Вам также может понравиться
- Fcaw 16 THKДокумент5 страницFcaw 16 THKparesh2387Оценок пока нет
- Manual Joints (QW - 402) : Page 1 of 12Документ12 страницManual Joints (QW - 402) : Page 1 of 12miteshpatel191Оценок пока нет
- (Applicable Code: ASME Section IX Edition 2019) : Page 1 of 2Документ2 страницы(Applicable Code: ASME Section IX Edition 2019) : Page 1 of 2amit singh100% (2)
- WPS For A333 AДокумент1 страницаWPS For A333 ARamzi BEN AHMED100% (1)
- Page No: 01: SA 240 GR 304 SA 240 GR 304Документ5 страницPage No: 01: SA 240 GR 304 SA 240 GR 304jobertОценок пока нет
- Welder Performance Qualifications (WPQ) : (See QW-301, Section IX, ASME Boiler and Pressure Vessel Code)Документ18 страницWelder Performance Qualifications (WPQ) : (See QW-301, Section IX, ASME Boiler and Pressure Vessel Code)mahendraОценок пока нет
- PWPS For Piping-API 1104Документ6 страницPWPS For Piping-API 1104Nguyen Tien Luong100% (1)
- Welding Procedure Specification For GTAW & GMAWДокумент4 страницыWelding Procedure Specification For GTAW & GMAWanh thoОценок пока нет
- 163 Gmaw Zug Asme (Sri Supatmi 3g) WPQДокумент4 страницы163 Gmaw Zug Asme (Sri Supatmi 3g) WPQMuhammad Fitransyah Syamsuar PutraОценок пока нет
- Welding AND NDT Purposed Format: FORM QW-484 A ASME IX-Welder Performance Qualification (WPQ)Документ1 страницаWelding AND NDT Purposed Format: FORM QW-484 A ASME IX-Welder Performance Qualification (WPQ)Mohammad Mehdi Jafari100% (2)
- Welding Proposed Pwps For Our Jubail WorkДокумент2 страницыWelding Proposed Pwps For Our Jubail WorkAlam MD Sazid100% (1)
- WPSДокумент6 страницWPSYASH BARDHAN SinghОценок пока нет
- Welding Procedure Specification (WPS) : Supporting PQR 01Документ2 страницыWelding Procedure Specification (WPS) : Supporting PQR 01duyanhОценок пока нет
- Alum 6xxx PwpsДокумент1 страницаAlum 6xxx PwpsAbu Zahid100% (1)
- WPSДокумент2 страницыWPSAlam MD Sazid100% (1)
- WPS-PQR (Er309l Mo)Документ4 страницыWPS-PQR (Er309l Mo)Hamza Nouman0% (1)
- WOPQ Form English1Документ2 страницыWOPQ Form English1oaperuchenaОценок пока нет
- QW 483Документ2 страницыQW 483delta lab sangliОценок пока нет
- 004 Gtaw P5aДокумент16 страниц004 Gtaw P5aMuhammad Fitransyah Syamsuar Putra100% (1)
- Aws 001Документ1 страницаAws 001akshay sarfareОценок пока нет
- PQR Sample PrintoutДокумент2 страницыPQR Sample PrintoutDhewo Rachmad Yansyah100% (3)
- WPS 316 L PDFДокумент4 страницыWPS 316 L PDFIrinaОценок пока нет
- 193 Gmaw Zug Asme (Andhika Rolando 3g) WPQДокумент1 страница193 Gmaw Zug Asme (Andhika Rolando 3g) WPQMuhammad Fitransyah Syamsuar PutraОценок пока нет
- PQR / WPQ Witness Report: Weld Layer (S) Welding Process Electrode Current Voltag e Travel Speed Dia. Class Polarity AmpДокумент1 страницаPQR / WPQ Witness Report: Weld Layer (S) Welding Process Electrode Current Voltag e Travel Speed Dia. Class Polarity AmpSatish KeskarОценок пока нет
- Wps Aws d1.1 NEWДокумент2 страницыWps Aws d1.1 NEWIkhy Tohepaly100% (1)
- WPS D1.6 Annex m1 PDFДокумент1 страницаWPS D1.6 Annex m1 PDFbollascribdОценок пока нет
- WPS - PQR (Sa516 GR.70)Документ4 страницыWPS - PQR (Sa516 GR.70)miltonangulomorrisОценок пока нет
- Wps Mma PipeДокумент2 страницыWps Mma PipeDimitris NikouОценок пока нет
- EFR-190719-PQR-01 - Shell Vertical-Horizontal PDFДокумент11 страницEFR-190719-PQR-01 - Shell Vertical-Horizontal PDFIonut FloricaОценок пока нет
- WPQ WeldCanada PDFДокумент1 страницаWPQ WeldCanada PDFAhmad DanielОценок пока нет
- Welding Procedure Specification (WPS) : FM-87 Issue - 01 Date: Feb, 12,2015 Page 1 of 2Документ2 страницыWelding Procedure Specification (WPS) : FM-87 Issue - 01 Date: Feb, 12,2015 Page 1 of 2tayyabОценок пока нет
- WPS & WPQR (Asme Section IX)Документ7 страницWPS & WPQR (Asme Section IX)Rizaldy PhoenksОценок пока нет
- WPS PQR A36.20Документ5 страницWPS PQR A36.20gchaves504100% (2)
- WPS Sitelca S002Документ2 страницыWPS Sitelca S002Jose Antonio GomezОценок пока нет
- ASME Code Section IX - QW-360: Weldingoperator - Performance - QualificationДокумент2 страницыASME Code Section IX - QW-360: Weldingoperator - Performance - QualificationAmit SharmaОценок пока нет
- Company Name Key Information Questions Answers File Reference Test Conducted On Reviews & ApprovalsДокумент11 страницCompany Name Key Information Questions Answers File Reference Test Conducted On Reviews & ApprovalsMAT-LIONОценок пока нет
- Qw-482 Welding Procedure Specification (WPS)Документ4 страницыQw-482 Welding Procedure Specification (WPS)Aldeline Sungahid100% (2)
- Piping WpsДокумент37 страницPiping WpsZulfokar FahdawiОценок пока нет
- WPS Format For AWS D1.1 - WPS - FCAWДокумент1 страницаWPS Format For AWS D1.1 - WPS - FCAWThe Welding Inspections CommunityОценок пока нет
- Wps Is 2062 GR B Butt-OkДокумент2 страницыWps Is 2062 GR B Butt-OkAnand Kesarkar33% (3)
- WPS Format For Asme Ix - Wps - Gtaw - OverlayДокумент1 страницаWPS Format For Asme Ix - Wps - Gtaw - OverlayThe Welding Inspections Community100% (1)
- WPS PQR PDFДокумент23 страницыWPS PQR PDFAhmad Daniel100% (1)
- Welding Procedure Specifications (WPS) : NMDC Nagarnar 2 MTPA Pellet Plant, Jagdalpur - 494001Документ2 страницыWelding Procedure Specifications (WPS) : NMDC Nagarnar 2 MTPA Pellet Plant, Jagdalpur - 494001neerajОценок пока нет
- Amrita Engineering Works: QW 483 Suggested Format For Pocedure Qualification Records (PQR)Документ3 страницыAmrita Engineering Works: QW 483 Suggested Format For Pocedure Qualification Records (PQR)Balkishan DyavanapellyОценок пока нет
- Welding Procedure Qualification Record: Shipyard LogoДокумент4 страницыWelding Procedure Qualification Record: Shipyard LogoGökhan TEZCAN100% (1)
- WPS-PQR Gmaw LtiДокумент2 страницыWPS-PQR Gmaw Ltibgonzalez198150% (2)
- WPSДокумент6 страницWPSNur Wijianto100% (1)
- Wps 316L Gtaw R00Документ3 страницыWps 316L Gtaw R00Richard Periyanayagam100% (3)
- Wps Magi Tig Exemple PDFДокумент6 страницWps Magi Tig Exemple PDFJaime PatrónОценок пока нет
- PT Kuwera Karya Me: PanduДокумент2 страницыPT Kuwera Karya Me: PanduGalang Pratama PutraОценок пока нет
- Qualified Welder List Valid Until - 03-12-2019Документ2 страницыQualified Welder List Valid Until - 03-12-2019csolanki6586100% (1)
- Limak/Sawaed Welding Procedure Specification (WPS) SWCC: (QW-402) (QW-407)Документ2 страницыLimak/Sawaed Welding Procedure Specification (WPS) SWCC: (QW-402) (QW-407)Alam MD SazidОценок пока нет
- WPS - 025Документ4 страницыWPS - 025MAT-LIONОценок пока нет
- For Fillet Weld Joint Project:Production ManifoldДокумент1 страницаFor Fillet Weld Joint Project:Production Manifoldabdallah ahmed50% (2)
- Ilcs-Smaw-D1.3-Deck (G) WPSДокумент3 страницыIlcs-Smaw-D1.3-Deck (G) WPSRoss100% (1)
- P-WPS 135 - MAG (GR 316)Документ9 страницP-WPS 135 - MAG (GR 316)Tarun PatelОценок пока нет
- WC9Документ5 страницWC9Suresh KrishnanОценок пока нет
- PQR A106 HAL-1Документ1 страницаPQR A106 HAL-1Budi Setia RahmanОценок пока нет
- (P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewДокумент4 страницы(P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewBIIS QAQC Babu SivaОценок пока нет
- 37507022-WPS-PQR-SS-316 LДокумент5 страниц37507022-WPS-PQR-SS-316 LVarun Malhotra100% (5)
- Mobile Crane, Hydra Planning & Risk Assessment Checklist: Plant/AreaДокумент1 страницаMobile Crane, Hydra Planning & Risk Assessment Checklist: Plant/AreaDeepu ChandranОценок пока нет
- Time and Work 30 QuestionsДокумент5 страницTime and Work 30 QuestionsDeepu ChandranОценок пока нет
- 300 Copy Gas Cutting Daily Check ListДокумент3 страницы300 Copy Gas Cutting Daily Check ListDeepu ChandranОценок пока нет
- Tools & Tackles Monthly InspectionДокумент4 страницыTools & Tackles Monthly InspectionDeepu ChandranОценок пока нет
- Sharp Tanks & Structurals (P) LTD Drinking Water Tank - : J3 Project - ZRTFДокумент3 страницыSharp Tanks & Structurals (P) LTD Drinking Water Tank - : J3 Project - ZRTFDeepu ChandranОценок пока нет
- 100 Copy Scaffolding Erection Check ListДокумент4 страницы100 Copy Scaffolding Erection Check ListDeepu Chandran100% (1)
- STA Audit Format-EditableДокумент1 страницаSTA Audit Format-EditableDeepu ChandranОценок пока нет
- Sharptank - PF ECR September-16Документ11 страницSharptank - PF ECR September-16Deepu ChandranОценок пока нет
- Sts-Sez HC Ra 2Документ17 страницSts-Sez HC Ra 2Deepu ChandranОценок пока нет
- Fabrication Yard LayoutДокумент1 страницаFabrication Yard LayoutDeepu ChandranОценок пока нет
- Panit Tye: SL No Tank No Descrption First Coat Intermediate CoatДокумент2 страницыPanit Tye: SL No Tank No Descrption First Coat Intermediate CoatDeepu ChandranОценок пока нет
- RT SummaryДокумент130 страницRT SummaryDeepu ChandranОценок пока нет
- 56 Requist Validation MTTДокумент3 страницы56 Requist Validation MTTDeepu ChandranОценок пока нет
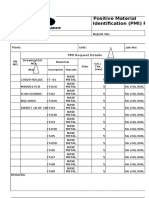
- Reliance: Positive Material Identification (PMI) ReportДокумент16 страницReliance: Positive Material Identification (PMI) ReportDeepu ChandranОценок пока нет
- Gas Purging Optimises Root WeldsДокумент4 страницыGas Purging Optimises Root WeldsDeepu ChandranОценок пока нет
- Pneumatic Test ProcedureДокумент7 страницPneumatic Test ProcedureDeepu ChandranОценок пока нет
- Pe 04 502: Design of Machine Elements: ObjectivesДокумент2 страницыPe 04 502: Design of Machine Elements: ObjectivesDeepu ChandranОценок пока нет
- Mechanical Engineering Full Syllabus - Kerala UniversityДокумент182 страницыMechanical Engineering Full Syllabus - Kerala UniversityNanda KumarОценок пока нет
- In Dis Pen Sa Ble/ Indi SpensəbəlДокумент1 страницаIn Dis Pen Sa Ble/ Indi SpensəbəlDeepu ChandranОценок пока нет
- Welding Chart For Filler Wire & Electrode - 230521 - 164903Документ3 страницыWelding Chart For Filler Wire & Electrode - 230521 - 164903cengiz88Оценок пока нет
- Door & WindowДокумент1 страницаDoor & WindowAMIT KUMARОценок пока нет
- B670 07 PDFДокумент4 страницыB670 07 PDFedrОценок пока нет
- AISI 4130 Alloy Steel (UNS G41300) : Chemical CompositionДокумент2 страницыAISI 4130 Alloy Steel (UNS G41300) : Chemical CompositionALEX MURPHYОценок пока нет
- Sae As 81820-4B 2007 (En)Документ4 страницыSae As 81820-4B 2007 (En)Oh No PotatoОценок пока нет
- Effectiveness - Conformal - Coatings - Preventing - Resistor - Silver - Sulfide Corrosion - SmtaДокумент8 страницEffectiveness - Conformal - Coatings - Preventing - Resistor - Silver - Sulfide Corrosion - SmtaTin NguyenОценок пока нет
- Selkie Install StandardДокумент4 страницыSelkie Install StandardAva LeeОценок пока нет
- En1011 5Документ14 страницEn1011 5Mohammad LavasaniОценок пока нет
- Quality PolicyДокумент4 страницыQuality PolicyUmeshОценок пока нет
- 9 Different Types of Welding Processes & Their AdvantagesДокумент14 страниц9 Different Types of Welding Processes & Their AdvantagesMohamedОценок пока нет
- Product Manual: BarrettДокумент52 страницыProduct Manual: Barrettbrajendra1020Оценок пока нет
- Study of Steel Hardness Effect On The Abrasive Wear ResistanceДокумент7 страницStudy of Steel Hardness Effect On The Abrasive Wear ResistanceArslan Zulfiqar AhmedОценок пока нет
- Eaton Weatherhead Fluid Conveyance Master CatalogДокумент631 страницаEaton Weatherhead Fluid Conveyance Master CatalogKeron TrotzОценок пока нет
- Shielded Metal Arc Welding (SMAW) : Worksheet, Week 4Документ6 страницShielded Metal Arc Welding (SMAW) : Worksheet, Week 4Zergie M. ZapantaОценок пока нет
- Norton Abrasive Solutions-Gear IndustryДокумент36 страницNorton Abrasive Solutions-Gear IndustryJItesh PAtilОценок пока нет
- MT1-A22 Blank CNC Lathe Process SheetДокумент1 страницаMT1-A22 Blank CNC Lathe Process SheetniroОценок пока нет
- Typical Casting DefectsДокумент16 страницTypical Casting DefectsSeah Ying ZhiОценок пока нет
- Microstructure of A Lead-Tin AlloyДокумент55 страницMicrostructure of A Lead-Tin AlloyThaya GanapathyОценок пока нет
- OM 80669C R6 Safety-Multi PDFДокумент362 страницыOM 80669C R6 Safety-Multi PDFKaro LisОценок пока нет
- Duplex Stainless Steel 329 or 1.4460 PDFДокумент2 страницыDuplex Stainless Steel 329 or 1.4460 PDFtien100% (1)
- Aalterpaint - Apecoat Primer E81 - enДокумент3 страницыAalterpaint - Apecoat Primer E81 - enAnitha Grey'sОценок пока нет
- Workshop Practice: Course Code: Btmp101-18Документ12 страницWorkshop Practice: Course Code: Btmp101-18Dhiraj DhimanОценок пока нет
- STR654 - Lecture 1a 2022Документ6 страницSTR654 - Lecture 1a 2022Amr MohamedОценок пока нет
- Equilibrium Exam QuestionsДокумент58 страницEquilibrium Exam QuestionsMadi B100% (1)
- Equipment DetailsДокумент33 страницыEquipment DetailsSaif Siddiqui100% (1)
- Carbide Inserts Wear Failure ModesДокумент7 страницCarbide Inserts Wear Failure ModesJo MarbeОценок пока нет
- Electrolysis HLДокумент34 страницыElectrolysis HLRyan BoukaaОценок пока нет
- Ptfe Slide PlateДокумент2 страницыPtfe Slide PlateLovebinОценок пока нет
- Spider Glass Detail BrochureДокумент10 страницSpider Glass Detail BrochureAbhishek Sanjay Shinde100% (3)
- The Importance of Welding Electrode FluxДокумент105 страницThe Importance of Welding Electrode FluxAnnamalai Ram JGCОценок пока нет