Вам также может понравиться
- Sustainability Optimization in Manufacturing Enterprises 2015 Procedia CIRPДокумент6 страницSustainability Optimization in Manufacturing Enterprises 2015 Procedia CIRPMohd TariqОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Siliconizing Process of Mild Steel Substrate by Using Tronoh Si - 2015 - Procedi PDFДокумент6 страницSiliconizing Process of Mild Steel Substrate by Using Tronoh Si - 2015 - Procedi PDFMohd TariqОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Proposed Framework For End of Life Aircraft Recycling - 2015 - Procedia CIRP PDFДокумент6 страницProposed Framework For End of Life Aircraft Recycling - 2015 - Procedia CIRP PDFMohd TariqОценок пока нет
- Key Determinants of Sustainable Product Design and Manufact - 2015 - Procedia CI PDFДокумент4 страницыKey Determinants of Sustainable Product Design and Manufact - 2015 - Procedia CI PDFMohd TariqОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Interpretive Structural Modeling Approach For Development of E - 2015 - Procedia PDFДокумент6 страницInterpretive Structural Modeling Approach For Development of E - 2015 - Procedia PDFMohd TariqОценок пока нет
- Methley Railway Station: A Proposal To The Department For Transport.Документ38 страницMethley Railway Station: A Proposal To The Department For Transport.Rt Hon. Alec Shelbrooke, M.P.0% (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Zoom and Re-Zoom Team ActivityДокумент2 страницыZoom and Re-Zoom Team ActivityWalshie28050% (1)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Activity Diagram Airline Reservation System PDFДокумент4 страницыActivity Diagram Airline Reservation System PDFAnonymous zSn6IALuabОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Science - Sound DiffractionДокумент12 страницScience - Sound DiffractionElissah S PabilonaОценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Siasun Company IntroДокумент34 страницыSiasun Company IntromoneeshveeraОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Dive Scubapro - Air2 3rd - Maintenance ProcedureДокумент5 страницDive Scubapro - Air2 3rd - Maintenance Proceduremanonpom100% (1)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
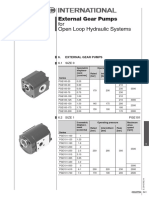
- External Gear Pumps For Open Loop Hydraulic SystemsДокумент2 страницыExternal Gear Pumps For Open Loop Hydraulic SystemsBlashko GjorgjievОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Soundtrack: Aden LeeДокумент7 страницSoundtrack: Aden Lee이성진Оценок пока нет
- Rae Systems Parts List October 26 2010Документ2 страницыRae Systems Parts List October 26 2010Mike HastingsОценок пока нет
- Prop Pro 32-4 FinalДокумент32 страницыProp Pro 32-4 FinalAhmed Ali KhanОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Omnifocus ShortcutsДокумент3 страницыOmnifocus ShortcutsLaGouloueОценок пока нет
- Ubd Template DiltzДокумент6 страницUbd Template Diltzapi-281020585Оценок пока нет
- A Practical Guide To HL7 Interface DevelopmentДокумент5 страницA Practical Guide To HL7 Interface DevelopmentmjohnstnОценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- ABAP On HANA TopicsДокумент23 страницыABAP On HANA Topicsrupesh kumarОценок пока нет
- CES Wrong Answer SummaryДокумент2 страницыCES Wrong Answer SummaryВладислав КомаровОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- FOCGB5 Rtest 1-6BДокумент3 страницыFOCGB5 Rtest 1-6BM-DОценок пока нет
- SITRUST Brochure PDFДокумент8 страницSITRUST Brochure PDFÐôùxBébê Ðê MãmäñОценок пока нет
- Present Simple Present ContinuousДокумент3 страницыPresent Simple Present ContinuousFernando SabinoОценок пока нет
- Open National Abacus Competition 2021 - Maats PVT LTDДокумент8 страницOpen National Abacus Competition 2021 - Maats PVT LTDRanjana GalphadeОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Breuer - Sun & Shadow (Inglés) PDFДокумент18 страницBreuer - Sun & Shadow (Inglés) PDFccorrea74Оценок пока нет
- Panasonic Sa Akx10ph PNДокумент114 страницPanasonic Sa Akx10ph PNimmortalwombatОценок пока нет
- Digital Album On Prominent Social ScientistsДокумент10 страницDigital Album On Prominent Social ScientistsOliver Antony ThomasОценок пока нет
- Unit 9: Cities of The World I. ObjectivesДокумент4 страницыUnit 9: Cities of The World I. ObjectivesTrang Hoang NguyenОценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Daftar Ebook Tentang LeanДокумент2 страницыDaftar Ebook Tentang LeanChilmar Buchari100% (1)
- Morphometric Characterization of Jatropha Curcas Germplasm of North-East IndiaДокумент9 страницMorphometric Characterization of Jatropha Curcas Germplasm of North-East IndiafanusОценок пока нет
- Jesper Kyd - Flight Over Venice (Assassin's Creed II)Документ9 страницJesper Kyd - Flight Over Venice (Assassin's Creed II)Aldert de VriesОценок пока нет
- Amy CuddyДокумент5 страницAmy CuddygeetaОценок пока нет
- Pilot Implementation of The Limited Face-to-Face Class Program at Librada Avelino Elementary SchoolДокумент10 страницPilot Implementation of The Limited Face-to-Face Class Program at Librada Avelino Elementary SchoolCher GeriОценок пока нет
- SK AccBro CI Update - FABIA - Unpriced - SEPT 2023 AW v4Документ34 страницыSK AccBro CI Update - FABIA - Unpriced - SEPT 2023 AW v4Vlad TiurinОценок пока нет
- WEEK 11 - LAB 2 LEVEL 0 - BS Lab Electrical Supply - Domestic House Wiring & Accessories Including Lighting - DONEДокумент6 страницWEEK 11 - LAB 2 LEVEL 0 - BS Lab Electrical Supply - Domestic House Wiring & Accessories Including Lighting - DONEMuhd Alif MikhailОценок пока нет