Вам также может понравиться
- Operators Manual Tw60-2 8069521 Ver 1.5 Rev 06042021Документ108 страницOperators Manual Tw60-2 8069521 Ver 1.5 Rev 06042021tim winkelmanОценок пока нет
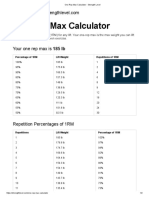
- Bench Press One Rep Max Calculator - Strength LevelДокумент2 страницыBench Press One Rep Max Calculator - Strength Leveltim winkelmanОценок пока нет
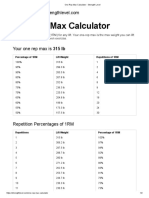
- Deadlift One Rep Max Calculator - Strength LevelДокумент2 страницыDeadlift One Rep Max Calculator - Strength Leveltim winkelmanОценок пока нет
- Operating Manual Contilube Ii Automatic Lubrication UnitДокумент24 страницыOperating Manual Contilube Ii Automatic Lubrication Unittim winkelman100% (1)
- Powerclean One Rep Max Calculator - Strength LevelДокумент2 страницыPowerclean One Rep Max Calculator - Strength Leveltim winkelmanОценок пока нет
- Miitay Press One Rep Max Calculator - Strength LevelДокумент2 страницыMiitay Press One Rep Max Calculator - Strength Leveltim winkelmanОценок пока нет
- Landing Gear HandoutДокумент4 страницыLanding Gear Handouttim winkelmanОценок пока нет
- HDE-264 User and Tech Manual - RD000461 - Rev AДокумент38 страницHDE-264 User and Tech Manual - RD000461 - Rev Atim winkelmanОценок пока нет
- TM 5-3805-291-23-1Документ1 520 страницTM 5-3805-291-23-1Advocate100% (1)
- Cat c15 Ecm Wiring DiagramДокумент13 страницCat c15 Ecm Wiring Diagramosboy97% (67)
- Monday, February 16, 2015,: George Washington Daisy Gatson Bates DayДокумент1 страницаMonday, February 16, 2015,: George Washington Daisy Gatson Bates Daytim winkelmanОценок пока нет
- Trailer Frame Types HandoutДокумент6 страницTrailer Frame Types Handouttim winkelmanОценок пока нет
- HDR 1994 en Complete NostatsДокумент136 страницHDR 1994 en Complete Nostatstim winkelmanОценок пока нет
- GAR15 Pocket SinhalaДокумент26 страницGAR15 Pocket Sinhalatim winkelmanОценок пока нет
- P 1220Документ149 страницP 1220tim winkelmanОценок пока нет
- Linde DriveSystems AM PDF PDFДокумент37 страницLinde DriveSystems AM PDF PDFtim winkelmanОценок пока нет
- DoleCode Sinhala 2011Документ26 страницDoleCode Sinhala 2011tim winkelmanОценок пока нет
- 2010 State Capitol ExhibitsДокумент2 страницы2010 State Capitol Exhibitstim winkelmanОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)