Вам также может понравиться
- Procedure - Outsourced ProcessesДокумент1 страницаProcedure - Outsourced Processesdellanadia putriОценок пока нет
- Automotive Auditor TrainingДокумент46 страницAutomotive Auditor TrainingJoherОценок пока нет
- CATIA V5 Training ManualДокумент118 страницCATIA V5 Training ManualAdi BerariОценок пока нет
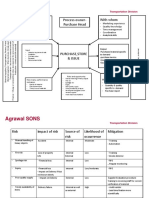
- Agrawal SONS: With Whom Process Owner-Purchase HeadДокумент3 страницыAgrawal SONS: With Whom Process Owner-Purchase HeadSanjay KumarОценок пока нет
- Department: CNC SHOP Auditee: AuditorДокумент33 страницыDepartment: CNC SHOP Auditee: AuditormuthuselvanОценок пока нет
- Wood #135 - ENGДокумент63 страницыWood #135 - ENGLaura Bukonte100% (5)
- Control PlanДокумент2 страницыControl PlanChintamani Giramkar100% (1)
- Powder Coating (On Steel) Audit Check Sheet - 23.02.2021 - Rev 1.0Документ7 страницPowder Coating (On Steel) Audit Check Sheet - 23.02.2021 - Rev 1.0N. GuptaОценок пока нет
- Quality Audit ReportДокумент2 страницыQuality Audit Report7twofourОценок пока нет
- IATF - International Automotive Task ForceДокумент10 страницIATF - International Automotive Task ForceBeli NovareseОценок пока нет
- Phased Ps Wwith P Pap Tracking FormДокумент3 страницыPhased Ps Wwith P Pap Tracking FormKurt FinkОценок пока нет
- What Is PPAP - QualityTrainingPortalДокумент5 страницWhat Is PPAP - QualityTrainingPortalsandeepОценок пока нет
- Supplier Control Plan: Audit SummaryДокумент2 страницыSupplier Control Plan: Audit SummaryRay ManОценок пока нет
- 06.supplier QMS Development Audit ChecklistДокумент5 страниц06.supplier QMS Development Audit ChecklistvishvendanОценок пока нет
- 9001 Audit Checklist - Quality Planning and DesignДокумент14 страниц9001 Audit Checklist - Quality Planning and DesignAmer RahmahОценок пока нет
- Delphi Technologies Customer Specific Requirements: For Use With ISO 9001:2015 and IATF16949:2016Документ15 страницDelphi Technologies Customer Specific Requirements: For Use With ISO 9001:2015 and IATF16949:2016Ram100% (1)
- HRW 20090501 May 2009Документ88 страницHRW 20090501 May 2009st_calvoОценок пока нет
- 3 ERP ArchitectureДокумент100 страниц3 ERP ArchitectureShriyanshi JaitlyОценок пока нет
- Mercedez Benz SLK 230 User ManualДокумент314 страницMercedez Benz SLK 230 User ManualNiponОценок пока нет
- QC 080000-2005 (2nd Ed) IECQ-HSPMДокумент16 страницQC 080000-2005 (2nd Ed) IECQ-HSPMISO VintecomОценок пока нет
- Casting Defects and RemediesДокумент9 страницCasting Defects and Remediesraoz81100% (1)
- VOE79A9920159HДокумент657 страницVOE79A9920159HNeuza Freitas80% (5)
- FJS-Dash 8 Q400 ManualДокумент95 страницFJS-Dash 8 Q400 ManualSakthi Murugan100% (1)
- Supplier Audit FormatДокумент4 страницыSupplier Audit FormatPratik KarekarОценок пока нет
- Preview - Iso9001-2015.checklist For ISO 9001-2015Документ6 страницPreview - Iso9001-2015.checklist For ISO 9001-2015Jones RОценок пока нет
- Template - Management Review ReportДокумент2 страницыTemplate - Management Review ReportIslam WayОценок пока нет
- Breakdown Maintenenace-QMP-MNT-02Документ3 страницыBreakdown Maintenenace-QMP-MNT-02Rohit VishwakarmaОценок пока нет
- Manufacturing Audit ChecklistДокумент8 страницManufacturing Audit Checklistgksp100% (1)
- Project Proposal For ISO9001 2015 Implementation ENДокумент5 страницProject Proposal For ISO9001 2015 Implementation ENMihaela MafteiОценок пока нет
- Sharpen Your Auditing SkillsДокумент6 страницSharpen Your Auditing SkillsVeronica HernandezОценок пока нет
- 5S Audit Checklist: Sort Set in Order Shine Standardize Sustain Total Total Score No. of Questions Average ScoreДокумент4 страницы5S Audit Checklist: Sort Set in Order Shine Standardize Sustain Total Total Score No. of Questions Average ScoreCaroline Eliza MendesОценок пока нет
- Iatf-Qm-08 - Operation 8.5.1.1Документ22 страницыIatf-Qm-08 - Operation 8.5.1.1SATISH HALGEKARОценок пока нет
- Module - 5 TQM (Mgmcet) FinalДокумент31 страницаModule - 5 TQM (Mgmcet) FinalSiddharth PatilОценок пока нет
- Jipl CL Pur 10 Testing Lab AuditДокумент8 страницJipl CL Pur 10 Testing Lab AuditMeghna SharmaОценок пока нет
- QMS-SOP-F13 - Performance EvaluationДокумент3 страницыQMS-SOP-F13 - Performance EvaluationPINTU RAJОценок пока нет
- CS P11 PurchasingДокумент4 страницыCS P11 PurchasingIdrus IsmailОценок пока нет
- Capital Projects Cost EstimationДокумент87 страницCapital Projects Cost EstimationRapee PuaksungnoenОценок пока нет
- Manufacturing CostДокумент30 страницManufacturing CostPradika WibowoОценок пока нет
- Induction TrainingДокумент6 страницInduction Trainingsowmiya245Оценок пока нет
- 515 TSG PorosityДокумент60 страниц515 TSG Porosityripecue100% (3)
- Quality Audit Team TrainingДокумент21 страницаQuality Audit Team TrainingJeanfrancois LauretteОценок пока нет
- Eil Permit For Energy Isolation & De-IsolationДокумент1 страницаEil Permit For Energy Isolation & De-IsolationAvesh ChauahanОценок пока нет
- Sop 7.4.4 Counterfeit Parts PreventionДокумент6 страницSop 7.4.4 Counterfeit Parts PreventionEDGAR GONZALEZОценок пока нет
- Calibration Chart, Schedule For Measuring Instruments & EquipmentsДокумент1 страницаCalibration Chart, Schedule For Measuring Instruments & EquipmentsSachin Ramdurg0% (1)
- F4E-QA-102 Supplier Audit Implementation 296E7T v2 3Документ18 страницF4E-QA-102 Supplier Audit Implementation 296E7T v2 3Jai BhandariОценок пока нет
- APQP Internal Assessment Checklist: Development PhaseДокумент3 страницыAPQP Internal Assessment Checklist: Development PhaseRandhir Kanwar100% (1)
- 1.4 Evidance ISO 9001-2015 On ProcessДокумент6 страниц1.4 Evidance ISO 9001-2015 On ProcessRaharjo YakinОценок пока нет
- Traceability Audit To Suppliers: SQE / SD-Check-listДокумент43 страницыTraceability Audit To Suppliers: SQE / SD-Check-listMarceta BrankicaОценок пока нет
- Process Flow ChartДокумент22 страницыProcess Flow ChartKumar Ashutosh100% (1)
- APQP or Advanced Product Quality Planning Standard, APQP Training, APQP Consulting, APQP SoftwareДокумент2 страницыAPQP or Advanced Product Quality Planning Standard, APQP Training, APQP Consulting, APQP SoftwareselvamОценок пока нет
- Measurement System AnalysisДокумент7 страницMeasurement System AnalysisselvamОценок пока нет
- Guidelines For Making PFMEA - A PDFДокумент10 страницGuidelines For Making PFMEA - A PDFKalimuthu PsОценок пока нет
- List of Contents: Process-And Product AuditДокумент6 страницList of Contents: Process-And Product AuditiresendizОценок пока нет
- IQA IATF ChecksheetДокумент37 страницIQA IATF ChecksheetSumeet Rathee100% (5)
- TAFE Process Audit Check List - Revision 2Документ16 страницTAFE Process Audit Check List - Revision 2Vijay OfficialОценок пока нет
- Human Resource Management SystemДокумент73 страницыHuman Resource Management SystemAshish Kaushal82% (17)
- Documented-ProcessesДокумент2 страницыDocumented-ProcessesnormalОценок пока нет
- Apqp 2Документ2 страницыApqp 2Isabel SierraОценок пока нет
- Cathay Pacific-Case Study - Section C Group 8Документ10 страницCathay Pacific-Case Study - Section C Group 8gttrans111100% (1)
- IPQC General FormatДокумент17 страницIPQC General FormatMohd Isa HarunОценок пока нет
- 3367-C3-V3A-S2R-Completed Remote-SGS ReportДокумент6 страниц3367-C3-V3A-S2R-Completed Remote-SGS ReportPravil Mistryanto TambunanОценок пока нет
- APQP OS Procedure ExampleДокумент8 страницAPQP OS Procedure Exampleali qaОценок пока нет
- Audit Process - How ToДокумент144 страницыAudit Process - How ToVenkateswarlu BharathulaОценок пока нет
- Form IA-002A (Audit Plan) (07-13-2012)Документ2 страницыForm IA-002A (Audit Plan) (07-13-2012)granburyjohnstevens100% (1)
- Procedure - Outsourced ProcessesДокумент1 страницаProcedure - Outsourced Processesmgamal1080Оценок пока нет
- Process Check ListДокумент5 страницProcess Check Listapi-338883409Оценок пока нет
- Training Request Form - EmployeeДокумент4 страницыTraining Request Form - EmployeeJohn Richard KasalikaОценок пока нет
- Procedure - Control of NC ProductДокумент4 страницыProcedure - Control of NC ProductAdriana BracamonteОценок пока нет
- Document Review Ver 00Документ8 страницDocument Review Ver 00Sathyaprakash HsОценок пока нет
- Statistical Process Control For Attribute Data (SPC)Документ45 страницStatistical Process Control For Attribute Data (SPC)RajanishshettyОценок пока нет
- Organization Context (4Документ3 страницыOrganization Context (4Nguyen Trung Kien100% (1)
- Check List For FMEA Evaluation SupplierДокумент7 страницCheck List For FMEA Evaluation SupplierNavnath TamhaneОценок пока нет
- Turtle Diagram For Purchase: Support Functions Process QuantifierДокумент2 страницыTurtle Diagram For Purchase: Support Functions Process QuantifierWayan Golgol NapitupuluОценок пока нет
- Minimum Automotive Quality Management System Requirements For Sub-Tier Suppliers - AUG 14 PDFДокумент9 страницMinimum Automotive Quality Management System Requirements For Sub-Tier Suppliers - AUG 14 PDFFer Jesus Nieves UribeОценок пока нет
- GM 1927-16a Leak Test Process AuditДокумент20 страницGM 1927-16a Leak Test Process AudithuangjlОценок пока нет
- NVHДокумент4 страницыNVHselvamОценок пока нет
- GDandTAdv PDFДокумент27 страницGDandTAdv PDFErhanОценок пока нет
- General Tolerance (From ASME Y14.5M-2009) : Tolerances Can Be ExpressedДокумент12 страницGeneral Tolerance (From ASME Y14.5M-2009) : Tolerances Can Be ExpressedE.j. SuОценок пока нет
- Ease-Whitepaper-Auditing The Process - 020717 EditДокумент13 страницEase-Whitepaper-Auditing The Process - 020717 EditselvamОценок пока нет
- Harmonic Response Test: UsersДокумент1 страницаHarmonic Response Test: UsersselvamОценок пока нет
- MATLABДокумент6 страницMATLABselvamОценок пока нет
- Creo 1Документ46 страницCreo 1sandipusОценок пока нет
- Gage Linearity and Bias StudyДокумент20 страницGage Linearity and Bias StudydhinatasuryaОценок пока нет
- Tedco SPCДокумент83 страницыTedco SPCselvamОценок пока нет
- MsaДокумент17 страницMsaGaliléo GalileiОценок пока нет
- Tolerances For Aluminium Die Castings PDFДокумент3 страницыTolerances For Aluminium Die Castings PDFselvamОценок пока нет
- Tut02 MouseДокумент99 страницTut02 MouseUmut ArslanОценок пока нет
- V4i11 Ijertv4is110511 PDFДокумент6 страницV4i11 Ijertv4is110511 PDFPrashant PuriОценок пока нет
- JIS H5302 2000 Japanese Industrial Standard PDFДокумент15 страницJIS H5302 2000 Japanese Industrial Standard PDFselvamОценок пока нет
- Conversion Chart of Vickers Hardness (HV) To Rockwell C (HRC)Документ1 страницаConversion Chart of Vickers Hardness (HV) To Rockwell C (HRC)selvamОценок пока нет
- K Mould Process: K Mould Die K Mould Sample K Mould Cut Samples K Mould Cut Inclusion CheckingДокумент1 страницаK Mould Process: K Mould Die K Mould Sample K Mould Cut Samples K Mould Cut Inclusion CheckingselvamОценок пока нет
- Catia V5 Parametric Surface Modeling: Version 5 Release 16Документ61 страницаCatia V5 Parametric Surface Modeling: Version 5 Release 16selvamОценок пока нет
- Part Design With CatiaДокумент42 страницыPart Design With CatiaBirolC.YakupoğluОценок пока нет
- Casting Defects PDFДокумент39 страницCasting Defects PDFselvamОценок пока нет
- Process Optimization of Pressure Die Casting To Eliminate Defect Using Cae SoftwareДокумент5 страницProcess Optimization of Pressure Die Casting To Eliminate Defect Using Cae SoftwareselvamОценок пока нет
- Churn Prediction Using MapReduce and HBa PDFДокумент5 страницChurn Prediction Using MapReduce and HBa PDF7565006Оценок пока нет
- At Product Sheet MK 30dДокумент2 страницыAt Product Sheet MK 30dStevan BoljevicОценок пока нет
- Plant Layout - PBS Shirt AKUДокумент51 страницаPlant Layout - PBS Shirt AKUAkanksha Gupta100% (2)
- Failure Mode and Effect AnalysisДокумент9 страницFailure Mode and Effect AnalysisameliaОценок пока нет
- QHSEP 08 Chanage ManagementДокумент4 страницыQHSEP 08 Chanage ManagementKhalid El MasryОценок пока нет
- Logistics OperationДокумент21 страницаLogistics OperationCJ David100% (1)
- Centroid: Retrofit For Bridgeport BossДокумент12 страницCentroid: Retrofit For Bridgeport BossRudolf OppermannОценок пока нет
- 42 BT R19-April-2023Документ6 страниц42 BT R19-April-2023Leela KumarОценок пока нет
- Placement Brochure 2019Документ40 страницPlacement Brochure 2019eaglebrdОценок пока нет
- Mail FormatДокумент2 страницыMail FormatHarish KumarОценок пока нет
- BS 7295-2-1990Документ11 страницBS 7295-2-1990laurentiuОценок пока нет
- Aircraft: PICTURES: Finnish F-18 Engine Check Reveals Effects of Volcanic DustДокумент3 страницыAircraft: PICTURES: Finnish F-18 Engine Check Reveals Effects of Volcanic Dustr0v3Оценок пока нет
- Linear Program ResourceДокумент3 страницыLinear Program ResourceMadhu ShettyОценок пока нет
- Carlos Dumaguit 44 053 430 4426Документ3 страницыCarlos Dumaguit 44 053 430 4426Jay SorianoОценок пока нет
- Feasibility Study-Laundry ServicesДокумент63 страницыFeasibility Study-Laundry ServicesHannah Rea VasquezОценок пока нет
- Transaction Processing SystemsДокумент18 страницTransaction Processing Systemsapi-26617115Оценок пока нет
- Apliedd MSSASДокумент713 страницApliedd MSSASuserkennyОценок пока нет
- Claim Example Anwar HafeezДокумент5 страницClaim Example Anwar HafeezabobeedoОценок пока нет
- PDFДокумент3 страницыPDFEnamОценок пока нет
- UESI Presentation Webinar March 29 2016 PDFДокумент65 страницUESI Presentation Webinar March 29 2016 PDFmunim87Оценок пока нет