Вам также может понравиться
- Vibrational Behaviour of The Turbo Generator Stator End Winding in CaseДокумент12 страницVibrational Behaviour of The Turbo Generator Stator End Winding in Casekoohestani_afshin50% (2)
- Heating in Transformer Cores Due To Rad Flux PDFДокумент9 страницHeating in Transformer Cores Due To Rad Flux PDFBalachandra ParameshaОценок пока нет
- Oxidation and Reduction Reactions in Organic ChemistryДокумент9 страницOxidation and Reduction Reactions in Organic ChemistryTarun Lfc Gerrard100% (1)
- To Achieve 100% 3D Printing Reliability: Our Easy Cheat SheetДокумент7 страницTo Achieve 100% 3D Printing Reliability: Our Easy Cheat Sheetfeere feeer0% (1)
- The Ces Edupack Materials Science and Engineering PackageДокумент27 страницThe Ces Edupack Materials Science and Engineering PackageCamilo BayonaОценок пока нет
- Analysis of Prestressed Concrete Containment Vessel PDFДокумент10 страницAnalysis of Prestressed Concrete Containment Vessel PDFEuОценок пока нет
- Estimation Method For The Fatigue Limit of Case Hardened SteelsДокумент6 страницEstimation Method For The Fatigue Limit of Case Hardened SteelssauravОценок пока нет
- 2.2 Strengthening The T Elements With Carbon Fiber Reinforced Polymer PlatesДокумент11 страниц2.2 Strengthening The T Elements With Carbon Fiber Reinforced Polymer PlatesdhruvgokuОценок пока нет
- 2004 Estimation of Fatigue Limit of Case Hardened SteelsДокумент5 страниц2004 Estimation of Fatigue Limit of Case Hardened SteelsCharles PowellОценок пока нет
- Modeling of The Buckstay System of Membrane Walls in Watertube Boiler ConstructionДокумент14 страницModeling of The Buckstay System of Membrane Walls in Watertube Boiler ConstructionTijo MathewОценок пока нет
- Investigation of The Effects of Geometric and Load Perturbation To Buckling in Multilayered Torispherical Pressure Vessel HeadsДокумент7 страницInvestigation of The Effects of Geometric and Load Perturbation To Buckling in Multilayered Torispherical Pressure Vessel HeadsBib GmzОценок пока нет
- Characterization of Contact Tensions During Incremental Forming of Metal CompositesДокумент4 страницыCharacterization of Contact Tensions During Incremental Forming of Metal CompositesAndreasBesterОценок пока нет
- Finite Element Simulation of Residual Stresses in Cryogenic Machining of AZ31B MG AlloyДокумент6 страницFinite Element Simulation of Residual Stresses in Cryogenic Machining of AZ31B MG AlloyMekaTronОценок пока нет
- Nonlinear Analysis of RC Beams Based On Moment-Curvature RelationДокумент14 страницNonlinear Analysis of RC Beams Based On Moment-Curvature RelationSamia ChowdhuryОценок пока нет
- Modeling of The Buckstay System of Membrane-Walls in Watertube Boiler ConstructionДокумент14 страницModeling of The Buckstay System of Membrane-Walls in Watertube Boiler ConstructionAnonymous KzJcjGCJbОценок пока нет
- Tensile and Fracture Properties of X80 Steel Microstructures Relevant To The HazДокумент9 страницTensile and Fracture Properties of X80 Steel Microstructures Relevant To The HazMarcelo Varejão CasarinОценок пока нет
- 2023 - Z. Zhang - JMRT - Temperature-Dependent Deformation and Fracture Properties of Low-Carbon Martensitic Steel in Different Stress StatesДокумент13 страниц2023 - Z. Zhang - JMRT - Temperature-Dependent Deformation and Fracture Properties of Low-Carbon Martensitic Steel in Different Stress StatesFuhui ShenОценок пока нет
- Reviewers Comments Surface & CoatingsДокумент6 страницReviewers Comments Surface & CoatingsSeshaiah TurakaОценок пока нет
- Design Procedures For Profiled Metal Sheeting and DeckingДокумент11 страницDesign Procedures For Profiled Metal Sheeting and DeckingPrapa KaranОценок пока нет
- Discrete Element Modelling of Uplift Resistance of Buried PipelinesДокумент11 страницDiscrete Element Modelling of Uplift Resistance of Buried PipelinesTao HuОценок пока нет
- FatigueДокумент14 страницFatiguejimmyboy1234Оценок пока нет
- Impact Analysis of A Concrete Storage ContainerДокумент21 страницаImpact Analysis of A Concrete Storage ContainerD.c. PhamОценок пока нет
- Stress StateДокумент11 страницStress StateGabriel Caicedo RussyОценок пока нет
- Numerical Analysis of Temperature and Residual Stresses in Hot-Rolled Steel Strip During Cooling in CoilsДокумент10 страницNumerical Analysis of Temperature and Residual Stresses in Hot-Rolled Steel Strip During Cooling in CoilsFahrgerusteОценок пока нет
- 3ème Version CMSMДокумент3 страницы3ème Version CMSMKaouther KawtharОценок пока нет
- Finite Element Analysis of Composite Pressure Vessels With A Load Sharing Metallic LinerДокумент9 страницFinite Element Analysis of Composite Pressure Vessels With A Load Sharing Metallic Linervsraju2Оценок пока нет
- Determination of Rectangular Stress BlocДокумент6 страницDetermination of Rectangular Stress BlocKorrapati Pratyusha 19PHD0497Оценок пока нет
- Experimental Model Validation and Fatigue Behaviour of Cold-Formed High Strength SteelДокумент6 страницExperimental Model Validation and Fatigue Behaviour of Cold-Formed High Strength SteelcetinОценок пока нет
- Abouhamzeh 2015Документ23 страницыAbouhamzeh 2015Son NguyenОценок пока нет
- Design and Simulation of A Spot Welding Process: February 2019Документ7 страницDesign and Simulation of A Spot Welding Process: February 2019Abdullah hussainОценок пока нет
- Full Text 01Документ8 страницFull Text 01Yashrajsinh ChavdaОценок пока нет
- Numerical Analysis of Quenching and Cooling ProcesДокумент7 страницNumerical Analysis of Quenching and Cooling ProcestalalОценок пока нет
- Thermal Cycling Analysis of Flip-Chip Solder Joint ReliabilityДокумент8 страницThermal Cycling Analysis of Flip-Chip Solder Joint Reliability鲁长武Оценок пока нет
- Centrifugal Pump 2009Документ8 страницCentrifugal Pump 2009juan diazОценок пока нет
- Thermal Stress Relaxation of Nonhomogeneous CoatingsДокумент5 страницThermal Stress Relaxation of Nonhomogeneous CoatingsKunal JoshiОценок пока нет
- (2008) Chan and Gradner EHSДокумент11 страниц(2008) Chan and Gradner EHSRaees MazharОценок пока нет
- Thermo-Mechanical Analysis of Wire and Arc Additive Layer Manufacturing Process On Large Multi-Layer PartsДокумент11 страницThermo-Mechanical Analysis of Wire and Arc Additive Layer Manufacturing Process On Large Multi-Layer Partsrizkboss8312Оценок пока нет
- SDSS 2022 Paper 43 - RevisedДокумент6 страницSDSS 2022 Paper 43 - RevisedBatuhan DerОценок пока нет
- Numerical Modeling of Lateral-Torsional Buckling of Steel I-Beams Under Fire Conditions-Comparison With Eurocode 3Документ23 страницыNumerical Modeling of Lateral-Torsional Buckling of Steel I-Beams Under Fire Conditions-Comparison With Eurocode 3ReaditReaditОценок пока нет
- Nominal Moment Capacity of Box Reinforced Concrete Beams Exposed To FireДокумент14 страницNominal Moment Capacity of Box Reinforced Concrete Beams Exposed To FireReivax50Оценок пока нет
- Coneccion Ansys DisipadorДокумент8 страницConeccion Ansys DisipadorHectoreRodriguezlОценок пока нет
- Fatigue Behaviour of Thin Walled Cold Formed Steel ProfilesДокумент11 страницFatigue Behaviour of Thin Walled Cold Formed Steel ProfilesFarhan DanishОценок пока нет
- Determination of Limit State of Bodywork Stamping Using Forming Limit DiagramsДокумент6 страницDetermination of Limit State of Bodywork Stamping Using Forming Limit DiagramsSemir MuratovićОценок пока нет
- Failure Analysis of Bolted Steel FlangesДокумент7 страницFailure Analysis of Bolted Steel FlangesjcrosaОценок пока нет
- Musonda 2018 IOP Conf. Ser. Mater. Sci. Eng. 423 012162Документ7 страницMusonda 2018 IOP Conf. Ser. Mater. Sci. Eng. 423 012162JUANОценок пока нет
- Ak26230233 PDFДокумент4 страницыAk26230233 PDFRahil QureshiОценок пока нет
- Extended Abstract - David Simavorian (66007)Документ17 страницExtended Abstract - David Simavorian (66007)Relu MititeluОценок пока нет
- A Fresh Look at Bolted End-Plate Behavior and Design - Krishnamurthy1978q2Документ11 страницA Fresh Look at Bolted End-Plate Behavior and Design - Krishnamurthy1978q2mert_atasoyОценок пока нет
- A Fresh Look at Bolted End Plate Behaviour and DesignДокумент11 страницA Fresh Look at Bolted End Plate Behaviour and DesignSulaim Al KautsarОценок пока нет
- Effect of Varying Carbon Content and Shot Peening Upon Fatigue Performance of Prealloyed Sintered SteelsДокумент4 страницыEffect of Varying Carbon Content and Shot Peening Upon Fatigue Performance of Prealloyed Sintered SteelsalexcpmОценок пока нет
- 10 Surface Stress Effect On The Postbuckling and Free Vibration of Axisymmetric Circular Mindlin NanoplatesДокумент15 страниц10 Surface Stress Effect On The Postbuckling and Free Vibration of Axisymmetric Circular Mindlin NanoplatesBoonme ChinnaboonОценок пока нет
- Influence of Mandrel's Surface and Material On The Mechanical Properties of Joints Electromagnetic Compression PDFДокумент10 страницInfluence of Mandrel's Surface and Material On The Mechanical Properties of Joints Electromagnetic Compression PDFmohamad zareОценок пока нет
- Shear Strength in The New Eurocode 2. A Step ForwardДокумент10 страницShear Strength in The New Eurocode 2. A Step ForwardChineseAssassinОценок пока нет
- Aluminum Extrusion Fsi PDFДокумент9 страницAluminum Extrusion Fsi PDFredaОценок пока нет
- A 3d Finite Element Simulation of Equal Channel AnДокумент4 страницыA 3d Finite Element Simulation of Equal Channel Anshrirama346Оценок пока нет
- Lee2008 Elbow LWTДокумент5 страницLee2008 Elbow LWTKurra SrikanthОценок пока нет
- ML 013200198Документ101 страницаML 013200198SachiОценок пока нет
- Bacha 2006Документ7 страницBacha 2006KlockerОценок пока нет
- Wse2013 Paper Deng 3Документ4 страницыWse2013 Paper Deng 3Tadeu FelixОценок пока нет
- Aluminum HonneycombДокумент16 страницAluminum HonneycombMangesh ThokalОценок пока нет
- Bratina 2005Документ19 страницBratina 2005Malek GolОценок пока нет
- Final 00060Документ6 страницFinal 00060kurniawan waskitoОценок пока нет
- Final 00171Документ4 страницыFinal 00171kurniawan waskitoОценок пока нет
- Final 00283Документ5 страницFinal 00283kurniawan waskitoОценок пока нет
- Final 00290Документ5 страницFinal 00290kurniawan waskitoОценок пока нет
- Carbon Nanotube Temperature Profiler Using Platinum Hot FilmДокумент6 страницCarbon Nanotube Temperature Profiler Using Platinum Hot Filmkurniawan waskitoОценок пока нет
- Optimal Design of Thermal Management System in A LED PackageДокумент4 страницыOptimal Design of Thermal Management System in A LED Packagekurniawan waskitoОценок пока нет
- Final 00086Документ7 страницFinal 00086kurniawan waskitoОценок пока нет
- Final 00013Документ7 страницFinal 00013kurniawan waskitoОценок пока нет
- Final 00047Документ8 страницFinal 00047kurniawan waskitoОценок пока нет
- LES Analysis of Mixture Formation and Ignitability in An Unsteady Methane JetДокумент6 страницLES Analysis of Mixture Formation and Ignitability in An Unsteady Methane Jetkurniawan waskitoОценок пока нет
- Mixing of Density Stratified Fluid With Jet FlowДокумент4 страницыMixing of Density Stratified Fluid With Jet Flowkurniawan waskitoОценок пока нет
- Numerical Analysis On Effectiveness-NTU of Microchannel Heat ExchangersДокумент6 страницNumerical Analysis On Effectiveness-NTU of Microchannel Heat Exchangerskurniawan waskitoОценок пока нет
- Final 00028Документ8 страницFinal 00028kurniawan waskitoОценок пока нет
- Final 00016Документ7 страницFinal 00016kurniawan waskitoОценок пока нет
- Final 00049Документ5 страницFinal 00049kurniawan waskitoОценок пока нет
- Influence of Sequence of Cold Working and Aging Treatment On Mechanical Behaviour of 6061 Aluminum AlloyДокумент8 страницInfluence of Sequence of Cold Working and Aging Treatment On Mechanical Behaviour of 6061 Aluminum AlloywicaksonoОценок пока нет
- Finals ReviewerДокумент5 страницFinals ReviewerARIAR, Jyllianne Kyla C.Оценок пока нет
- Silver Nanoparticles: Synthesis and Mathematical-Geometric FormulationДокумент27 страницSilver Nanoparticles: Synthesis and Mathematical-Geometric FormulationjuanОценок пока нет
- Reading TOEFLДокумент13 страницReading TOEFLwelnitesiОценок пока нет
- OctaveДокумент2 страницыOctaveDavid CovatzinОценок пока нет
- Protein Characterization/Purification: Dr. Kevin AhernДокумент34 страницыProtein Characterization/Purification: Dr. Kevin AhernkelpachurpaОценок пока нет
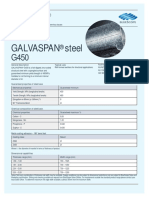
- Galvaspan G450Документ2 страницыGalvaspan G450khurshedlakhoОценок пока нет
- Praxis GuideДокумент43 страницыPraxis GuideRyan NegadОценок пока нет
- Lesson Plan in Advanced Chemistry AlcohoДокумент17 страницLesson Plan in Advanced Chemistry AlcohoGlaiza Mapute CaringalОценок пока нет
- CDB2043 - CH 03 - StoichiometryДокумент36 страницCDB2043 - CH 03 - StoichiometryAqilah HanimОценок пока нет
- Shades Eq Gloss Large Shade ChartДокумент2 страницыShades Eq Gloss Large Shade ChartmeganОценок пока нет
- WEIGHTSДокумент11 страницWEIGHTSvpjagannaathОценок пока нет
- BR Int LD Id Inspiration 55-70plusДокумент11 страницBR Int LD Id Inspiration 55-70plustarkett tОценок пока нет
- Dissolution GelatinДокумент14 страницDissolution Gelatinايناس ماجدОценок пока нет
- Brochures WSM2-Y PDFДокумент16 страницBrochures WSM2-Y PDFkunkzОценок пока нет
- Energy Systems Worksheet 7-12: Summary QuestionsДокумент2 страницыEnergy Systems Worksheet 7-12: Summary Questionsapi-341899824Оценок пока нет
- Atoms and Elements (Chemistry Notes)Документ4 страницыAtoms and Elements (Chemistry Notes)wlkernanОценок пока нет
- Catalogo General de Valvulas KSB (Aplicaciones)Документ7 страницCatalogo General de Valvulas KSB (Aplicaciones)Leandro AguiarОценок пока нет
- 11.drug StudyДокумент1 страница11.drug StudyFreisanChenMandumotanОценок пока нет
- High Risk Medication PolicyДокумент44 страницыHigh Risk Medication PolicyDewi Ratna SariОценок пока нет
- PGK-L1 The Following Text Is For Question No. 1Документ2 страницыPGK-L1 The Following Text Is For Question No. 1Sri AyamiОценок пока нет
- Bateria Data PDFДокумент2 страницыBateria Data PDFJulian GuascalОценок пока нет
- Ajax Disinfectant CleanserДокумент11 страницAjax Disinfectant CleanserMateusPauloОценок пока нет
- Nta Abhyas Test-65 CДокумент5 страницNta Abhyas Test-65 CMIITY EDUОценок пока нет
- HTT 45 CableДокумент1 страницаHTT 45 CableKoel DeyОценок пока нет
- Paraquat - Hoja de SeguridadДокумент3 страницыParaquat - Hoja de SeguridadCLARENA ALEJANDRA GUZMÁN RUIZОценок пока нет
- Hot TappingДокумент21 страницаHot TappingnayakyaОценок пока нет