Вам также может понравиться
- Torque Values Graphite Laminate (B16.5)Документ2 страницыTorque Values Graphite Laminate (B16.5)Gonçalo Cortez50% (2)
- Torque Values RTJ (B16.5)Документ3 страницыTorque Values RTJ (B16.5)ariyamanjulaОценок пока нет
- Torque Values RTJ B16 5 PDFДокумент3 страницыTorque Values RTJ B16 5 PDFPranpath NarupantawartОценок пока нет
- Torque Values RTJ (B16.5) PDFДокумент3 страницыTorque Values RTJ (B16.5) PDFAnonymous cCS6Xz67% (3)
- Torque Values KlingerДокумент1 страницаTorque Values KlingerSầu ĐờiОценок пока нет
- Rubber Gasket (Full Face in Flat Face Flanges) Installation & TorqueДокумент4 страницыRubber Gasket (Full Face in Flat Face Flanges) Installation & Torquecavillalobosb8167Оценок пока нет
- Torque Values For Isolating Gaskets On ASME B16.5 and ASME B16.47 Series....Документ1 страницаTorque Values For Isolating Gaskets On ASME B16.5 and ASME B16.47 Series....Shijumon Kp100% (2)
- Spiral Wound Gasket Torque Values - Technical Information - Klinger MzansiДокумент3 страницыSpiral Wound Gasket Torque Values - Technical Information - Klinger MzansiHafizi HZnumismaticОценок пока нет
- Torque Chart For ASTM A193 Grade B7 StudsДокумент3 страницыTorque Chart For ASTM A193 Grade B7 Studssarip83100% (3)
- Shell Corrosion Allowance For Aboveground Storage Tanks: Debra Tetteh-Wayoe, P.EngДокумент8 страницShell Corrosion Allowance For Aboveground Storage Tanks: Debra Tetteh-Wayoe, P.Engkhabiran100% (1)
- TAYLOR FORGE - Catalog 722 PDFДокумент79 страницTAYLOR FORGE - Catalog 722 PDFMiguel Martinez Guerrero0% (1)
- Klinger - Gasket FactorsДокумент4 страницыKlinger - Gasket FactorsFelip PrietoОценок пока нет
- Pipe Schedule PDFДокумент1 страницаPipe Schedule PDFSrinivasan SeenuОценок пока нет
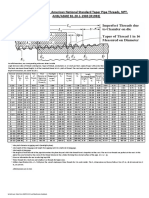
- NPT Thread DimensionsДокумент1 страницаNPT Thread DimensionsRamnandan MahtoОценок пока нет
- Valve Material Specifications: Forged Cast Key Physical PropertiesДокумент1 страницаValve Material Specifications: Forged Cast Key Physical PropertiesdenyОценок пока нет
- 316 316l Data SheetДокумент2 страницы316 316l Data SheetDiman Aditya KardiОценок пока нет
- U Bolt Metric DimensionsДокумент2 страницыU Bolt Metric DimensionsRoyster Cabral100% (1)
- ASME V Art 10 Press PDFДокумент25 страницASME V Art 10 Press PDFWutthinan Petchpeng100% (2)
- HDPE Bolt Torque Flanged Joints HIERRO DUCTILДокумент1 страницаHDPE Bolt Torque Flanged Joints HIERRO DUCTILRenato BarretoОценок пока нет
- Flange Bolt Tightening ProcedureДокумент5 страницFlange Bolt Tightening ProcedureArya100% (1)
- 2.1 WPS - PipingДокумент13 страниц2.1 WPS - PipingSheri DiĺlОценок пока нет
- Flange Bolting Torque Values API 6AДокумент1 страницаFlange Bolting Torque Values API 6Aparthameister100% (1)
- LARGE DIAMETER FLANGES & FITTINGS GUIDEДокумент38 страницLARGE DIAMETER FLANGES & FITTINGS GUIDEAshfaq Anwer100% (1)
- Flange Torque Recommendations GF PDFДокумент2 страницыFlange Torque Recommendations GF PDFTulioLopezJОценок пока нет
- Q235 Steel, Q235A Q235B Q235C Q235D Specification, Chemical Composition, Properties & EquivalentДокумент4 страницыQ235 Steel, Q235A Q235B Q235C Q235D Specification, Chemical Composition, Properties & EquivalentWaqas WaqasОценок пока нет
- Stainless - 304 Vs F593C ArticleДокумент2 страницыStainless - 304 Vs F593C ArticleOswaldo Leyva R100% (8)
- If The Misalignment Between The Head and Shell in A Pressure Vessel Exceeds The ASME Requirement1Документ8 страницIf The Misalignment Between The Head and Shell in A Pressure Vessel Exceeds The ASME Requirement1yogacruiseОценок пока нет
- API 650 Storage Tank Design CalculationДокумент14 страницAPI 650 Storage Tank Design CalculationMohammed EljammalОценок пока нет
- Astm 434Документ3 страницыAstm 434Fabián MartínezОценок пока нет
- ASTM A182 Grade F51 Requirement As Per API 6A-60KДокумент8 страницASTM A182 Grade F51 Requirement As Per API 6A-60KPalkesh TrivediОценок пока нет
- B1a1 Pipe ClassДокумент1 страницаB1a1 Pipe Classbrujula27Оценок пока нет
- Calculation Pipe Clamp 10 BarДокумент13 страницCalculation Pipe Clamp 10 BarDica Rasyid MaulidhaniОценок пока нет
- Torque Values B7 Studs PDFДокумент1 страницаTorque Values B7 Studs PDFipsthethiОценок пока нет
- Gasket Installation: DurlonДокумент3 страницыGasket Installation: Durlonlorenzo100% (1)
- ASME B16 Welding EndsДокумент2 страницыASME B16 Welding Endsf_riseОценок пока нет
- Astm F593 PDFДокумент1 страницаAstm F593 PDFBilly DОценок пока нет
- Specifications Ss400Документ8 страницSpecifications Ss400Burak KececiОценок пока нет
- Asme PCC-1Документ2 страницыAsme PCC-1akisdassas100% (2)
- MSS SP 80 PDFДокумент35 страницMSS SP 80 PDFMuhamed AneeshОценок пока нет
- ASME B107 300 2010 Torque Instruments PDFДокумент32 страницыASME B107 300 2010 Torque Instruments PDFVictor ArcigaОценок пока нет
- Mill Test Certificate: Zibo Camel Material Co., LTDДокумент1 страницаMill Test Certificate: Zibo Camel Material Co., LTDJoseph Arturo SolisОценок пока нет
- Bolt torque requirements for gasketed flangesДокумент3 страницыBolt torque requirements for gasketed flangesOtto DonisОценок пока нет
- Torque Values RTJ (B16.5) PDFДокумент3 страницыTorque Values RTJ (B16.5) PDFAmin NziОценок пока нет
- Torque Value DelmonДокумент8 страницTorque Value DelmonKhalid HaiderОценок пока нет
- Gearless MGI27SДокумент3 страницыGearless MGI27SMk KuraОценок пока нет
- Pipe Flanges PDFДокумент1 страницаPipe Flanges PDFRitesh singhОценок пока нет
- Instrumxx - BW Fitting & Flanges PDFДокумент22 страницыInstrumxx - BW Fitting & Flanges PDFinternational dbalajiОценок пока нет
- ASME B16.47 Series A FlangeДокумент7 страницASME B16.47 Series A FlangeManoah StephenОценок пока нет
- ASME B16.47 Series A FlangeДокумент7 страницASME B16.47 Series A FlangeRajpal SharmaОценок пока нет
- Brides AcierДокумент1 страницаBrides AcierHery NirinaОценок пока нет
- Profile Cylinder ISO 15552, PRA Series: AventicsДокумент7 страницProfile Cylinder ISO 15552, PRA Series: AventicsMohammed SAKINEОценок пока нет
- TR Flex Fittings Sizes 4 36Документ10 страницTR Flex Fittings Sizes 4 36iytbwigxОценок пока нет
- Harken 40.2st 06Документ2 страницыHarken 40.2st 06Stuartp1Оценок пока нет
- Wafer Type Butterfly Valve Gear OperatedДокумент1 страницаWafer Type Butterfly Valve Gear OperatedTiến Nguyễn SongОценок пока нет
- Variable Arc Nozzles (Vans) : Tech SpecДокумент4 страницыVariable Arc Nozzles (Vans) : Tech SpecDaniel Cajachagua FalconОценок пока нет
- Spiral Wound Gaskets Data TableДокумент42 страницыSpiral Wound Gaskets Data TableCharles OnyechereОценок пока нет
- Gre Bolt Length-2000m 2432Документ20 страницGre Bolt Length-2000m 2432ABDUL KADHARОценок пока нет
- 7698 enДокумент1 страница7698 enl_aguilar_mОценок пока нет
- Crusher Backing Compound EstimatorДокумент1 страницаCrusher Backing Compound Estimatorlandago100% (1)
- Hoja Técnica - Carranza - Tunel R32Документ4 страницыHoja Técnica - Carranza - Tunel R32Christopher BarryОценок пока нет
- Fluke 27 II - 28 IIДокумент2 страницыFluke 27 II - 28 IIrachedОценок пока нет
- Astm A153Документ5 страницAstm A153rachedОценок пока нет
- Carbonsteel Stainless ReinforcmentsДокумент27 страницCarbonsteel Stainless ReinforcmentsrachedОценок пока нет
- Astm C876-15Документ8 страницAstm C876-15rached100% (1)
- Digital Ground Resistance and Soil Resistivity Tester: User ManualДокумент88 страницDigital Ground Resistance and Soil Resistivity Tester: User ManualrachedОценок пока нет
- Multi-Function Ground Resistance Tester Model 6471: Technical Assistance (800) 343-1391Документ8 страницMulti-Function Ground Resistance Tester Model 6471: Technical Assistance (800) 343-1391rachedОценок пока нет
- Hexcorder Pro2018Документ40 страницHexcorder Pro2018rachedОценок пока нет
- NORSOK STANDARD CATHODIC PROTECTIONДокумент14 страницNORSOK STANDARD CATHODIC PROTECTIONbreeeeezzzzzeОценок пока нет
- Duplex Stainless Steel 3rd EditionДокумент68 страницDuplex Stainless Steel 3rd EditionPhani Sridhar Ch100% (3)
- Clad and Lined Pipe Specification: Company SpecificationsДокумент59 страницClad and Lined Pipe Specification: Company SpecificationsrachedОценок пока нет
- 02555E03Документ51 страница02555E03rachedОценок пока нет
- T-2016111 - Acceptable Materials of ConstructionДокумент2 страницыT-2016111 - Acceptable Materials of ConstructionrachedОценок пока нет
- Clad and Lined Pipe Specification: Company SpecificationsДокумент59 страницClad and Lined Pipe Specification: Company SpecificationsrachedОценок пока нет
- DNV RP b401 2010Документ28 страницDNV RP b401 2010rachedОценок пока нет
- TP Ne Avesta PDFДокумент4 страницыTP Ne Avesta PDFrachedОценок пока нет
- 2010 03Документ288 страниц2010 03Shijumon KpОценок пока нет
- Zinc Grounding Cell Material Data SheetДокумент1 страницаZinc Grounding Cell Material Data SheetrachedОценок пока нет
- Thermite Welding - MDSДокумент1 страницаThermite Welding - MDSrachedОценок пока нет
- A Primer on Duplex Stainless SteelsДокумент51 страницаA Primer on Duplex Stainless SteelsAnonymous GE8mQqxОценок пока нет
- Safety Instruction SheetДокумент32 страницыSafety Instruction SheetAdamuОценок пока нет
- Portable Reference Electrode - MDSДокумент1 страницаPortable Reference Electrode - MDSrachedОценок пока нет
- The Corrosion Inhibitor Availability Model 51300 00034 SG PDFДокумент13 страницThe Corrosion Inhibitor Availability Model 51300 00034 SG PDFrachedОценок пока нет
- rr1023 PDFДокумент36 страницrr1023 PDFrachedОценок пока нет
- Corrosion Resistance of Duplex and 4-6% Mo-Containing Stainless Steels in FGD Scrubber Absorber Slurry EnvironmentsДокумент21 страницаCorrosion Resistance of Duplex and 4-6% Mo-Containing Stainless Steels in FGD Scrubber Absorber Slurry EnvironmentsrachedОценок пока нет
- Production Chemicals CatalogДокумент58 страницProduction Chemicals CatalograchedОценок пока нет
- 5.1.2 GN21 - Health & Safety in Field Services Operations Guidance NotesДокумент6 страниц5.1.2 GN21 - Health & Safety in Field Services Operations Guidance NotesrachedОценок пока нет
- Portable Reference Electrode - MDSДокумент1 страницаPortable Reference Electrode - MDSrachedОценок пока нет
- Zinc Grounding Cell - MDSДокумент1 страницаZinc Grounding Cell - MDSrachedОценок пока нет
- (Turndown)Документ3 страницы(Turndown)rachedОценок пока нет
- Xlpe-Pvc Cable - MdsДокумент1 страницаXlpe-Pvc Cable - MdsrachedОценок пока нет
- 23052-K-MB-C3 Fag PDFДокумент2 страницы23052-K-MB-C3 Fag PDFNoche de EstrellasОценок пока нет
- Bulletin #D3b - English: Marine Industrial Concerns S.AДокумент2 страницыBulletin #D3b - English: Marine Industrial Concerns S.AΑΠΟΣΤΟΛΙΑ ΜΑΤΣΟΥΚΑОценок пока нет
- Illustrated Parts List: T-11607A November 2008Документ26 страницIllustrated Parts List: T-11607A November 2008gestada023Оценок пока нет
- 14 Foot Free Lift Mast Lift CylindersДокумент4 страницы14 Foot Free Lift Mast Lift CylindersJhonny RodriguezОценок пока нет
- Candy Ctl128 12Документ16 страницCandy Ctl128 12Luis Alberto SchunkОценок пока нет
- Spare Parts Catalogue: CT Decal Bajaj DecalДокумент70 страницSpare Parts Catalogue: CT Decal Bajaj DecalTienda Popayan80% (5)
- SENR3255-1. D5 GB Testing and AdjustingДокумент15 страницSENR3255-1. D5 GB Testing and AdjustingfrgmanОценок пока нет
- Volvo FM 2 Series Service ManualДокумент242 страницыVolvo FM 2 Series Service ManualDawit AssfawОценок пока нет
- Torque Value DelmonДокумент8 страницTorque Value DelmonKhalid HaiderОценок пока нет
- American Lock A-004 Service ManualДокумент36 страницAmerican Lock A-004 Service ManualChuck ChongОценок пока нет
- Honda WaveДокумент50 страницHonda WaveFrancisco Castro RodriguezОценок пока нет
- TOP 600 XT PRO D370Документ8 страницTOP 600 XT PRO D370powerliftermiloОценок пока нет
- H2ADДокумент27 страницH2ADTatiana MirandaОценок пока нет
- Astra Z14xeДокумент5 страницAstra Z14xeCrV3n1Оценок пока нет
- C-c-2017 Simpson Strong TieДокумент388 страницC-c-2017 Simpson Strong TieVatova JarrandОценок пока нет
- Spark Plug Technical Training ManualДокумент40 страницSpark Plug Technical Training ManualJustin LoweОценок пока нет
- Fuel Pump Spare PartДокумент11 страницFuel Pump Spare PartSuttiwat SoontraratpongОценок пока нет
- Automatic TransmissionДокумент10 страницAutomatic TransmissionSoumik Das100% (2)
- Connectors F Solenoid Valv - Canfield PDFДокумент2 страницыConnectors F Solenoid Valv - Canfield PDFhebert perezОценок пока нет
- 1110dt3 Katalog PDFДокумент614 страниц1110dt3 Katalog PDFЕвгений МакаровОценок пока нет
- Mazda Fe y f2Документ27 страницMazda Fe y f2Nicolás CastroОценок пока нет
- Replace Aftermarket Parts for Sabroe Refrigeration CompressorsДокумент36 страницReplace Aftermarket Parts for Sabroe Refrigeration CompressorsFish Bird100% (3)
- Manual Transaxle Assembly: ExpertДокумент13 страницManual Transaxle Assembly: ExperteinjanteОценок пока нет
- Small FragmentДокумент5 страницSmall Fragmenttegar nugrahaОценок пока нет
- Console Remote Control Installation InstructionsДокумент18 страницConsole Remote Control Installation InstructionsJoswyn LopesОценок пока нет
- A44DДокумент69 страницA44DgabrielqueralesОценок пока нет
- 1-1.5T Ic ForkliftДокумент74 страницы1-1.5T Ic ForkliftRomanОценок пока нет
- Wire Abrasion Service BulletinДокумент7 страницWire Abrasion Service BulletinjisuuuОценок пока нет
- Manual Torque MultiplierДокумент2 страницыManual Torque MultiplierMasterrОценок пока нет
- Panigle 899 Service Manual PDFДокумент1 006 страницPanigle 899 Service Manual PDFMeng X Xiong100% (1)