Вам также может понравиться
- Analisis de FodaДокумент13 страницAnalisis de FodaAxel Alex Moya ChipaОценок пока нет
- Escenario 3 Entrega 1 MicroeconomiaДокумент8 страницEscenario 3 Entrega 1 Microeconomiaevelin roseroОценок пока нет
- Diseño de Una Planta Procesadora de HidromielДокумент38 страницDiseño de Una Planta Procesadora de Hidromielihinojosa_691% (11)
- CP - ÁLGEBRA - Hoja de Ruta 1Документ11 страницCP - ÁLGEBRA - Hoja de Ruta 1morena ayalaОценок пока нет
- Noe Life PT2Документ7 страницNoe Life PT2Angelagimena CruzticonaОценок пока нет
- Sociales 4° grado evaluación módulo 2Документ6 страницSociales 4° grado evaluación módulo 2Profesional UniversitarioОценок пока нет
- Bases Aclaradas Procompite Regional 2022 PDFДокумент112 страницBases Aclaradas Procompite Regional 2022 PDFEber MontesОценок пока нет
- Cadena ProductivaДокумент5 страницCadena ProductivaGladysОценок пока нет
- Py. Cultivo CafeДокумент39 страницPy. Cultivo CafeClases de Contabilidad Tingo MariaОценок пока нет
- Proyecto Reciclaje OtancheДокумент48 страницProyecto Reciclaje OtancheSherley ArizaОценок пока нет
- Inventario mobiliario y recursos tecnológicos B. GroupДокумент1 страницаInventario mobiliario y recursos tecnológicos B. GroupMiss Erica PomacóndorОценок пока нет
- Modelo Canvas y FodaДокумент4 страницыModelo Canvas y Fodamarlene100% (1)
- Microeconomía: ventajas absolutas y comparativas entre Boyacá y SantanderДокумент11 страницMicroeconomía: ventajas absolutas y comparativas entre Boyacá y SantanderwilmarОценок пока нет
- Empresa de pulpa y papel en VenezuelaДокумент25 страницEmpresa de pulpa y papel en Venezuelanilmacedeno21Оценок пока нет
- Anexo I Solicitud OEP 2019-2020Документ7 страницAnexo I Solicitud OEP 2019-2020VictoriaОценок пока нет
- Inf. CatastroДокумент4 страницыInf. CatastroCristhian Brayan Perez GabrielОценок пока нет
- Socialización 2 Mamonal PaivaДокумент58 страницSocialización 2 Mamonal Paivajairo garciaОценок пока нет
- Tabulados GAD Provinciales 2014Документ49 страницTabulados GAD Provinciales 2014BRAYAN DAVID OJEDA ZAMBRANOОценок пока нет
- Jesus Escalante Conclusion de La EncuestaДокумент57 страницJesus Escalante Conclusion de La Encuestajohana escalanteОценок пока нет
- Auditoria de InventariosДокумент40 страницAuditoria de InventariosSañay NixonОценок пока нет
- Cronograma Semanal para Enviar 2 Al 5 de Abril 208Документ51 страницаCronograma Semanal para Enviar 2 Al 5 de Abril 208jeanfred perazaОценок пока нет
- Modelo Canva - La PeluzaДокумент1 страницаModelo Canva - La Peluzadiega807Оценок пока нет
- Las Regiones NaturalesДокумент10 страницLas Regiones NaturalesStella RodriguezОценок пока нет
- Taller Microeconomia Primera EntregaДокумент8 страницTaller Microeconomia Primera EntregaJulieth TrianaОценок пока нет
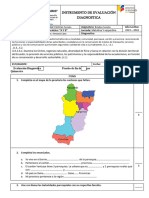
- Evaluacion Diagnostica de Quinto GradoДокумент6 страницEvaluacion Diagnostica de Quinto GradoGermania LopezОценок пока нет
- Informe de actividades de extensión agropecuariaДокумент12 страницInforme de actividades de extensión agropecuariaLuis Felipe Sicachá TabaresОценок пока нет
- Imágenes InformativasДокумент6 страницImágenes InformativasSamuel Montes RodriguezОценок пока нет
- Diseño de Planta de LucmaДокумент31 страницаDiseño de Planta de LucmaEdison Martin Kary VenturaОценок пока нет
- Mejoramiento de procesos productivos lácteos en asociaciones agropecuarias de PunoДокумент3 страницыMejoramiento de procesos productivos lácteos en asociaciones agropecuarias de PunodsdsОценок пока нет
- Análisis Cadena de Valor Versión Final Nov 19-20Документ27 страницAnálisis Cadena de Valor Versión Final Nov 19-20MAGDA MORALESОценок пока нет
- Bovino Raza CaqueteñoДокумент20 страницBovino Raza CaqueteñoGuanga Corgiaggio0% (1)
- Fase 5 - PICH - Propuesta de ModeloДокумент45 страницFase 5 - PICH - Propuesta de Modeloluz miriam BeltranОценок пока нет
- 018 Req Volquete, Moto y CargadorДокумент6 страниц018 Req Volquete, Moto y CargadorYovany torresОценок пока нет
- EXPERIENCIA 5 - MATEMATICA 5to - ACTIVIDAD 7Документ4 страницыEXPERIENCIA 5 - MATEMATICA 5to - ACTIVIDAD 7RamiroDominguezОценок пока нет
- Accion SocialДокумент23 страницыAccion SocialFundacion Sonrisa de VidaОценок пока нет
- Fronteras de Posibilidades de ProducciónДокумент10 страницFronteras de Posibilidades de ProducciónCARLOS GERMAN CASTROОценок пока нет
- Cronograma de Cosecha Chaco Tarijeño y ChuquisaqueñoДокумент4 страницыCronograma de Cosecha Chaco Tarijeño y ChuquisaqueñoJorge Rios R.Оценок пока нет
- TC001 TareaДокумент6 страницTC001 TareaTHOMASОценок пока нет
- Informe Al Supervisior - 04Документ1 страницаInforme Al Supervisior - 04Jhimmy KaLel PupunovichОценок пока нет
- Selección de Semen Sama Oct 2020 CorregidoДокумент27 страницSelección de Semen Sama Oct 2020 Corregidomilenitaa1703Оценок пока нет
- Material Complementario S4 AIДокумент3 страницыMaterial Complementario S4 AIchabeli kaori polo mariñoОценок пока нет
- Acceso de hogares rurales a mercados localesДокумент11 страницAcceso de hogares rurales a mercados localesPercy Quilca QuispeОценок пока нет
- Taller de Microeconomia Escenario3Документ4 страницыTaller de Microeconomia Escenario3Carlos CepedaОценок пока нет
- Orden de elegibilidad proyectos agro MADRДокумент5 страницOrden de elegibilidad proyectos agro MADRropatitaОценок пока нет
- Cementerios PascoДокумент15 страницCementerios PascoHenry Jean Cespedes HuatucoОценок пока нет
- Diseño Tecnico de PreinversionДокумент49 страницDiseño Tecnico de PreinversionIrma Blanca MenesesОценок пока нет
- Planificacion GanaderaДокумент4 страницыPlanificacion GanaderaSamuel Carrillo AmayaОценок пока нет
- INDUSTRIAL 19, Las Palmas de Gran Canaria - Fotos, Número de Teléfono y Restaurante Opiniones - TripadvisorДокумент1 страницаINDUSTRIAL 19, Las Palmas de Gran Canaria - Fotos, Número de Teléfono y Restaurante Opiniones - TripadvisorAlbert ToberОценок пока нет
- Ficha de Registro de El Plan de Negocio Summer CompletoДокумент30 страницFicha de Registro de El Plan de Negocio Summer CompletoIsabu Astete zamalloaОценок пока нет
- Equipos de laboratorio para análisis de calidad de granosДокумент48 страницEquipos de laboratorio para análisis de calidad de granosandres1483Оценок пока нет
- AP01 ACTIVIDAD PLANTILLA ENTREGABLE Final (1) SДокумент21 страницаAP01 ACTIVIDAD PLANTILLA ENTREGABLE Final (1) SRosis Ipuana BОценок пока нет
- Acta de EntregaДокумент2 страницыActa de EntregawilderОценок пока нет
- 2.2. Bambú Una Alternativa de Desarrollo Sostenible Luis LlerenaДокумент19 страниц2.2. Bambú Una Alternativa de Desarrollo Sostenible Luis Llerena22885152Оценок пока нет
- Ficha UPA Acuícola El Barro PDFДокумент1 страницаFicha UPA Acuícola El Barro PDFAgustín González ZaragozaОценок пока нет
- Informacion Socioeconomica 2018 MACHAYA CALAДокумент3 страницыInformacion Socioeconomica 2018 MACHAYA CALAInes CocaОценок пока нет
- Formatos Panaderia PDFДокумент5 страницFormatos Panaderia PDFMariana RuizОценок пока нет
- Proceso de Producción Del Alcohol EtílicoДокумент8 страницProceso de Producción Del Alcohol EtílicoKevin Jholsin Soto CalixtoОценок пока нет
- Costos y Presupuestos de La Piscigranja La CabañaДокумент19 страницCostos y Presupuestos de La Piscigranja La CabañabiancaОценок пока нет
- Informe de ValorizaciónДокумент114 страницInforme de ValorizaciónmelissaОценок пока нет
- BRCGS-FoodCovid19-Spanish FreeДокумент14 страницBRCGS-FoodCovid19-Spanish Freeandres alberto padilla delgadoОценок пока нет
- Protocolo Jamon CocidoДокумент25 страницProtocolo Jamon CocidoJoseClaudioDecimaОценок пока нет
- Informe Galletas Dulces PDFДокумент7 страницInforme Galletas Dulces PDFandres alberto padilla delgadoОценок пока нет
- 21642211089he07 11297 Lámina para Ubicación de La EmpresaДокумент2 страницы21642211089he07 11297 Lámina para Ubicación de La Empresaandres alberto padilla delgadoОценок пока нет
- Qué Es El RelativismoДокумент5 страницQué Es El RelativismoBrunoMioОценок пока нет
- Solicitud de Soportes Sistemas Mediante La Plataforma SharePointДокумент17 страницSolicitud de Soportes Sistemas Mediante La Plataforma SharePointG̈́̽͝r͌͆͒e̓̈́͠g̐͆͘o͒̽̿r͆͌͝i͑́̽o͐̓̚ E̐͛̈́l͠͠í͘̚u͑͋̓d͋̽̓ V͒͌̓e͋̽̒l͒̓͝a͌̓̓n͛́d̔͐̓ḯ͠͝à̈́̿Оценок пока нет
- El Retorno A La ComunidadДокумент3 страницыEl Retorno A La ComunidadOlga Lucia Cardona GaitánОценок пока нет
- Informe de Laboratorio Fisica 2Документ8 страницInforme de Laboratorio Fisica 2Valentina RuizОценок пока нет
- Guía de Aprendizajes LENG Cuarto Básico Semana 29 de AgostoДокумент2 страницыGuía de Aprendizajes LENG Cuarto Básico Semana 29 de AgostohaylinakjdОценок пока нет
- Ensayo Sobre ConocimientoДокумент2 страницыEnsayo Sobre ConocimientoMartin LópezОценок пока нет
- 4.tiempos en Proceso de RySДокумент7 страниц4.tiempos en Proceso de RySRRHH PLENITUDОценок пока нет
- Actitudes PositivasДокумент19 страницActitudes Positivasvanessa zavaletaОценок пока нет
- Analisis Del Movimiento Dental VTOДокумент20 страницAnalisis Del Movimiento Dental VTONatalia Mesa de la Cruz100% (1)
- Formulario de informe final de desempeño docente por asignatura (2016Документ3 страницыFormulario de informe final de desempeño docente por asignatura (2016Yessica SolizОценок пока нет
- Concussion y La Encefalopatia Traumatica CronicaДокумент2 страницыConcussion y La Encefalopatia Traumatica CronicaHillary V Guillermo AngelesОценок пока нет
- John Jurado Anteproyecto FinalДокумент54 страницыJohn Jurado Anteproyecto Finaljohn fredy jurado pavonОценок пока нет
- Dramix: Ficha TécnicaДокумент8 страницDramix: Ficha TécnicaEdison GómezОценок пока нет
- 2 - Dominios de Aplicación Del SoftwareДокумент2 страницы2 - Dominios de Aplicación Del SoftwarenahuelОценок пока нет
- Como El Color Del Brezo - Josephine LysДокумент233 страницыComo El Color Del Brezo - Josephine LysNana Rojas100% (2)
- Investigacion Sobre La Ingenieria CivilДокумент12 страницInvestigacion Sobre La Ingenieria CivilEMIR BELTRANОценок пока нет
- ALEGATOS DE APELACION PROCESO No. 73001310500420200001301Документ6 страницALEGATOS DE APELACION PROCESO No. 73001310500420200001301m vОценок пока нет
- Generación de Contenido 2Документ22 страницыGeneración de Contenido 2Jenny VillarrealОценок пока нет
- Calendario General PS2024Документ6 страницCalendario General PS2024Mavely SianОценок пока нет
- Libreta Virtual 2020 Secundaria 1 y 2Документ5 страницLibreta Virtual 2020 Secundaria 1 y 2susan rodasОценок пока нет
- Similitudes de Los Tipos de Agendas Tradicionales y DigitalesДокумент3 страницыSimilitudes de Los Tipos de Agendas Tradicionales y DigitalesJayson Summers75% (4)
- Calendario Gregoriano y Nacimiento de JesúsДокумент3 страницыCalendario Gregoriano y Nacimiento de JesúsMiguel Ángel Parra Bedrán100% (1)
- Universidad Popular Autónoma VeracruzanaДокумент4 страницыUniversidad Popular Autónoma VeracruzanaRoge CigarОценок пока нет
- Guia de Estudio para Aprobar El Examen de Binance Futures 3704Документ21 страницаGuia de Estudio para Aprobar El Examen de Binance Futures 3704Nicolás-AndreaSerranoОценок пока нет
- Mecanismos Constitucionales para La Protección de Los Derechos HumanosДокумент8 страницMecanismos Constitucionales para La Protección de Los Derechos HumanosNancy Garces Correa100% (1)
- Propuesta Economica 28 de MarzoДокумент30 страницPropuesta Economica 28 de MarzoguillenphenryОценок пока нет
- Anexo I NORMATIVA GENERAL JJDD 2020-2021Документ10 страницAnexo I NORMATIVA GENERAL JJDD 2020-2021Alex AndreicaОценок пока нет
- Semana 13Документ40 страницSemana 13Murrieta Salvatierra RenzoОценок пока нет
- Interés compuesto: conceptos y fórmula claveДокумент9 страницInterés compuesto: conceptos y fórmula claveAleanni AzuajeОценок пока нет
- COSTOSДокумент78 страницCOSTOSFru Ibarra ExigaОценок пока нет