Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- D4607 1378898 1 Standard Test Method For Determination of Iodine Number of Activated Carbon PDFДокумент5 страницD4607 1378898 1 Standard Test Method For Determination of Iodine Number of Activated Carbon PDFMuthu KumarОценок пока нет
- Big Data Masters ProgramДокумент13 страницBig Data Masters ProgramArun SinghОценок пока нет
- Class 1 - 15 Words For ABSOLUTE BeginnersДокумент1 страницаClass 1 - 15 Words For ABSOLUTE Beginnerschethan rОценок пока нет
- Class 1 - 15 Words For ABSOLUTE BeginnersДокумент1 страницаClass 1 - 15 Words For ABSOLUTE Beginnerschethan rОценок пока нет
- Big Data Masters ProgramДокумент13 страницBig Data Masters ProgramArun SinghОценок пока нет
- Work History: ContactДокумент3 страницыWork History: Contactchethan rОценок пока нет
- New Text DocumentДокумент3 страницыNew Text Documentchethan rОценок пока нет
- Job SearchДокумент1 страницаJob Searchchethan rОценок пока нет
- KanyakumariДокумент2 страницыKanyakumarichethan rОценок пока нет
- Aip Lab1 060310012032 48Документ14 страницAip Lab1 060310012032 48Narendra YadavОценок пока нет
- Boarding PassДокумент2 страницыBoarding Passchethan rОценок пока нет
- Membrane Treatment of Side-Stream Coolin PDFДокумент7 страницMembrane Treatment of Side-Stream Coolin PDFchethan rОценок пока нет
- Drive: Visvesvaraya Technological UniversityДокумент2 страницыDrive: Visvesvaraya Technological Universitychethan rОценок пока нет
- In T RuctionsДокумент1 страницаIn T Ructionschethan rОценок пока нет
- Ad Information Neww PDFДокумент1 страницаAd Information Neww PDFDeepak SinghОценок пока нет
- Call LetterДокумент2 страницыCall Letterchethan rОценок пока нет
- OnePlus Service Centres IndiaДокумент4 страницыOnePlus Service Centres IndiaPrashant JaiswalОценок пока нет
- Vtu Sprots FormaДокумент4 страницыVtu Sprots Formachethan rОценок пока нет
- CIM and Automation Lab ManualДокумент39 страницCIM and Automation Lab ManualHareesha N G67% (3)
- SRF Anx 1 - SabaДокумент10 страницSRF Anx 1 - SabaRam SskОценок пока нет
- Mechanical-Engineering Gate2016.InfoДокумент3 страницыMechanical-Engineering Gate2016.InfoHenryОценок пока нет
- CIM and Automation Lab: Department of Mechanical EngineeringДокумент51 страницаCIM and Automation Lab: Department of Mechanical EngineeringMadhusudhan DОценок пока нет
- What Is A MicroprocessorДокумент1 страницаWhat Is A Microprocessorsheriffwoody123Оценок пока нет
- GATE 2018-Certificate From Head of The DepartmentДокумент1 страницаGATE 2018-Certificate From Head of The DepartmentManas Tarai100% (1)
- Advanced Composities DivisionДокумент4 страницыAdvanced Composities Divisionchethan rОценок пока нет
- Mechanical Vibration - G. K. GroverДокумент39 страницMechanical Vibration - G. K. Groverchethan rОценок пока нет
- Institute Name Govt. Engineering College, Hassan India Rankings 2017 ID IR17-ENGG-1-12529 Discipline EngineeringДокумент6 страницInstitute Name Govt. Engineering College, Hassan India Rankings 2017 ID IR17-ENGG-1-12529 Discipline Engineeringchethan rОценок пока нет
- AttachmentДокумент1 страницаAttachmentSreenadh GonapaОценок пока нет
- AerospaceДокумент4 страницыAerospacechethan rОценок пока нет
- Fee Structure NotifiedДокумент2 страницыFee Structure NotifiedPreetham SaigalОценок пока нет
- Mechanical Vibration G K Grover PDFДокумент58 страницMechanical Vibration G K Grover PDFbunty25% (4)
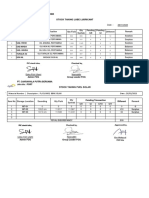
- Port Fuel, LubeДокумент1 страницаPort Fuel, LubeBabungulanОценок пока нет
- ChemistryДокумент6 страницChemistryMuhammad umarОценок пока нет
- T0-1-PAA-S0001-00-Talin-Specification Attachments-21250w - EN (0630) - Rev1 PDFДокумент43 страницыT0-1-PAA-S0001-00-Talin-Specification Attachments-21250w - EN (0630) - Rev1 PDFdang2172014Оценок пока нет
- AMPCO 18 SandДокумент1 страницаAMPCO 18 SandS BHATTACHARYYAОценок пока нет
- Foundry Workshop ManualДокумент22 страницыFoundry Workshop Manuallakshya100% (1)
- Export Product Hand BookДокумент94 страницыExport Product Hand Bookamit singhОценок пока нет
- Basic Industrial BiotechnologyДокумент29 страницBasic Industrial BiotechnologyBharathiОценок пока нет
- Srinivasa Coco ProductДокумент13 страницSrinivasa Coco ProductJilly ArasuОценок пока нет
- Cder Guidance AmethДокумент9 страницCder Guidance Amethdrs_mdu48Оценок пока нет
- FX ENG Cat 2016 - TeknomegaДокумент140 страницFX ENG Cat 2016 - TeknomegaJanko GardaševićОценок пока нет
- Äèàìåòð Ñòàëè Ïðåä. Îòêë. ÏÎ Äèàìåòðó Ñòàëè Êâàëèòåòîâ h5 h11 h10 h9 h8 h7 h6 h12Документ7 страницÄèàìåòð Ñòàëè Ïðåä. Îòêë. ÏÎ Äèàìåòðó Ñòàëè Êâàëèòåòîâ h5 h11 h10 h9 h8 h7 h6 h12TetianaОценок пока нет
- Structure Test 2Документ3 страницыStructure Test 2Seda Aydin100% (1)
- Fluitest Uric Acid AnalyticonДокумент4 страницыFluitest Uric Acid AnalyticonTjakraHarjoWiboewoОценок пока нет
- Crystal DefectsДокумент3 страницыCrystal DefectsixbreakxawayОценок пока нет
- O - LEVEL CHEMISTRY WORKSHEETS - Reactions QuestionsДокумент21 страницаO - LEVEL CHEMISTRY WORKSHEETS - Reactions QuestionsFahim Ahmed75% (4)
- Fiitjee: Physics, Chemistry & MathematicsДокумент14 страницFiitjee: Physics, Chemistry & MathematicspranjalОценок пока нет
- Ac-Pqc-Injecto: Low Viscous Epoxy Injection ResinДокумент2 страницыAc-Pqc-Injecto: Low Viscous Epoxy Injection ResinDeven PatleОценок пока нет
- Recrystallization NotesДокумент9 страницRecrystallization NotesanrychoОценок пока нет
- LS 100 BrochureДокумент2 страницыLS 100 BrochureLun DingОценок пока нет
- OGP Hydrocarbon Level Measurement - Report 547 PDFДокумент96 страницOGP Hydrocarbon Level Measurement - Report 547 PDFmgkvprОценок пока нет
- Mark Scheme (Results) : Summer 2018Документ17 страницMark Scheme (Results) : Summer 2018Atiqur RahmanОценок пока нет
- RSC - ElectrochemistryДокумент98 страницRSC - ElectrochemistrymokilpoОценок пока нет
- Copper Sulphate Penta HydrateДокумент2 страницыCopper Sulphate Penta HydrateBLi'H'Abiee100% (1)
- In-Vitro Antimicrobial Activity of Nano-Chitosan Hydroxyapatite Against Streptococcus Mutans On Biofilm FormationДокумент8 страницIn-Vitro Antimicrobial Activity of Nano-Chitosan Hydroxyapatite Against Streptococcus Mutans On Biofilm FormationInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- Mixed-Use Development One Binondo: Moriones St. Cor. Juan Luna St. Binondo, ManilaДокумент1 страницаMixed-Use Development One Binondo: Moriones St. Cor. Juan Luna St. Binondo, ManilaedwinОценок пока нет
- Predicting Production Performance of A Field With Complex Reservoir Heterogeneities Undergoing Water Injection - A Case Study of A Niger-Delta FieldДокумент14 страницPredicting Production Performance of A Field With Complex Reservoir Heterogeneities Undergoing Water Injection - A Case Study of A Niger-Delta FieldnoorОценок пока нет
- Pharmaceutical Industry in IndiaДокумент0 страницPharmaceutical Industry in IndiaBhuvan MalikОценок пока нет
- Notes For Teacher: Thin Layer Chromatography Analysis and Purification of Aspirin by RecrystallizationДокумент3 страницыNotes For Teacher: Thin Layer Chromatography Analysis and Purification of Aspirin by RecrystallizationCleraОценок пока нет