Вам также может понравиться
- Brake Pad Performance Characteristic Assessment MethodsДокумент13 страницBrake Pad Performance Characteristic Assessment MethodsGabriel AgyemangОценок пока нет
- Aramid Fibre Brake PadДокумент9 страницAramid Fibre Brake PadKush MaheshwariОценок пока нет
- Characterization of Friction Material Formulations For Brake PadДокумент5 страницCharacterization of Friction Material Formulations For Brake PadacardonОценок пока нет
- Banana Peel Powder Brake PadsДокумент10 страницBanana Peel Powder Brake PadsPratishth SharmaОценок пока нет
- D 2983 - 04 Low ViscozityДокумент13 страницD 2983 - 04 Low ViscozityCorina StanculescuОценок пока нет
- +metkon Micracut 200-s Operation and Instruction Manual Mt22-00Документ41 страница+metkon Micracut 200-s Operation and Instruction Manual Mt22-00Ahmet AdalıОценок пока нет
- Volatile Content of Coatings: Standard Test Method ForДокумент3 страницыVolatile Content of Coatings: Standard Test Method ForramakantОценок пока нет
- Aral Vitam DE 32: Hydraulic Oil HLP-D TypeДокумент2 страницыAral Vitam DE 32: Hydraulic Oil HLP-D Typebiomedica100% (1)
- SPEC 22N ThrusterДокумент72 страницыSPEC 22N ThrusterDavid EstevesОценок пока нет
- ASTM G 9-07 Standard Test Method For Water Penetration Into Pipeline Coatings1Документ4 страницыASTM G 9-07 Standard Test Method For Water Penetration Into Pipeline Coatings1daempi100% (1)
- Low-Temperature Viscosity of Automotive Fluid Lubricants Measured by Brookfield ViscometerДокумент9 страницLow-Temperature Viscosity of Automotive Fluid Lubricants Measured by Brookfield ViscometerPhạm Hoàng Ái LệОценок пока нет
- Accelerated Weathering Test Conditions and Procedures For Bituminous Materials (Fluorescent UV, Water Spray, and Condensation Method)Документ3 страницыAccelerated Weathering Test Conditions and Procedures For Bituminous Materials (Fluorescent UV, Water Spray, and Condensation Method)Satya kaliprasad vangaraОценок пока нет
- Iso 2285Документ13 страницIso 2285Selçuk Tosun100% (1)
- HGIДокумент4 страницыHGIMutiara Dwi SeptianiОценок пока нет
- Zintek 200 Spec SheetДокумент6 страницZintek 200 Spec SheetellisforheroesОценок пока нет
- D 1823 - 95 - Rde4mjmtotuДокумент3 страницыD 1823 - 95 - Rde4mjmtotujamaljamal20Оценок пока нет
- TX 500 PresentationДокумент9 страницTX 500 PresentationRidho Muhammad AlattasОценок пока нет
- ASTM D1015-04 - Freezing PointДокумент10 страницASTM D1015-04 - Freezing PointKamruzaman MiahОценок пока нет
- HEMPEL'S URETHANE 5595U High Gloss Protective CoatingДокумент2 страницыHEMPEL'S URETHANE 5595U High Gloss Protective CoatingFreddy Carl FredricksenОценок пока нет
- Handbook PolymeДокумент9 страницHandbook PolymeTrùm Dầu Mỏ BkОценок пока нет
- FP - EN - GreenFlux 200 - BB - 1014 - 1Документ1 страницаFP - EN - GreenFlux 200 - BB - 1014 - 1tribolas100% (1)
- Millennium Excalibur v3 0Документ3 страницыMillennium Excalibur v3 0caobanguyenОценок пока нет
- Inorganic Chemical IndustryДокумент91 страницаInorganic Chemical IndustryOgunranti RasaqОценок пока нет
- ASTM D 3156 - 96 (Reapproved 2001) Rubber-Chromatographic Analysis of AntidegradantsДокумент5 страницASTM D 3156 - 96 (Reapproved 2001) Rubber-Chromatographic Analysis of Antidegradantsalin2005Оценок пока нет
- Nitrosamine Generating Accelerators in Curing of RubberДокумент3 страницыNitrosamine Generating Accelerators in Curing of RubberkarlosmpОценок пока нет
- Xep05 IntДокумент26 страницXep05 IntSyed Osaid ul HaqОценок пока нет
- SAEJ101 V 001Документ10 страницSAEJ101 V 001Marcos Verissimo Juca de PaulaОценок пока нет
- D 1817 - 01 - Rde4mtcДокумент3 страницыD 1817 - 01 - Rde4mtcDr. Ahmed Abdel-HakimОценок пока нет
- Stanhope Seta Product Catalogue 2010 72Документ180 страницStanhope Seta Product Catalogue 2010 72Reinaldo Alexandre Fonseca100% (3)
- Procedures of Test For Cellular and Related Materials Determination of Resistance To Heat AgingДокумент3 страницыProcedures of Test For Cellular and Related Materials Determination of Resistance To Heat AginglrobertothОценок пока нет
- Transition Temperatures of Polymers by Differential Scanning CalorimetryДокумент5 страницTransition Temperatures of Polymers by Differential Scanning CalorimetryRichardN55Оценок пока нет
- Wet Gas MeterДокумент4 страницыWet Gas MeterFareez JamaliОценок пока нет
- Catalog: User Manual of The Maxtest - ExeДокумент68 страницCatalog: User Manual of The Maxtest - Exehugo mamaniОценок пока нет
- E432-91 Guía Estándar para La Selección de Un Método de Prueba de FugasДокумент3 страницыE432-91 Guía Estándar para La Selección de Un Método de Prueba de Fugasfredy lopezОценок пока нет
- XRF XEPOS Basic Operation Procedure PDFДокумент8 страницXRF XEPOS Basic Operation Procedure PDFCalyle DIОценок пока нет
- Performing A Parametric Brake Squeal Analysis in Ansys WB and Optislang 569ff01c1de92Документ91 страницаPerforming A Parametric Brake Squeal Analysis in Ansys WB and Optislang 569ff01c1de92Jitendra ItankarОценок пока нет
- BS en 16001-2009 White PaperДокумент4 страницыBS en 16001-2009 White Paperkaushal_sutariaОценок пока нет
- Astm D1238 20Документ17 страницAstm D1238 20faisalОценок пока нет
- Ece R43Документ202 страницыEce R43Paula Alva50% (2)
- InterДокумент5 страницInterChoon Zhe ShyiОценок пока нет
- ASTMD937-97 PetrolatumДокумент2 страницыASTMD937-97 Petrolatuminfinity1200100% (1)
- ASTM D 529 - 00 Enclosed Carbon-Arc Exposures of Bituminous MaterialsДокумент3 страницыASTM D 529 - 00 Enclosed Carbon-Arc Exposures of Bituminous Materialsalin2005Оценок пока нет
- GORE Automotive Vents Exterior Lighting Datasheet ENДокумент4 страницыGORE Automotive Vents Exterior Lighting Datasheet ENAaron HuangОценок пока нет
- Is Iso 8655 7 2005Документ27 страницIs Iso 8655 7 2005sergiogrio2011Оценок пока нет
- 3 6077 RTVДокумент2 страницы3 6077 RTVgkretroОценок пока нет
- Liquid-in-Glass ASTM Thermometers With Low-Hazard Precision LiquidsДокумент18 страницLiquid-in-Glass ASTM Thermometers With Low-Hazard Precision LiquidsGerlin BarriosОценок пока нет
- D4940 15 (Reapproved 2020) REDДокумент3 страницыD4940 15 (Reapproved 2020) REDcarlos_k1555alejo100% (1)
- Gso Oiml R121 2007 eДокумент11 страницGso Oiml R121 2007 eMiguel Angel Pacahuala Cristobal0% (1)
- An Introduction To FerrographyДокумент37 страницAn Introduction To FerrographyArun V NairОценок пока нет
- Fineness TestДокумент25 страницFineness TestlailaОценок пока нет
- Ic-0014 Kit Refrifluid B Uc-0020-1700 (En)Документ2 страницыIc-0014 Kit Refrifluid B Uc-0020-1700 (En)Lluis Cuevas EstradaОценок пока нет
- Inst - OP TD V3.05 Rev.1 PDFДокумент57 страницInst - OP TD V3.05 Rev.1 PDFshri_palaniОценок пока нет
- 12-Piller-Energy Savings Via Steam RegenerationДокумент16 страниц12-Piller-Energy Savings Via Steam RegenerationAndrew Xuguoming100% (1)
- D6343-14 Standard Test Methods For Thin Thermally Conductive Solid Materials For Electrical Insulation and Dielectric ApplicationsДокумент5 страницD6343-14 Standard Test Methods For Thin Thermally Conductive Solid Materials For Electrical Insulation and Dielectric Applicationsjose floresОценок пока нет
- SES - Plastics Testing & CharacterizationДокумент8 страницSES - Plastics Testing & CharacterizationSES_CincinnatiОценок пока нет
- Solvent Selection GuideДокумент17 страницSolvent Selection GuideNajuma Abdul RazackОценок пока нет
- Oiml TC17 SC2 N3 2007Документ25 страницOiml TC17 SC2 N3 2007acanis1016Оценок пока нет
- Sae J 400 PDFДокумент11 страницSae J 400 PDFTiago Souza50% (2)
- Sae J 400Документ11 страницSae J 400Luis PaletoОценок пока нет
- Saej 2800 V 001Документ5 страницSaej 2800 V 001kyletgerberОценок пока нет
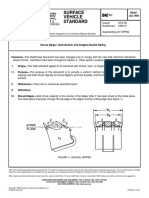
- Surface Vehicle Standard: Issued JUN2005Документ6 страницSurface Vehicle Standard: Issued JUN2005Leonardo Gonçalves GomideОценок пока нет
- Surface Vehicle Standard: Rev. AUG2005Документ58 страницSurface Vehicle Standard: Rev. AUG2005Leonardo Gonçalves GomideОценок пока нет
- Surface Vehicle Standard: Rev. JUN2004Документ9 страницSurface Vehicle Standard: Rev. JUN2004Leonardo Gonçalves GomideОценок пока нет
- Surface Vehicle / Aerospace Recommended Practice: ForewordДокумент183 страницыSurface Vehicle / Aerospace Recommended Practice: ForewordLeonardo Gonçalves GomideОценок пока нет
- Surface Vehicle Standard: Rev. MAY2004Документ13 страницSurface Vehicle Standard: Rev. MAY2004Leonardo Gonçalves GomideОценок пока нет
- Surface Vehicle Standard: 1. ScopeДокумент9 страницSurface Vehicle Standard: 1. ScopeGlauco SantosОценок пока нет
- AGMA 925-A03 - Effect of Lubrification On Gear Surface Distress PDFДокумент58 страницAGMA 925-A03 - Effect of Lubrification On Gear Surface Distress PDFAnonymous uL3JlWfh100% (6)
- Surface Vehicle StandardДокумент5 страницSurface Vehicle StandardLeonardo Gonçalves GomideОценок пока нет
- Surface Vehicle Standard: 400 Commonwealth Drive, Warrendale, PA 15096-0001Документ9 страницSurface Vehicle Standard: 400 Commonwealth Drive, Warrendale, PA 15096-0001Leonardo Gonçalves GomideОценок пока нет
- SAE TSB002 Dated 6-1992 SAE Technical ReportsДокумент10 страницSAE TSB002 Dated 6-1992 SAE Technical ReportsRamirez IndelebleОценок пока нет
- Astm A 99 - 03Документ3 страницыAstm A 99 - 03Er WidodoОценок пока нет
- Surface Vehicle Recommended Practice: Rev. APR2002Документ25 страницSurface Vehicle Recommended Practice: Rev. APR2002Leonardo Gonçalves GomideОценок пока нет
- Technical Standards Board Standard: Rev. MAY1999Документ39 страницTechnical Standards Board Standard: Rev. MAY1999wilian_coelho3309Оценок пока нет
- A 100 - 04 Ferrosilicon PDFДокумент6 страницA 100 - 04 Ferrosilicon PDFEr Widodo100% (1)
- Saeja1010 1v001Документ108 страницSaeja1010 1v001Leonardo Gonçalves GomideОценок пока нет
- Surface Vehicle StandardДокумент6 страницSurface Vehicle StandardLeonardo Gonçalves GomideОценок пока нет
- Surface Vehicle Recommended Practice: Rev. DEC2004Документ5 страницSurface Vehicle Recommended Practice: Rev. DEC2004Leonardo Gonçalves GomideОценок пока нет
- Surface Vehicle Recommended Practice: Reaf. MAY2000Документ10 страницSurface Vehicle Recommended Practice: Reaf. MAY2000Leonardo Gonçalves GomideОценок пока нет
- Sae J56-1999Документ7 страницSae J56-1999NastyОценок пока нет
- Surface Vehicle StandardДокумент4 страницыSurface Vehicle StandardRobson GomesОценок пока нет
- Seamless Medium-Carbon Steel Boiler and Superheater Tubes: Standard Specification ForДокумент3 страницыSeamless Medium-Carbon Steel Boiler and Superheater Tubes: Standard Specification ForJuan Pablo BautistaОценок пока нет
- Industrial Lubricant Standard: Issued JAN2002Документ15 страницIndustrial Lubricant Standard: Issued JAN2002Leonardo Gonçalves GomideОценок пока нет
- Expanded Welded and Silver Brazed Socket Joints For Pipe and TubeДокумент5 страницExpanded Welded and Silver Brazed Socket Joints For Pipe and TubeLeonardo Gonçalves GomideОценок пока нет
- Surface Vehicle Standard: 400 Commonwealth Drive, Warrendale, PA 15096-0001Документ5 страницSurface Vehicle Standard: 400 Commonwealth Drive, Warrendale, PA 15096-0001Leonardo Gonçalves GomideОценок пока нет
- Door Fittings, For Watertight /gastight /airtight, Weathertight, and Non-Tight Doors, For Marine UseДокумент7 страницDoor Fittings, For Watertight /gastight /airtight, Weathertight, and Non-Tight Doors, For Marine UseLeonardo Gonçalves GomideОценок пока нет
- Cleats, Welded Horn Type: Standard Specification ForДокумент3 страницыCleats, Welded Horn Type: Standard Specification ForLeonardo Gonçalves GomideОценок пока нет
- Expanded Welded and Silver Brazed Socket Joints For Pipe and TubeДокумент5 страницExpanded Welded and Silver Brazed Socket Joints For Pipe and TubeLeonardo Gonçalves GomideОценок пока нет
- Dehumidifier, Shipboard, Mechanically Refrigerated, Self-ContainedДокумент4 страницыDehumidifier, Shipboard, Mechanically Refrigerated, Self-ContainedLeonardo Gonçalves GomideОценок пока нет
- Saej 2119 V 002Документ6 страницSaej 2119 V 002Leonardo Gonçalves GomideОценок пока нет
- Expanded-Metal Doors: Standard Specification ForДокумент7 страницExpanded-Metal Doors: Standard Specification ForLeonardo Gonçalves GomideОценок пока нет
- Manual CastingДокумент64 страницыManual CastingDjRacksОценок пока нет
- 28 2001 04 0007Документ1 страница28 2001 04 0007Fernando FanteОценок пока нет
- Barrett Firearms - REC10 - Operators Manual 8.5x5.5 ALL REVB 17278Документ22 страницыBarrett Firearms - REC10 - Operators Manual 8.5x5.5 ALL REVB 17278Ricardo C TorresОценок пока нет
- The UFO MonthlyДокумент21 страницаThe UFO MonthlySAB78Оценок пока нет
- Khalid DL 01 ProfileДокумент2 страницыKhalid DL 01 ProfileRipunjay MishraОценок пока нет
- Sea Cucumber PDFДокумент171 страницаSea Cucumber PDFRebeccaSulivanОценок пока нет
- Co2 OrderДокумент2 страницыCo2 OrderRamakant PatelОценок пока нет
- Sri Lanka's Mineral Resources Can Enrich Country's CoffersДокумент139 страницSri Lanka's Mineral Resources Can Enrich Country's CoffersPrashan Francis100% (3)
- SoalДокумент2 страницыSoalmaria_diyah4312Оценок пока нет
- Yamaha TT600RE Service ManualДокумент382 страницыYamaha TT600RE Service ManualStefan30393% (14)
- Olympian Generator Brochure 26-200 KvaДокумент7 страницOlympian Generator Brochure 26-200 KvaJawad RazaОценок пока нет
- Rom BlonДокумент8 страницRom BlonCharlesJustin AyunonОценок пока нет
- EV1116 Manual 146251999-4DДокумент32 страницыEV1116 Manual 146251999-4Danitha ferryОценок пока нет
- Zip Grade 100 Question V2Документ1 страницаZip Grade 100 Question V2Jesus Daniel Anaya AlvaradoОценок пока нет
- Outotec: Managing Talent Globally With Successfactors® SolutionsДокумент3 страницыOutotec: Managing Talent Globally With Successfactors® SolutionsxandaniОценок пока нет
- AbstractsДокумент224 страницыAbstractsFrankmerced Emerzon Farfan HuancaОценок пока нет
- Doctors Appointment - 4!14!17 Acid RefluxДокумент11 страницDoctors Appointment - 4!14!17 Acid RefluxRay Edwin Anderson IIIОценок пока нет
- JAN LOHFELDT vs. NEDBANK LTD - Cape Town High Court Judge Goliath (24.02.2014) & Judge Zondi (25.02.2014)Документ24 страницыJAN LOHFELDT vs. NEDBANK LTD - Cape Town High Court Judge Goliath (24.02.2014) & Judge Zondi (25.02.2014)willОценок пока нет
- SRWM M.PДокумент34 страницыSRWM M.PAmare BayeОценок пока нет
- Creative NonfictionДокумент11 страницCreative NonfictionRubelyn CagapeОценок пока нет
- LCA - Life Cycle AssessmentДокумент14 страницLCA - Life Cycle AssessmentBidisha Guha (Ms)Оценок пока нет
- (MITSUBISHI) Manual de Taller Mitsubishi Montero 2002Документ21 страница(MITSUBISHI) Manual de Taller Mitsubishi Montero 2002wnsdОценок пока нет
- Lynn Waterhouse - Critique On Multiple IntelligenceДокумент20 страницLynn Waterhouse - Critique On Multiple IntelligencenkrontirОценок пока нет
- Discourse on Colonialism and CivilizationДокумент48 страницDiscourse on Colonialism and CivilizationEmir özerОценок пока нет
- Finger Print Based Voting System For Rigging Free Governing SystemДокумент2 страницыFinger Print Based Voting System For Rigging Free Governing SystemArvind TilotiaОценок пока нет
- Common Sense Renewed R. C. ChristianДокумент276 страницCommon Sense Renewed R. C. Christianwarhed76100% (3)
- Case CX210B Mine Crawler Excavator Tier 3 Parts Manual PDFДокумент701 страницаCase CX210B Mine Crawler Excavator Tier 3 Parts Manual PDFJorge Martinez100% (3)
- Baobawon Island Seafood Capital Bless Amare Sunrise Resort Sam Niza Beach Resort Oklahoma Island Rafis Resort Inday-Inday Beach ResortДокумент42 страницыBaobawon Island Seafood Capital Bless Amare Sunrise Resort Sam Niza Beach Resort Oklahoma Island Rafis Resort Inday-Inday Beach ResortAmber WilsonОценок пока нет
- NSBI 2022-2023 FormsДокумент16 страницNSBI 2022-2023 FormsLove MaribaoОценок пока нет
- TDS - RheoFIT 762Документ2 страницыTDS - RheoFIT 762Alexi ALfred H. TagoОценок пока нет