Вам также может понравиться
- IJERT-A Review Paper On 3D-Printing Aspects and Various Processes Used in The 3D-PrintingДокумент7 страницIJERT-A Review Paper On 3D-Printing Aspects and Various Processes Used in The 3D-PrintingGarapati MurarjiОценок пока нет
- I J E S R T: Nternational Ournal of Ngineering Ciences & Esearch EchnologyДокумент5 страницI J E S R T: Nternational Ournal of Ngineering Ciences & Esearch EchnologyGarapati MurarjiОценок пока нет
- I J E S R T: Nternational Ournal of Ngineering Ciences & Esearch EchnologyДокумент5 страницI J E S R T: Nternational Ournal of Ngineering Ciences & Esearch EchnologyGarapati MurarjiОценок пока нет
- Designe GearДокумент8 страницDesigne GearSaveli Paul FlorinОценок пока нет
- I J E S R T: Nternational Ournal of Ngineering Ciences & Esearch EchnologyДокумент5 страницI J E S R T: Nternational Ournal of Ngineering Ciences & Esearch EchnologyGarapati MurarjiОценок пока нет
- Is 7504 1995Документ30 страницIs 7504 1995socaugustoОценок пока нет
- A Comprehensive Study On 3D Printing Technology Investigation of Heat Storage Performance of A Solar Pond With P..Документ8 страницA Comprehensive Study On 3D Printing Technology Investigation of Heat Storage Performance of A Solar Pond With P..Garapati MurarjiОценок пока нет
- I J E S R T: Nternational Ournal of Ngineering Ciences & Esearch EchnologyДокумент5 страницI J E S R T: Nternational Ournal of Ngineering Ciences & Esearch EchnologyGarapati MurarjiОценок пока нет
- The Impact and Application of 3D Printing Technology: Related PapersДокумент6 страницThe Impact and Application of 3D Printing Technology: Related PapersGarapati MurarjiОценок пока нет
- 10.1 - Calculation of Strength For Spur and Helical Gears - TechnicalData - KGSTOCKGEARS PDFДокумент14 страниц10.1 - Calculation of Strength For Spur and Helical Gears - TechnicalData - KGSTOCKGEARS PDFChetan NeheteОценок пока нет
- Disclosure To Promote The Right To InformationДокумент8 страницDisclosure To Promote The Right To InformationGarapati MurarjiОценок пока нет
- Is 2535 1 2004 PDFДокумент12 страницIs 2535 1 2004 PDFMithun MohanОценок пока нет
- 10.1 - Calculation of Strength For Spur and Helical Gears - TechnicalData - KGSTOCKGEARS PDFДокумент14 страниц10.1 - Calculation of Strength For Spur and Helical Gears - TechnicalData - KGSTOCKGEARS PDFChetan NeheteОценок пока нет
- LIC STMTДокумент1 страницаLIC STMTEl Solo LoboОценок пока нет
- IS 2458 2001 (Vocabulary)Документ38 страницIS 2458 2001 (Vocabulary)Raji SuriОценок пока нет
- DIN 76-1-2004 Thread Run Outs and Thread Undercuts For ISO Metric ThreadsДокумент54 страницыDIN 76-1-2004 Thread Run Outs and Thread Undercuts For ISO Metric ThreadsMahender KumarОценок пока нет
- Is 2535 1 2004 PDFДокумент12 страницIs 2535 1 2004 PDFMithun MohanОценок пока нет
- Real-Time Cutting Tool Condition Monitoring in Milling1Документ13 страницReal-Time Cutting Tool Condition Monitoring in Milling1Garapati MurarjiОценок пока нет
- Disclosure To Promote The Right To InformationДокумент8 страницDisclosure To Promote The Right To InformationGarapati MurarjiОценок пока нет
- Kent Superb Product BrochureДокумент4 страницыKent Superb Product BrochureGarapati MurarjiОценок пока нет
- Water Heater: User GuideДокумент28 страницWater Heater: User GuideGarapati MurarjiОценок пока нет
- Is 7504 1995Документ30 страницIs 7504 1995socaugustoОценок пока нет
- Status of Collection of Assessed Contributions, Including Member States in Arrears in The Payment of Their Contributions To An Extent That Would Justify Invoking Article 7 of The ConstitutionДокумент2 страницыStatus of Collection of Assessed Contributions, Including Member States in Arrears in The Payment of Their Contributions To An Extent That Would Justify Invoking Article 7 of The ConstitutionGarapati MurarjiОценок пока нет
- Design of Plumbing Systems For Multi-Storey Buildings PDFДокумент14 страницDesign of Plumbing Systems For Multi-Storey Buildings PDFpequenita34100% (4)
- Chromium Carbide Coated On Cu RodДокумент12 страницChromium Carbide Coated On Cu RodGarapati MurarjiОценок пока нет
- Hindi Language Learning Through Telugu PDFДокумент4 страницыHindi Language Learning Through Telugu PDFrocky_pramod33% (3)
- Soldering, Brazing & Welding-A Manual of Techniques - D. PritchardДокумент150 страницSoldering, Brazing & Welding-A Manual of Techniques - D. PritchardDavid BogdanОценок пока нет
- Design of Flat Form ToolДокумент18 страницDesign of Flat Form ToolGarapati Murarji100% (1)
- 19 Kinematic System and Operations of Milling Machines.Документ23 страницы19 Kinematic System and Operations of Milling Machines.PRASAD326100% (5)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Dial IndicatorsДокумент42 страницыDial IndicatorsNaresh KesarkarОценок пока нет
- Chap07y atДокумент192 страницыChap07y atAulia Luqman LionarОценок пока нет
- Inderscience JORNAL101Документ17 страницInderscience JORNAL101Chandra Sekhar MishraОценок пока нет
- QC in Lab ChapterДокумент10 страницQC in Lab ChapterSasabilОценок пока нет
- SOP 12: Validation of Bioanalytical Methods: Background and ObjectivesДокумент4 страницыSOP 12: Validation of Bioanalytical Methods: Background and ObjectivesMaheshОценок пока нет
- 417 - Artificial Intelligence Pre Board 1 Pune Region Marking SchemeДокумент7 страниц417 - Artificial Intelligence Pre Board 1 Pune Region Marking Schemetanjirouchihams12Оценок пока нет
- Cleaning Validation Toc MethodДокумент2 страницыCleaning Validation Toc MethodVinoth KumarОценок пока нет
- C 863 - 00 - QZG2MWДокумент2 страницыC 863 - 00 - QZG2MWPrakash MakadiaОценок пока нет
- Hioki - 3535Документ8 страницHioki - 3535Kang IndraОценок пока нет
- D1560Документ7 страницD1560Aleksei AvilaОценок пока нет
- Kupiec Paul Techniques For Verifying The Accuracy of Risk Measurement ModelsДокумент12 страницKupiec Paul Techniques For Verifying The Accuracy of Risk Measurement ModelsRR886Оценок пока нет
- Model - CRIS Prediction FD, ApplicationДокумент17 страницModel - CRIS Prediction FD, ApplicationFadil YmОценок пока нет
- Taylor Series: Numerical MethodДокумент2 страницыTaylor Series: Numerical MethodArrantxa QuipanesОценок пока нет
- Metrology 16 MarksДокумент4 страницыMetrology 16 MarkssanjuОценок пока нет
- Eurachem 2019 PDFДокумент32 страницыEurachem 2019 PDFStoyanovaОценок пока нет
- Pahang - Maran Skema Bahasa Inggeris K1K2 Trial SPM 2020Документ12 страницPahang - Maran Skema Bahasa Inggeris K1K2 Trial SPM 2020Atikah AmaranОценок пока нет
- Question Bank: Dr. Navalar Nedunchezhiyan College of EngineeringДокумент11 страницQuestion Bank: Dr. Navalar Nedunchezhiyan College of EngineeringfaisalphyОценок пока нет
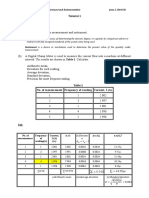
- Scheme Tutorial 1Документ6 страницScheme Tutorial 1KABIR HOSSAIN100% (1)
- S-67 Mariners Guide To Accuracy of ENC v0.5Документ20 страницS-67 Mariners Guide To Accuracy of ENC v0.5Dan CobeliОценок пока нет
- Measurements & Metrology PracticalДокумент91 страницаMeasurements & Metrology PracticalAU Aalim Muhammed Salegh Polytechnic CollegeОценок пока нет
- Guidance For DP Chemistry Internal Assessment: Personal Engagemen T Exploration Analysis Evaluation Communication TotalДокумент11 страницGuidance For DP Chemistry Internal Assessment: Personal Engagemen T Exploration Analysis Evaluation Communication TotalDahlia RoseОценок пока нет
- 28 Bridge Service Life Estimation Considering Inspection ReliabilitДокумент13 страниц28 Bridge Service Life Estimation Considering Inspection ReliabilitStephen Musenga ChiwamaОценок пока нет
- Chemlab Review QuestionsДокумент86 страницChemlab Review QuestionsLaVeida Terceno100% (6)
- COPC Standards of Call Monitroing (TM Monitoring)Документ27 страницCOPC Standards of Call Monitroing (TM Monitoring)ankurcdelhi86% (7)
- Elcometer Manual InstructionДокумент61 страницаElcometer Manual InstructionLamotte RogerОценок пока нет
- Measurement and Control QBДокумент2 страницыMeasurement and Control QBumakrishnanОценок пока нет
- Test Bank For Physics For Scientists and Engineers 4th Edition Douglas C GiancoliДокумент681 страницаTest Bank For Physics For Scientists and Engineers 4th Edition Douglas C GiancoliMark Purvis100% (21)
- British J of Psychology - 2011 - Swami - Examining Mental Health Literacy and Its Correlates Using The OverclaimingДокумент14 страницBritish J of Psychology - 2011 - Swami - Examining Mental Health Literacy and Its Correlates Using The OverclaimingGavin RobertsОценок пока нет
- Single Point Load Cells Buyers Guide enДокумент7 страницSingle Point Load Cells Buyers Guide enKalpeshОценок пока нет
- Mit RT CDR 2012Документ92 страницыMit RT CDR 2012Mannam Sarath SarathОценок пока нет