Вам также может понравиться
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsОт EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsОценок пока нет
- UTP 6222 MoДокумент1 страницаUTP 6222 ModantegimenezОценок пока нет
- Diode, Transistor & Fet Circuits Manual: Newnes Circuits Manual SeriesОт EverandDiode, Transistor & Fet Circuits Manual: Newnes Circuits Manual SeriesРейтинг: 4.5 из 5 звезд4.5/5 (7)
- Utp 7015Документ1 страницаUtp 7015cesarlopezpolysiusОценок пока нет
- Electric Arc Welding and Related Studies: Electric Arc Welding & Related StudiesОт EverandElectric Arc Welding and Related Studies: Electric Arc Welding & Related StudiesОценок пока нет
- Официальный дистрибьютор ЗАО «Ресурс» т/ф 8 (383) 363-26-24, 291-93-02 630020 Россия г.Новосибирс ул.Объединения д.9 e-mail: resurszao@Документ1 страницаОфициальный дистрибьютор ЗАО «Ресурс» т/ф 8 (383) 363-26-24, 291-93-02 630020 Россия г.Новосибирс ул.Объединения д.9 e-mail: resurszao@brayanОценок пока нет
- Thermanit Nimo 100: Stick Electrode, Low-Alloyed, BasicДокумент1 страницаThermanit Nimo 100: Stick Electrode, Low-Alloyed, BasicbrayanОценок пока нет
- 11062016000000utp A 068 HHДокумент1 страница11062016000000utp A 068 HHtqtatqawОценок пока нет
- Thermanit P23Документ1 страницаThermanit P23Branko FerenčakОценок пока нет
- L1 34264 en T Thermanit MTS 3 Se en v2Документ1 страницаL1 34264 en T Thermanit MTS 3 Se en v2Enrique MurgiaОценок пока нет
- Utp 63Документ1 страницаUtp 63brayanОценок пока нет
- 03112015000000B - Boehler FOX NiCr 70 NB - CeДокумент1 страница03112015000000B - Boehler FOX NiCr 70 NB - CeFlori MovОценок пока нет
- Thermanit Nicro 82: TIG Rods, Nickel-AlloyДокумент2 страницыThermanit Nicro 82: TIG Rods, Nickel-AlloyMaximiliano Ezequiel LopezОценок пока нет
- T - Thermanit 25 - 09 CuT - de - en - 5Документ1 страницаT - Thermanit 25 - 09 CuT - de - en - 5NAVANEETH NAVANIОценок пока нет
- B Boehler Aws E316l 17 Se en 5a Mds PDFДокумент1 страницаB Boehler Aws E316l 17 Se en 5a Mds PDFInaamОценок пока нет
- L1 - 7855 - en - B - Boehler Fox KW 10 - Se - en - v2Документ1 страницаL1 - 7855 - en - B - Boehler Fox KW 10 - Se - en - v2Dimitris NikouОценок пока нет
- 02112015000000B - Boehler FOX EV 70 - CeДокумент1 страница02112015000000B - Boehler FOX EV 70 - CeOPAZOSCОценок пока нет
- T Thermanit GEW 316L-17 Se en 5Документ1 страницаT Thermanit GEW 316L-17 Se en 5PubcrawlОценок пока нет
- Avesta 316L-SKRДокумент1 страницаAvesta 316L-SKRIuliu HurducaciОценок пока нет
- Utp A 068 HH: ClassificationsДокумент1 страницаUtp A 068 HH: ClassificationsErickОценок пока нет
- Utp 630Документ1 страницаUtp 630brayanОценок пока нет
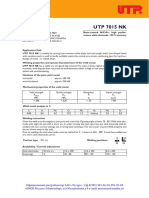
- Utp 7015 NKДокумент1 страницаUtp 7015 NKsergey.pu4kaОценок пока нет
- T - Thermanit MTS 4 - Se - en - 5Документ1 страницаT - Thermanit MTS 4 - Se - en - 5bhanu.kiranОценок пока нет
- 02112015000000B - Boehler FOX EV 65 - CeДокумент1 страница02112015000000B - Boehler FOX EV 65 - CeMohamed AdelОценок пока нет
- Thermanit P24Документ1 страницаThermanit P24Branko FerenčakОценок пока нет
- 02112015000000B - Boehler FOX EASN 25 M - CeДокумент1 страница02112015000000B - Boehler FOX EASN 25 M - CeABОценок пока нет
- L1 - 14983 - en - T - Thermanit Nicro 82 - Se - en - 5Документ2 страницыL1 - 14983 - en - T - Thermanit Nicro 82 - Se - en - 5Απόστολος ΣτεργιάδηςОценок пока нет
- B - Boehler FOX EV 60 - Se - en - 5Документ1 страницаB - Boehler FOX EV 60 - Se - en - 5Juan Bedolla FloresОценок пока нет
- 570 950mpa High Tensile Strength SteelДокумент32 страницы570 950mpa High Tensile Strength SteelAde Aidil SyuhadaОценок пока нет
- UTP 3545 NB PDFДокумент1 страницаUTP 3545 NB PDFhqnscОценок пока нет
- مكونات نقط اللحام شامل بنط اللحامДокумент2 страницыمكونات نقط اللحام شامل بنط اللحامdaha333Оценок пока нет
- Nickel Based ElectrodeДокумент1 страницаNickel Based Electrodewalter091011Оценок пока нет
- 05042016000000A - Avesta 904L - CeДокумент1 страница05042016000000A - Avesta 904L - CeJorge Uribe RochaОценок пока нет
- BÖHLER Alform® 960-IG: Standard Designations EN ISO 16834-A AWS A5.28Документ1 страницаBÖHLER Alform® 960-IG: Standard Designations EN ISO 16834-A AWS A5.28JORAMОценок пока нет
- L1 - 6689 - en - B - Boehler Fox CN 22 9 N - Se - en - v1Документ1 страницаL1 - 6689 - en - B - Boehler Fox CN 22 9 N - Se - en - v1cristian popescuОценок пока нет
- Product Data Sheet OK 75.75: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenДокумент3 страницыProduct Data Sheet OK 75.75: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenKARLОценок пока нет
- UTP A 6222 MoДокумент1 страницаUTP A 6222 MoKara WhiteОценок пока нет
- Böhler CN 13/4-Mc Hi: Classifi CationsДокумент1 страницаBöhler CN 13/4-Mc Hi: Classifi CationsBranko FerenčakОценок пока нет
- L1 34410 en Avesta 309 AC DC 2SE6A22E 3383012 ENДокумент1 страницаL1 34410 en Avesta 309 AC DC 2SE6A22E 3383012 ENkamals55Оценок пока нет
- Datasheet Sanicro 69Документ1 страницаDatasheet Sanicro 69Agustin CesanОценок пока нет
- Tencord KB (E 42 4 Z B 42 h5)Документ1 страницаTencord KB (E 42 4 Z B 42 h5)brunizzaОценок пока нет
- Sdfs Dfsfs v4t Eg Gyt4fdg e Erert34 GG Efr DFGDGDFG DFG G Sfsfs Gsdfgsdfsdfsdgds FSF STGVДокумент1 страницаSdfs Dfsfs v4t Eg Gyt4fdg e Erert34 GG Efr DFGDGDFG DFG G Sfsfs Gsdfgsdfsdfsdgds FSF STGVsadiqОценок пока нет
- Thermanit Nimo C 24 (ERNiCrMo3) GTAWДокумент1 страницаThermanit Nimo C 24 (ERNiCrMo3) GTAWNiranjan Fakirchand YadavОценок пока нет
- Product Data Sheet OK 67.55: E 'Manual Metal-Arc Welding'Документ2 страницыProduct Data Sheet OK 67.55: E 'Manual Metal-Arc Welding'rajОценок пока нет
- 04042016000000A Avesta 2205 Covered ElectrodesДокумент1 страница04042016000000A Avesta 2205 Covered Electrodesmeckup123Оценок пока нет
- 11042016000000T - Thermanit 22 - 09 - Tig RodДокумент1 страница11042016000000T - Thermanit 22 - 09 - Tig RodKonrad MatuszkiewiczОценок пока нет
- L1 - 12937 - en - Thermanit 25 22 H - Marathon 104 - ENДокумент1 страницаL1 - 12937 - en - Thermanit 25 22 H - Marathon 104 - ENkamals55Оценок пока нет
- Bohler Fox S 308L-16Документ1 страницаBohler Fox S 308L-16HAKANОценок пока нет
- Boehler FOX CN 25 9 CuT - CeДокумент1 страницаBoehler FOX CN 25 9 CuT - CeNiranjan Fakirchand YadavОценок пока нет
- Böhler Cat 409 Cb-Ig: Classifi CationsДокумент1 страницаBöhler Cat 409 Cb-Ig: Classifi CationsBranko FerenčakОценок пока нет
- T - Thermanit 22 - 09 - de - en - 5Документ1 страницаT - Thermanit 22 - 09 - de - en - 5brayanОценок пока нет
- Toolcord (E 6 Um 65 GS, e Fe4)Документ1 страницаToolcord (E 6 Um 65 GS, e Fe4)brunizzaОценок пока нет
- Basinox 318: MMA Electrodes Stainless and Heat Resistant SteelsДокумент1 страницаBasinox 318: MMA Electrodes Stainless and Heat Resistant SteelsbrunizzaОценок пока нет
- Wb2092e E7024Документ1 страницаWb2092e E7024cwiksjОценок пока нет
- Utp 34 NДокумент1 страницаUtp 34 NbrayanОценок пока нет
- Product Data Sheet OK 76.18: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenДокумент3 страницыProduct Data Sheet OK 76.18: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenKARLОценок пока нет
- UTP A 3545 NB PDFДокумент1 страницаUTP A 3545 NB PDFNОценок пока нет
- UTP A 3545 NBДокумент1 страницаUTP A 3545 NBNapol HengbumrungОценок пока нет
- UTP A 3545 NB PDFДокумент1 страницаUTP A 3545 NB PDFNОценок пока нет
- Böhler Er 70 S-2Документ1 страницаBöhler Er 70 S-2brayanОценок пока нет
- Articulo-Rsc 20200303Документ1 страницаArticulo-Rsc 20200303Roberto_PrrОценок пока нет
- Data Sheet VDM Alloy 800 HДокумент14 страницData Sheet VDM Alloy 800 HpinkОценок пока нет
- AHORRATE EL IVA (TV, Smartphones, Tablets y Electrodomésticos)Документ16 страницAHORRATE EL IVA (TV, Smartphones, Tablets y Electrodomésticos)Roberto_PrrОценок пока нет
- Thermocouple CharacteristicsДокумент1 страницаThermocouple CharacteristicsRoberto_PrrОценок пока нет
- Fasteners For Use in Stainless Steel SheetsДокумент24 страницыFasteners For Use in Stainless Steel SheetsRoberto_PrrОценок пока нет
- Insulation SetДокумент1 страницаInsulation SetRoberto_PrrОценок пока нет
- Sigmazinc™: Zinc Primer RangeДокумент8 страницSigmazinc™: Zinc Primer RangeRoberto_PrrОценок пока нет
- Hempel's Galvosil 15790 15790 En-GbДокумент2 страницыHempel's Galvosil 15790 15790 En-GbRoberto_PrrОценок пока нет
- 00 B053 PC SigmaCoverДокумент8 страниц00 B053 PC SigmaCoverRoberto_PrrОценок пока нет
- Schweissfittings PDFДокумент44 страницыSchweissfittings PDFRoberto_PrrОценок пока нет
- BAYER - Vulkollan Technical BrochureДокумент28 страницBAYER - Vulkollan Technical BrochureRoberto_PrrОценок пока нет
- 4 Superwool Plus Blanketenglish PDFДокумент2 страницы4 Superwool Plus Blanketenglish PDFRoberto_Prr0% (1)
- 1.4306 enДокумент2 страницы1.4306 enRoberto_PrrОценок пока нет
- ThyssenKrupp 1.4550 EnglДокумент4 страницыThyssenKrupp 1.4550 EnglRoberto_PrrОценок пока нет
- Comparison of Astm Specifications and SIMILAR Standards PDFДокумент1 страницаComparison of Astm Specifications and SIMILAR Standards PDFRoberto_PrrОценок пока нет
- Atlas Grade Datasheet 310 Rev Jan 2011Документ2 страницыAtlas Grade Datasheet 310 Rev Jan 2011Uno SutrisnoОценок пока нет
- Data SheetДокумент3 страницыData SheetbijayroyОценок пока нет
- Butt Weld Fitting B16.9 A.403Документ16 страницButt Weld Fitting B16.9 A.403Jimmy ChanОценок пока нет
- Welding Stainless Steels-LincolnelectricДокумент40 страницWelding Stainless Steels-LincolnelectricsachinumaryeОценок пока нет
- 1.4878 Eng PDFДокумент3 страницы1.4878 Eng PDFRoberto_PrrОценок пока нет
- Butt Weld Fitting B16.9 A.403Документ16 страницButt Weld Fitting B16.9 A.403Jimmy ChanОценок пока нет
- Corten Steel BrochureДокумент2 страницыCorten Steel BrochureRoberto_PrrОценок пока нет
- Zentrifix F 92Документ2 страницыZentrifix F 92Roberto_PrrОценок пока нет
- CalibreДокумент47 страницCalibreHernán BarbanОценок пока нет
- 00 B053 PC SigmaCoverДокумент8 страниц00 B053 PC SigmaCoverRoberto_PrrОценок пока нет
- CARBOFLEX® Nitrogen-Endogas.Документ2 страницыCARBOFLEX® Nitrogen-Endogas.Roberto_PrrОценок пока нет
- 1.4306 enДокумент2 страницы1.4306 enRoberto_PrrОценок пока нет
- 00 B053 PC SigmaCoverДокумент8 страниц00 B053 PC SigmaCoverRoberto_PrrОценок пока нет
- High Temperature Austenitic Stainless SteelДокумент12 страницHigh Temperature Austenitic Stainless SteelCarlos Nombela PalaciosОценок пока нет
- Keratoconjunctivitis Sicca FinalДокумент91 страницаKeratoconjunctivitis Sicca FinalJanki GajjarОценок пока нет
- Science and TechnologyДокумент21 страницаScience and TechnologyPat MillerОценок пока нет
- What Is A VolcanoДокумент2 страницыWhat Is A VolcanonatachaОценок пока нет
- NRF Nano EthicsДокумент18 страницNRF Nano Ethicsfelipe de jesus juarez torresОценок пока нет
- How To Do Banana Milk - Google Search PDFДокумент1 страницаHow To Do Banana Milk - Google Search PDFyeetyourassouttamawayОценок пока нет
- Sustainable Development at British Petroleum: Presented by Amardeep Kulshrestha 09BS0000172 Section-EДокумент20 страницSustainable Development at British Petroleum: Presented by Amardeep Kulshrestha 09BS0000172 Section-EAmar KulshresthaОценок пока нет
- Alex Eubank GGIIДокумент40 страницAlex Eubank GGIIOliver Sleiman94% (16)
- Those With MoonДокумент1 страницаThose With MoonRosee AldamaОценок пока нет
- Alugbati Plant Pigment Extraction As Natural Watercolor SourceДокумент6 страницAlugbati Plant Pigment Extraction As Natural Watercolor SourceMike Arvin Serrano100% (1)
- Fill The Gaps With The Correct WordsДокумент2 страницыFill The Gaps With The Correct WordsAlayza ChangОценок пока нет
- How To Import Medical Devices Into The USДокумент16 страницHow To Import Medical Devices Into The USliviustitusОценок пока нет
- Royal British College IncДокумент5 страницRoyal British College IncLester MojadoОценок пока нет
- Food and Beverage Control Systems Can Help You Introduce The Same Financial Rigour To Your Dining Establishment or Catering Company That YouДокумент11 страницFood and Beverage Control Systems Can Help You Introduce The Same Financial Rigour To Your Dining Establishment or Catering Company That Younarinder singh saini100% (4)
- Weld Metal Overlay & CladdingДокумент2 страницыWeld Metal Overlay & CladdingbobyОценок пока нет
- List of 100 New English Words and MeaningsДокумент5 страницList of 100 New English Words and MeaningsNenad AngelovskiОценок пока нет
- Dungeon World ConversionДокумент5 страницDungeon World ConversionJosephLouisNadeauОценок пока нет
- Sav4747 PDFДокумент49 страницSav4747 PDFAndres Antonio Moreno CastroОценок пока нет
- ACF5950 - Assignment # 7 Semester 2 2015: The Business Has The Following Opening Balances: Additional InformationДокумент2 страницыACF5950 - Assignment # 7 Semester 2 2015: The Business Has The Following Opening Balances: Additional InformationkietОценок пока нет
- University of Puerto Rico at PonceДокумент16 страницUniversity of Puerto Rico at Ponceapi-583167359Оценок пока нет
- 001 RuminatingpacketДокумент12 страниц001 Ruminatingpacketكسلان اكتب اسميОценок пока нет
- Recruitement Process - Siemens - Sneha Waman Kadam S200030047 PDFДокумент7 страницRecruitement Process - Siemens - Sneha Waman Kadam S200030047 PDFSneha KadamОценок пока нет
- Refinería Kirkuk PDFДокумент11 страницRefinería Kirkuk PDFcesarinarragaОценок пока нет
- 7-Multiple RegressionДокумент17 страниц7-Multiple Regressionحاتم سلطانОценок пока нет
- Sample SWMSДокумент4 страницыSample SWMSJuma KavesuОценок пока нет
- A Comprehensive Review of Cementitious Grouts - Composition, Properties, Requirements and Advanced PerformanceДокумент16 страницA Comprehensive Review of Cementitious Grouts - Composition, Properties, Requirements and Advanced PerformanceiporrasОценок пока нет
- Laboratory Cold ChainДокумент22 страницыLaboratory Cold ChainEmiОценок пока нет
- Basic Electrical Engineering NotesДокумент25 страницBasic Electrical Engineering NotesAnas AnsariОценок пока нет
- Eric Koech CV - Docx..bakДокумент7 страницEric Koech CV - Docx..bakPeter Osundwa KitekiОценок пока нет
- Solo ParentsДокумент1 страницаSolo ParentsOZ CincoОценок пока нет
- SanMilan Inigo Cycling Physiology and Physiological TestingДокумент67 страницSanMilan Inigo Cycling Physiology and Physiological Testingjesus.clemente.90Оценок пока нет