Вам также может понравиться
- Manual Steel FramingДокумент241 страницаManual Steel FramingAndres Suarez100% (1)
- Catalogo TOKITSДокумент43 страницыCatalogo TOKITSCristian Exequiel CarbajalОценок пока нет
- MC401 - Elementos de Maquina - Clases de Todo El CicloДокумент122 страницыMC401 - Elementos de Maquina - Clases de Todo El CicloRubensaiD94% (16)
- Diagramas de Control EstadisticoДокумент18 страницDiagramas de Control EstadisticoJaime Alejandro Ninco MedinaОценок пока нет
- Previo Lab 6 Circuitos ElectricosДокумент5 страницPrevio Lab 6 Circuitos ElectricosLuis Antonio Chambizea FloresОценок пока нет
- Propiedades Mecanicas RESTДокумент84 страницыPropiedades Mecanicas RESTLuis Antonio Chambizea FloresОценок пока нет
- Presentacion Control de CalidadДокумент51 страницаPresentacion Control de CalidadCexar ArriolaОценок пока нет
- Calculo de Los Pesos de Los TanquesДокумент11 страницCalculo de Los Pesos de Los TanquesLuis Antonio Chambizea FloresОценок пока нет
- Problemática EstudiantilДокумент2 страницыProblemática EstudiantilLuis Antonio Chambizea FloresОценок пока нет
- mc112 METALOGRAFIAДокумент19 страницmc112 METALOGRAFIALuis Antonio Chambizea FloresОценок пока нет
- Parte IIДокумент14 страницParte IILuis Antonio Chambizea FloresОценок пока нет
- Informe 3 FISICAДокумент12 страницInforme 3 FISICALuis Antonio Chambizea FloresОценок пока нет
- Informe 6Документ11 страницInforme 6Luis Antonio Chambizea FloresОценок пока нет
- Laminado de AluminioДокумент1 страницаLaminado de AluminioLuis Antonio Chambizea FloresОценок пока нет
- Lab 4 Fisica 2Документ16 страницLab 4 Fisica 2Luis Antonio Chambizea FloresОценок пока нет
- Teoria SoldaduraДокумент21 страницаTeoria SoldaduraLuis Antonio Chambizea FloresОценок пока нет
- NoGNoL V4Документ175 страницNoGNoL V4Pablo Agustin CordobaОценок пока нет
- Practica Calculo IntegralДокумент5 страницPractica Calculo IntegralLuis Antonio Chambizea Flores100% (1)
- mc112 METALOGRAFIAДокумент19 страницmc112 METALOGRAFIALuis Antonio Chambizea FloresОценок пока нет
- Fisica 1Документ1 страницаFisica 1Luis Antonio Chambizea FloresОценок пока нет
- Formato Expo IndividualДокумент1 страницаFormato Expo IndividualLuis Antonio Chambizea FloresОценок пока нет
- Informe 4 QuimicaДокумент8 страницInforme 4 QuimicaLuis Antonio Chambizea FloresОценок пока нет
- Datos de LaboДокумент3 страницыDatos de LaboLuis Antonio Chambizea FloresОценок пока нет
- ObjetivosДокумент1 страницаObjetivosLuis Antonio Chambizea FloresОценок пока нет
- Informe 4 QuimicaДокумент8 страницInforme 4 QuimicaLuis Antonio Chambizea FloresОценок пока нет
- Cuestionario Quimica Practica 2Документ3 страницыCuestionario Quimica Practica 2Luis Antonio Chambizea FloresОценок пока нет
- Estructura Atomica y Reacciones NuclearesДокумент99 страницEstructura Atomica y Reacciones NuclearesLuis Antonio Chambizea FloresОценок пока нет
- Sesión 3Документ22 страницыSesión 3Luis Antonio Chambizea FloresОценок пока нет
- Cuestionario Quimica Practica 2Документ3 страницыCuestionario Quimica Practica 2Luis Antonio Chambizea FloresОценок пока нет
- Algebra LinealДокумент5 страницAlgebra LinealJuma Aluseon VonerfallОценок пока нет
- Circuito Transitorio de 1er y 2do OrdenДокумент5 страницCircuito Transitorio de 1er y 2do OrdenLuis Antonio Chambizea FloresОценок пока нет
- Electrodos de Pozos PetrolerosДокумент24 страницыElectrodos de Pozos PetrolerosRuben Dario Mamani ArellanoОценок пока нет
- Pgu-Cl-Gsm-Sso-022-Es OsgmДокумент8 страницPgu-Cl-Gsm-Sso-022-Es OsgmSaul Gomez MansillaОценок пока нет
- Colados en Molde DuroДокумент14 страницColados en Molde DuroLuis Lamar RiveraОценок пока нет
- INSPECTOR ESTANDAR 003 Glosario 5GДокумент7 страницINSPECTOR ESTANDAR 003 Glosario 5GMachaditoОценок пока нет
- El OsmioДокумент5 страницEl OsmioEder León PeraltaОценок пока нет
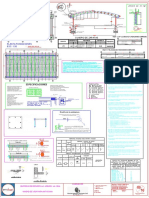
- Estructural Plano 9 de 16Документ1 страницаEstructural Plano 9 de 16williamОценок пока нет
- Acero LaminadoДокумент30 страницAcero LaminadoDavid Secko GonzalesОценок пока нет
- 8.9 Transformacion A Perlita y BainitaДокумент2 страницы8.9 Transformacion A Perlita y BainitayacklynОценок пока нет
- Plano Ensamble Esmeril PDFДокумент1 страницаPlano Ensamble Esmeril PDFJulian Camilo Rojas VillamilОценок пока нет
- Unidad 01 - Construcciones Metálicas y de Maderas UTN FRTДокумент32 страницыUnidad 01 - Construcciones Metálicas y de Maderas UTN FRTMatías RealesОценок пока нет
- 20 Acero Perfiles L 1036-2003Документ20 страниц20 Acero Perfiles L 1036-2003Luis LuqueОценок пока нет
- GIPEM U1 Polete Hernandez ACДокумент8 страницGIPEM U1 Polete Hernandez ACPaulette HGОценок пока нет
- Informe de Moldeo y ColadaДокумент22 страницыInforme de Moldeo y ColadakevinОценок пока нет
- Cap 1 Introduccion Al Diseño Estructural DL AceroДокумент25 страницCap 1 Introduccion Al Diseño Estructural DL AceroErnesto Rey SalomónОценок пока нет
- 2013 ASME para Calderas y Recipientes A PresiónДокумент17 страниц2013 ASME para Calderas y Recipientes A PresiónLau MarcОценок пока нет
- Planificacion Y Diseño de Minas Subterraneas: Dr. Rafael BarrionuevoДокумент0 страницPlanificacion Y Diseño de Minas Subterraneas: Dr. Rafael BarrionuevoChristian CRОценок пока нет
- Meta QuimicaДокумент21 страницаMeta QuimicaDavid Quispe HuamaniОценок пока нет
- Extraccion Del TitanioДокумент5 страницExtraccion Del TitanioMaría José CarrilloОценок пока нет
- Preguntas para El ExamenДокумент5 страницPreguntas para El ExamenMilagro Gisselle Vasquez GutierrezОценок пока нет
- Metraflex Manguera Y Malla PDFДокумент24 страницыMetraflex Manguera Y Malla PDFJavier Castro SánchezОценок пока нет
- RecocidoДокумент13 страницRecocidoSamuel SalazarОценок пока нет
- Tabla Pesos Secciones Metálicas-1-10Документ10 страницTabla Pesos Secciones Metálicas-1-10joedryОценок пока нет
- Tema 08 - Estructura de Las Uniones SoldadasДокумент111 страницTema 08 - Estructura de Las Uniones SoldadasElmar Cuellar0% (1)
- Diagramas-2Документ7 страницDiagramas-2mariaОценок пока нет
- Catalogo Muebles PDFДокумент634 страницыCatalogo Muebles PDFCami ArriettoОценок пока нет
- TESA Cerraduras MetalicasДокумент40 страницTESA Cerraduras MetalicasdeusestomniaОценок пока нет
- Preguntas de Química InorgánicaДокумент4 страницыPreguntas de Química InorgánicaRichardEchОценок пока нет
- Proyecto Final Resistencia de Los MaterialesДокумент10 страницProyecto Final Resistencia de Los Materialesdaniel0% (1)