Вам также может понравиться
- Ut Procedure AwsДокумент23 страницыUt Procedure AwsKrishna Vacha80% (10)
- UT ProcedureДокумент14 страницUT Procedureshifa0% (1)
- TWI-UT-Forgings Procedure For Level 3Документ9 страницTWI-UT-Forgings Procedure For Level 3willypumphandle_5309100% (1)
- Ut Procedure Selon AsmeДокумент9 страницUt Procedure Selon AsmeMajdi JerbiОценок пока нет
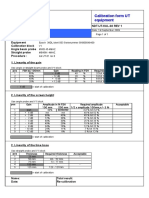
- Calibration Sheet Ultrasonic Test EquipmentДокумент1 страницаCalibration Sheet Ultrasonic Test EquipmentjohnОценок пока нет
- UTДокумент17 страницUTArputharaj Maria Louis100% (2)
- AWS Procedure - Rev 2Документ40 страницAWS Procedure - Rev 2Mario Perez100% (1)
- MIDHANI PAUT PROCEDURE - LatestДокумент20 страницMIDHANI PAUT PROCEDURE - LatestRonanki Ravi100% (3)
- Ultrasonic ProcedureДокумент31 страницаUltrasonic ProcedureChristopher Jones100% (1)
- AWSD1.1 Procedure UtДокумент19 страницAWSD1.1 Procedure Utkevin desai50% (2)
- JIMAH East PAUT Procedure Rev 0 14062017 PDFДокумент62 страницыJIMAH East PAUT Procedure Rev 0 14062017 PDFRiccoОценок пока нет
- Paut Checklist AuditДокумент1 страницаPaut Checklist Auditaakash0% (1)
- UT PROCEDURE RevДокумент24 страницыUT PROCEDURE RevMN AliОценок пока нет
- UT 0030 Thickness Measurement Surveys PDFДокумент15 страницUT 0030 Thickness Measurement Surveys PDFAhmed Ben Nouma0% (1)
- Ut 2Документ7 страницUt 2Akhilesh KumarОценок пока нет
- HT - Paut-Asme-01: Hi-Tech NDT Inspections Services (S) Pte. LTDДокумент25 страницHT - Paut-Asme-01: Hi-Tech NDT Inspections Services (S) Pte. LTDphanthanhhungОценок пока нет
- Ut Proceduregeneral 141118232235 Conversion Gate02Документ24 страницыUt Proceduregeneral 141118232235 Conversion Gate02Danem HalasОценок пока нет
- Practical EXamДокумент5 страницPractical EXamNDTInstructor100% (6)
- Procedure For Phased ArrayДокумент111 страницProcedure For Phased ArrayVignesh Madhavan100% (2)
- UT Procedure Rev.0Документ32 страницыUT Procedure Rev.0Goutam Kumar Deb100% (2)
- The AnswerДокумент24 страницыThe AnswerrezokaОценок пока нет
- Paut Paper PDFДокумент7 страницPaut Paper PDFAyesha GeОценок пока нет
- 2011 PipeWizard Training Part 01Документ62 страницы2011 PipeWizard Training Part 01rajeev jegadeesan100% (1)
- Level IiiДокумент3 страницыLevel IiiMangalraj MadasamyОценок пока нет
- RT Procedure GeneralДокумент18 страницRT Procedure GeneralvsnaiduqcОценок пока нет
- Questions & Answers - RT Level 3Документ5 страницQuestions & Answers - RT Level 3Mohan Raj100% (1)
- PAUT Ultrasonic Testing Procedure ASME - SVDN Rev 01EДокумент29 страницPAUT Ultrasonic Testing Procedure ASME - SVDN Rev 01ETrung Tinh Ho100% (2)
- Phased Array UT Versus RT Report TruncatedДокумент20 страницPhased Array UT Versus RT Report TruncatedSungsoo HanОценок пока нет
- General PA Procedure For Detection and SizingДокумент46 страницGeneral PA Procedure For Detection and Sizingwi100% (5)
- v1 Block CalibrationДокумент57 страницv1 Block Calibrationravindra_jivani100% (3)
- PAUT Procedure ED - AMSYCO 500-8-2 Rev 00 PDFДокумент34 страницыPAUT Procedure ED - AMSYCO 500-8-2 Rev 00 PDFkbldam100% (3)
- 7.5CCEV-35-16-A15 Esp 12,5 MM 1 Grupo Index - 20 MM Raiz 40-60° COBRAДокумент2 страницы7.5CCEV-35-16-A15 Esp 12,5 MM 1 Grupo Index - 20 MM Raiz 40-60° COBRAwilfran villegasОценок пока нет
- PT Quiz & Ans 3Документ6 страницPT Quiz & Ans 3Goutam Kumar DebОценок пока нет
- UT ProcedureДокумент6 страницUT ProcedureMurali YОценок пока нет
- Procedure For The Dye Penetrant Testing of Steel Forgings To BS EN 10228-2:2016Документ4 страницыProcedure For The Dye Penetrant Testing of Steel Forgings To BS EN 10228-2:2016Mark BrailsfordОценок пока нет
- Report 1 Paut Sts 409Документ12 страницReport 1 Paut Sts 409DEBJYOTI SENGUPTA100% (2)
- 25 MM Nozzle Paut Scan PlanДокумент4 страницы25 MM Nozzle Paut Scan PlanRupam BaruahОценок пока нет
- Ultrasonic ExaminationДокумент14 страницUltrasonic ExaminationLiliОценок пока нет
- Phase Array Ultrasonic Testing ProcedurДокумент43 страницыPhase Array Ultrasonic Testing ProcedurTĩnh Hồ Trung100% (5)
- Notch DacДокумент1 страницаNotch DacRaje Guna100% (1)
- DN Wind Systems India Pvt. LTD.: Ultrasonic Procedure FOR Wind Mill TowerДокумент23 страницыDN Wind Systems India Pvt. LTD.: Ultrasonic Procedure FOR Wind Mill TowermaheshОценок пока нет
- Pt. Cilegon Fabricators: PWHT Procedure FOR PT - Pertamina Ru Vi BalonganДокумент10 страницPt. Cilegon Fabricators: PWHT Procedure FOR PT - Pertamina Ru Vi BalonganDedy Trianda100% (1)
- Phased Array Ut Procedure For WeldsДокумент12 страницPhased Array Ut Procedure For WeldsMohd Salleh Zainal100% (7)
- MT Work InstructionДокумент3 страницыMT Work Instructionpandab bkОценок пока нет
- RT Procedure For CR - Rev.1Документ8 страницRT Procedure For CR - Rev.1Deepak DasОценок пока нет
- Procedure Using UT SlideДокумент1 страницаProcedure Using UT SlideTonyo Ayshiyu100% (3)
- 05 Ultrasonic Test Procedure 500405Документ11 страниц05 Ultrasonic Test Procedure 500405Sefa KasapogluОценок пока нет
- ASNT RECER RT QB (Aligned) MAIN FOILDERДокумент26 страницASNT RECER RT QB (Aligned) MAIN FOILDERkingston100% (1)
- PA Probe Catalog en 201308Документ24 страницыPA Probe Catalog en 201308Alvaro Alexis Mendoza PradaОценок пока нет
- Ut PDFДокумент88 страницUt PDFphillipskincaidОценок пока нет
- Specimen Examination MAGNETIC PARTICLEДокумент6 страницSpecimen Examination MAGNETIC PARTICLEMuhammad Hannan100% (1)
- 14.0 Specific ExaminationДокумент18 страниц14.0 Specific ExaminationPDDELUCAОценок пока нет
- DS 324 ManualДокумент44 страницыDS 324 ManualAshish Srivastava100% (1)
- UT Procedure OTCДокумент34 страницыUT Procedure OTCamin110110100% (1)
- VPS WP 01 Written Practice Rev 00Документ29 страницVPS WP 01 Written Practice Rev 00virenckananiОценок пока нет
- QC - 16 Guided Bend Test.Документ3 страницыQC - 16 Guided Bend Test.mahendra100% (1)
- Quality Test & Engineering Services Test RecordДокумент1 страницаQuality Test & Engineering Services Test RecordQTESОценок пока нет
- QCS EP UT-01 Rev06Документ21 страницаQCS EP UT-01 Rev06m_armoutiОценок пока нет
- Bolt Tightening ProcedureДокумент11 страницBolt Tightening ProcedureAdeoye Ogunlami100% (2)
- Hazard Identification & Risk Assessment (HIRA) - ProcedureДокумент16 страницHazard Identification & Risk Assessment (HIRA) - ProcedureDivakar80% (10)
- Citizen Charter 2018Документ17 страницCitizen Charter 2018Mujaffar ShaikhОценок пока нет
- Agilent 09 Leak DetectorsДокумент43 страницыAgilent 09 Leak DetectorsiordacheОценок пока нет
- Senior Citizen Red Carpet BrochureДокумент7 страницSenior Citizen Red Carpet BrochureMujaffar ShaikhОценок пока нет
- ASNT UT Level III NotesДокумент253 страницыASNT UT Level III NotesMujaffar Shaikh75% (4)
- Hazard Identification & Risk Assessment (HIRA) - ProcedureДокумент16 страницHazard Identification & Risk Assessment (HIRA) - ProcedureDivakar80% (10)
- Common HandlerДокумент435 страницCommon HandlerMujaffar ShaikhОценок пока нет
- Commonly Used Fitting Tolerances For Bore DimensionsДокумент2 страницыCommonly Used Fitting Tolerances For Bore DimensionsMujaffar ShaikhОценок пока нет
- RTD Probes CatalogueДокумент28 страницRTD Probes CatalogueMujaffar ShaikhОценок пока нет
- Eddy Current Inspection of Wwer Steam Generator Tubes - Sensitivity of Bobbin Probe TechniqueДокумент6 страницEddy Current Inspection of Wwer Steam Generator Tubes - Sensitivity of Bobbin Probe TechniqueMujaffar ShaikhОценок пока нет
- ASNT Level III ScheduleДокумент6 страницASNT Level III ScheduleMujaffar ShaikhОценок пока нет
- SSPC Pci Study GuideДокумент158 страницSSPC Pci Study Guidekerons100% (22)
- Tube Inspection DatasheetДокумент10 страницTube Inspection DatasheetMuhammad Noor FadhliОценок пока нет
- A6XДокумент59 страницA6XMujaffar ShaikhОценок пока нет
- Oerlikon Rogers LEAKДокумент19 страницOerlikon Rogers LEAKLorena Jimenez100% (1)
- E309-95 EC Steel Tubes by Magnetic SaturationДокумент5 страницE309-95 EC Steel Tubes by Magnetic SaturationMujaffar ShaikhОценок пока нет
- Vacuum TestingДокумент2 страницыVacuum TestingMujaffar ShaikhОценок пока нет
- TadДокумент3 страницыTadMujaffar ShaikhОценок пока нет
- AusteniteДокумент10 страницAustenitekameshvvОценок пока нет
- Is 694 2010Документ32 страницыIs 694 2010Rajdeep Adhya60% (5)
- 4 ANSI Forged Fittings B16.11Документ10 страниц4 ANSI Forged Fittings B16.11dandan29Оценок пока нет
- Diffusion PumpДокумент12 страницDiffusion PumppitcromОценок пока нет
- TariffДокумент1 страницаTariffMujaffar ShaikhОценок пока нет
- PW3Документ49 страницPW3Mujaffar ShaikhОценок пока нет
- Helium Leak Detection BasicsДокумент14 страницHelium Leak Detection BasicsMujaffar Shaikh100% (2)
- Flawsizeevaluation enДокумент5 страницFlawsizeevaluation enMujaffar ShaikhОценок пока нет
- An Easy To Use, Accurate Field Test For Chloride Contamination of AbrasivesДокумент2 страницыAn Easy To Use, Accurate Field Test For Chloride Contamination of AbrasivesJohnОценок пока нет
- Ge Radin 1984Документ15 страницGe Radin 1984Phuor TyОценок пока нет
- Defects in Metal Forming Processes: Prepared By:-Amitkumar R. ShelarДокумент22 страницыDefects in Metal Forming Processes: Prepared By:-Amitkumar R. ShelarCepi Sindang KamulanОценок пока нет
- SteamДокумент2 страницыSteamChiОценок пока нет
- Mathematical PendulumДокумент2 страницыMathematical PendulumDrazen JurisicОценок пока нет
- Direct Displacement-Based Design of Frame-Wall Structures-Sullivan, Priestley, Calvi-2006Документ34 страницыDirect Displacement-Based Design of Frame-Wall Structures-Sullivan, Priestley, Calvi-2006pouyamhОценок пока нет
- First Portion 1Документ58 страницFirst Portion 1Yeabsira Gashaw AregaОценок пока нет
- GCSE AQA Chemistry 8642 Paper 1Документ28 страницGCSE AQA Chemistry 8642 Paper 1walidabdulrahman96Оценок пока нет
- Design Optimization of A Solenoid-Based Electromagnetic Soft Actuator With Permanent Magnet CoreДокумент5 страницDesign Optimization of A Solenoid-Based Electromagnetic Soft Actuator With Permanent Magnet CoreVinit MhatreОценок пока нет
- Acrylic As A Structural MaterialДокумент8 страницAcrylic As A Structural Materiala9319152Оценок пока нет
- The Concrete Producer Article PDF - Comparing The Options For Cooling ConcreteДокумент4 страницыThe Concrete Producer Article PDF - Comparing The Options For Cooling Concretearangar1100% (1)
- Spring 07 - EE 221 Problem Set 4 SolutionДокумент3 страницыSpring 07 - EE 221 Problem Set 4 SolutionSerkan AkbulutОценок пока нет
- Common Questions IGCSE Physics - Version 1Документ3 страницыCommon Questions IGCSE Physics - Version 1RidwanAbrarОценок пока нет
- Literature ReviewДокумент3 страницыLiterature ReviewshrynikjainОценок пока нет
- Seminar Report On Electro Active Polymers Done by Manojkumar Mahadevan, IndiaДокумент26 страницSeminar Report On Electro Active Polymers Done by Manojkumar Mahadevan, Indianikhil_prasanthОценок пока нет
- Diploma - Mech - Engg (III, IV, V, VI SEM)Документ39 страницDiploma - Mech - Engg (III, IV, V, VI SEM)Dev GuptaОценок пока нет
- Beam 189Документ1 страницаBeam 189Vinay RaiОценок пока нет
- A Review On Durability of Fiber Reinforced Polymer (FRP) Bars ReinforcedДокумент18 страницA Review On Durability of Fiber Reinforced Polymer (FRP) Bars Reinforcedsherif fodaОценок пока нет
- Waves and Sound WorksheetДокумент12 страницWaves and Sound WorksheetprosenОценок пока нет
- Introduction To Highway Pavement-1Документ60 страницIntroduction To Highway Pavement-1Sagni Oo ChambОценок пока нет
- Artemis E-Dyn® 96 Digital Displacement® Hydraulic Pump: EfficiencyДокумент3 страницыArtemis E-Dyn® 96 Digital Displacement® Hydraulic Pump: EfficiencyAshish NegiОценок пока нет
- Alia APT3000 Pressure TransmitterДокумент2 страницыAlia APT3000 Pressure TransmitterRexCrazyMindОценок пока нет
- Al. (9), Though The Feature Here Is Less Pronounced. The: ReferencesДокумент3 страницыAl. (9), Though The Feature Here Is Less Pronounced. The: ReferencesKrishna KumarОценок пока нет
- Sauli PrinciplesДокумент35 страницSauli PrinciplesSeb TegОценок пока нет
- MOOC Plasma Ricci 1aДокумент13 страницMOOC Plasma Ricci 1aJulio Balbin AriasОценок пока нет
- Batch 3 MCQ (Valve and Rocker Arm)Документ4 страницыBatch 3 MCQ (Valve and Rocker Arm)Hemanth SidharthaОценок пока нет
- Near East University: Department of Petroleum and Natural Gas EngineeringДокумент38 страницNear East University: Department of Petroleum and Natural Gas Engineeringolga ibanОценок пока нет
- Welding Engineering Prof. Dr. D. K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 4 Arc Welding Processes Lecture - 7 GmawДокумент34 страницыWelding Engineering Prof. Dr. D. K. Dwivedi Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 4 Arc Welding Processes Lecture - 7 GmawFlyNarutoFly27Оценок пока нет
- Lecture 1 Acoustic FundamentalsДокумент50 страницLecture 1 Acoustic FundamentalsDee PijanaОценок пока нет
- NORSOK Structural Steel Fabrication M-101Документ67 страницNORSOK Structural Steel Fabrication M-101Agnes Chong80% (5)