4º Bimestre - IndbДокумент14 страницApostila 2 Série - 4º Bimestre - IndbBárbara Alves de OliveiraОценок пока нет
- ClimatizaçãoДокумент28 страницClimatizaçãoLucas Penalva Costa SerraОценок пока нет
- Atividade Avaliativa - Cálculo de Capacidade de ProduçãoДокумент3 страницыAtividade Avaliativa - Cálculo de Capacidade de ProduçãoAnna Vitoria100% (1)
- Exercicio 08 - Prende Fura - ISO - A4 PDFДокумент1 страницаExercicio 08 - Prende Fura - ISO - A4 PDFRafael MarquesОценок пока нет
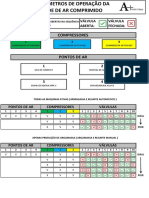
- Parametros ArДокумент2 страницыParametros Aras prodОценок пока нет
- Exercício 01Документ9 страницExercício 01Denis Eduardo de BritoОценок пока нет
- Imãs e Eletroimãs - Newton C. BragaДокумент8 страницImãs e Eletroimãs - Newton C. BragaCalfdutyDutyОценок пока нет
- CASTEL-BRANCO, C. N. Notas de Reflexão Sobre A "Revolução VerdeДокумент30 страницCASTEL-BRANCO, C. N. Notas de Reflexão Sobre A "Revolução VerdeLuis BembeleОценок пока нет
- Prova Medicina 2009Документ10 страницProva Medicina 2009Diego Santos SiqueiraОценок пока нет
- Medicina NuclearДокумент120 страницMedicina NuclearSidney Arcanjo100% (2)
- Forno Ecil BT EspecificaçãoДокумент1 страницаForno Ecil BT EspecificaçãoGlauber Jesus CamposОценок пока нет
- Resumo Bioquímica-EnzimasДокумент2 страницыResumo Bioquímica-EnzimasBruna Soares de SáОценок пока нет
- A Obtenção Do AçoДокумент4 страницыA Obtenção Do AçoFabiano AmorimОценок пока нет
- Queda de Meteoro - A Ameaça Que Vem Do Espaço - Resumo Das Disciplinas - UOL Vestibular PDFДокумент3 страницыQueda de Meteoro - A Ameaça Que Vem Do Espaço - Resumo Das Disciplinas - UOL Vestibular PDFdanieneyeshuaОценок пока нет
- Guia Do Aluno Treinamento CH 570-670 Jan - 2016-1Документ161 страницаGuia Do Aluno Treinamento CH 570-670 Jan - 2016-1Felipe Xulipa50% (2)
- Palestra EPIДокумент11 страницPalestra EPIMarcelo SantosОценок пока нет
- MICROLITOTIPOSДокумент22 страницыMICROLITOTIPOSKathelyn BernardoОценок пока нет
- Estudo de Curto - Circuito e SeletividadeДокумент29 страницEstudo de Curto - Circuito e SeletividadeJoão Carlos Cabral100% (1)
- Obtención de Bioproductos Por Pirólisis Lenta de Cascarillas de Café y Cacao para Su Posible Uso Como Fuentes de Energía y FertilizantesДокумент7 страницObtención de Bioproductos Por Pirólisis Lenta de Cascarillas de Café y Cacao para Su Posible Uso Como Fuentes de Energía y FertilizantesAntonio PerezОценок пока нет
- PRDNE v.09.10.2019Документ220 страницPRDNE v.09.10.2019faacscribdОценок пока нет
- En Carte Abril 13Документ33 страницыEn Carte Abril 13vicurcioОценок пока нет