Вам также может понравиться
- Cncpresentation PDFДокумент37 страницCncpresentation PDFCorey YoungОценок пока нет
- Numerical ControllerДокумент157 страницNumerical ControllerDhaval PatelОценок пока нет
- CNC Programming & Application: Federal TVET Institute Manufacturing Technology Department Addis Abeba EthiopiaДокумент58 страницCNC Programming & Application: Federal TVET Institute Manufacturing Technology Department Addis Abeba EthiopiaGezae MebrahtuОценок пока нет
- EMC ActuatorsДокумент80 страницEMC ActuatorsnageshОценок пока нет
- A Case Study On Predictive Maintenance of Oj 5522 DT 40 CNC Milling MachineДокумент4 страницыA Case Study On Predictive Maintenance of Oj 5522 DT 40 CNC Milling MachineIJARP PublicationsОценок пока нет
- Electrode Properties EdmДокумент6 страницElectrode Properties Edmomer21Оценок пока нет
- Axes Design Basics-Apr2018Документ76 страницAxes Design Basics-Apr2018Srinivas MurthyОценок пока нет
- Drilling Reaming & TappingДокумент17 страницDrilling Reaming & TappingLeo HsiehОценок пока нет
- PLC With Pic16F648A: Microcontroller (PART 1)Документ5 страницPLC With Pic16F648A: Microcontroller (PART 1)artmx2003Оценок пока нет
- Full PPT CNC Plotter MCДокумент33 страницыFull PPT CNC Plotter MCDishant PatelОценок пока нет
- 81 Designing Aluminium-Bronze CastingsДокумент17 страниц81 Designing Aluminium-Bronze Castingspoom2007100% (1)
- Lathe MachineДокумент22 страницыLathe MachineRaghavMaheshwariОценок пока нет
- Regrind End Mills and VikДокумент1 страницаRegrind End Mills and VikMawan BentzОценок пока нет
- Static Balancing of Grinding WheelsДокумент3 страницыStatic Balancing of Grinding WheelsloosenutОценок пока нет
- GrindingДокумент52 страницыGrindingRavi Arjun KumarОценок пока нет
- Jigs and Fixtures For Machine Shops: Instructional ObjectivesДокумент21 страницаJigs and Fixtures For Machine Shops: Instructional ObjectivesRinkuОценок пока нет
- Automotive Chassis DesignДокумент4 страницыAutomotive Chassis DesigndressfeetОценок пока нет
- Drilling Tool DesignДокумент8 страницDrilling Tool DesignSiddharth DubeyОценок пока нет
- Elliott Tool English CatalogДокумент220 страницElliott Tool English Catalogmaruti nandgadkarОценок пока нет
- 4-Machining Fundamentals Ams May01 13Документ87 страниц4-Machining Fundamentals Ams May01 13mjdaleneziОценок пока нет
- BOOK77Документ5 страницBOOK77Vaibhav GuptaОценок пока нет
- CNC Vertical Milling Machine-JOB PROCEDUREДокумент3 страницыCNC Vertical Milling Machine-JOB PROCEDUREpraveen_kumar_119Оценок пока нет
- Machine Tools and Machining1Документ62 страницыMachine Tools and Machining1Faisal MaqsoodОценок пока нет
- Plant LayoutДокумент65 страницPlant Layoutsupriya127100% (1)
- Computer Numerical Control (CNC) Machine: Industrial Oriented Mini Project Report ONДокумент46 страницComputer Numerical Control (CNC) Machine: Industrial Oriented Mini Project Report ONMechanical 2-1Оценок пока нет
- Manufacturing of Spur Gear: Aim of The ExperimentДокумент5 страницManufacturing of Spur Gear: Aim of The ExperimentParameshwara MeenaОценок пока нет
- CNCДокумент76 страницCNCAlexandru Precup100% (1)
- NC Mill SFTWR ManualДокумент100 страницNC Mill SFTWR ManualPham LongОценок пока нет
- Assignment On LatheДокумент26 страницAssignment On LatheHarish Kumar S100% (3)
- Non Chip FormingДокумент33 страницыNon Chip FormingNur AmirahОценок пока нет
- Design of Machining Fixture For Turbine Rotor BladeДокумент14 страницDesign of Machining Fixture For Turbine Rotor BladeesatjournalsОценок пока нет
- Design of CNC Machine Based Laser Engraver With Arduino UNOДокумент7 страницDesign of CNC Machine Based Laser Engraver With Arduino UNOIJRASETPublicationsОценок пока нет
- Deep Drawing Process PDFДокумент34 страницыDeep Drawing Process PDFCADCAM CAEОценок пока нет
- Student Copy-Manufacturing Process SelectionДокумент49 страницStudent Copy-Manufacturing Process SelectionAnishMendisОценок пока нет
- Grinding Process BoreДокумент22 страницыGrinding Process Boremaulikgadara50% (2)
- Rebuild ManualДокумент55 страницRebuild Manualaccujack0% (1)
- Gears & Gear Manufacturing Processes-2Документ58 страницGears & Gear Manufacturing Processes-2Yogesh DewangОценок пока нет
- Flexible FixturingДокумент24 страницыFlexible FixturingAbhishek KaushikОценок пока нет
- Haacon 4202+4585 Gebruiksaanwijzing enДокумент6 страницHaacon 4202+4585 Gebruiksaanwijzing enBasvanLeeuwen100% (2)
- Lab Session 1 & 2& 3Документ24 страницыLab Session 1 & 2& 3Ali RazaОценок пока нет
- Sintered Metal BushДокумент5 страницSintered Metal Bush124swadeshiОценок пока нет
- Cold Forging BookДокумент26 страницCold Forging BookkrocsyldiphОценок пока нет
- Machinist Calc Pro 2UG4088E-BДокумент80 страницMachinist Calc Pro 2UG4088E-Bbuckeyemarv967100% (2)
- Recent Trends in ManufacturingДокумент13 страницRecent Trends in ManufacturingAmbarish100% (2)
- Drill Hole Size ChartДокумент1 страницаDrill Hole Size ChartWilliam James Abercrombie100% (1)
- Spline BroachingДокумент28 страницSpline BroachingFaraz IshaniОценок пока нет
- (PDF) Design Report Quad Bike Design Challenge - 2016Документ13 страниц(PDF) Design Report Quad Bike Design Challenge - 2016abhijitakadamОценок пока нет
- 40530-Machining 10 20 30 2003Документ109 страниц40530-Machining 10 20 30 2003Emijo.AОценок пока нет
- HMT Mandrel Bending 101Документ80 страницHMT Mandrel Bending 101zaiofracassadoОценок пока нет
- Chapter-5: MachiningДокумент32 страницыChapter-5: Machiningbhushan wandre0% (1)
- General Purpose Machine Tools - SpalДокумент32 страницыGeneral Purpose Machine Tools - SpalRavichandran GОценок пока нет
- Profile Cutting of Metals On CNC Plasma MachineДокумент30 страницProfile Cutting of Metals On CNC Plasma MachineKranthi Kumar ReddyОценок пока нет
- CNC Machines-1Документ79 страницCNC Machines-1LAVNIMESH AGNIHOTRIОценок пока нет
- CNC MillДокумент100 страницCNC MillKhai HuynhОценок пока нет
- CNC TechnologyДокумент51 страницаCNC TechnologylyriccОценок пока нет
- 2nd unitCNC-1Документ118 страниц2nd unitCNC-1Sundar AnandОценок пока нет
- CH 3Документ81 страницаCH 3Munawar AbdusamedОценок пока нет
- CNC Machines-An Introduction: Department of Mechanical Engineering Indian Institute of Technology PatnaДокумент49 страницCNC Machines-An Introduction: Department of Mechanical Engineering Indian Institute of Technology PatnaShiva SinghОценок пока нет
- 9.pmat M-01Документ94 страницы9.pmat M-01mailtome126100% (1)
- ME6302-Manufacturing Technology-I PDFДокумент10 страницME6302-Manufacturing Technology-I PDFpraveen mithunОценок пока нет
- Wind Power BasicsДокумент16 страницWind Power Basicspraveen mithunОценок пока нет
- Introduction To RESДокумент33 страницыIntroduction To RESpraveen mithunОценок пока нет
- DFMДокумент41 страницаDFMpraveen mithunОценок пока нет
- Introduction To CAD/CAM/CAE Software: Dr.K.Balamurugan Associate Professor, IRTTДокумент6 страницIntroduction To CAD/CAM/CAE Software: Dr.K.Balamurugan Associate Professor, IRTTpraveen mithunОценок пока нет
- SolarThermal ApplicationsДокумент24 страницыSolarThermal Applicationspraveen mithunОценок пока нет
- Sensors Applications - Vol1. Sensors in Manufacturing Wiley SonsДокумент421 страницаSensors Applications - Vol1. Sensors in Manufacturing Wiley SonsdhvbkhnОценок пока нет
- Nursing InformaticsДокумент7 страницNursing Informaticsapi-19880840100% (1)
- Motor Terminology and Electrical Performance CharacteristicsДокумент37 страницMotor Terminology and Electrical Performance CharacteristicsErick Yael Alcantar MaresОценок пока нет
- Webhook With WhatsappДокумент11 страницWebhook With WhatsappsarasasasaОценок пока нет
- UKOOA Telecoms GuidelinesДокумент35 страницUKOOA Telecoms GuidelinesmaarutzОценок пока нет
- Construction Process and Project ManagementДокумент2 страницыConstruction Process and Project ManagementPenyair SufiОценок пока нет
- Safety Manual (B-80687EN 10)Документ35 страницSafety Manual (B-80687EN 10)Jander Luiz TomaziОценок пока нет
- Devireg 530Документ1 страницаDevireg 530Mohammed Al-kawakОценок пока нет
- Dmic Gujarat NewДокумент2 страницыDmic Gujarat NewArjun AgrawalОценок пока нет
- جدول كميات كهرباДокумент3 страницыجدول كميات كهرباhany mohamed100% (1)
- 7UT85Документ9 страниц7UT85sparkCE100% (1)
- Energy Management and Heat Storage For Solar Adsorption CoolingДокумент11 страницEnergy Management and Heat Storage For Solar Adsorption CoolingRendy Adhi RachmantoОценок пока нет
- Topic 6 Nested For LoopsДокумент21 страницаTopic 6 Nested For Loopsthbull02Оценок пока нет
- Transistor As An AmplifierДокумент3 страницыTransistor As An AmplifierArslan AshfaqОценок пока нет
- Pa0043 Sub Conor O'donnell PDFДокумент7 страницPa0043 Sub Conor O'donnell PDFTheNewChildrensHospitalОценок пока нет
- Sustainable Finance Esg Integration SolutionДокумент5 страницSustainable Finance Esg Integration SolutionRISHABH RAJ JAINОценок пока нет
- Hospital Equipment and Its Management System A MinДокумент4 страницыHospital Equipment and Its Management System A MinPaola LorenzattoОценок пока нет
- Base Industrial Engine EFI: 1.6-Litre 4-CylinderДокумент2 страницыBase Industrial Engine EFI: 1.6-Litre 4-CylinderTaimoor AhmedОценок пока нет
- Oscillating Cylinder With Git OpenFoamДокумент9 страницOscillating Cylinder With Git OpenFoamM AliОценок пока нет
- TechCorner 05 - Productivity3000 Ramp, Ramp Generator, Find Min and MaxДокумент4 страницыTechCorner 05 - Productivity3000 Ramp, Ramp Generator, Find Min and MaxQuantumAutomationОценок пока нет
- Digital Circuit Design TrendsДокумент5 страницDigital Circuit Design TrendsnagarajuОценок пока нет
- ErewДокумент2 страницыErewKeet WongОценок пока нет
- BAJA RULES 2020 Rev B 2020-01-26Документ129 страницBAJA RULES 2020 Rev B 2020-01-26baja100% (2)
- Genigraphics Poster TemplateДокумент1 страницаGenigraphics Poster TemplaterapОценок пока нет
- MANDATORYДокумент7 страницMANDATORYkamlesh yadavОценок пока нет
- DTC P0171 System Too Lean (Bank 1) DTC P0172 System Too Rich (Bank 1)Документ14 страницDTC P0171 System Too Lean (Bank 1) DTC P0172 System Too Rich (Bank 1)Willie AustineОценок пока нет
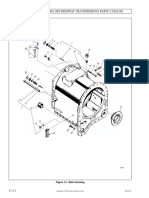
- Allison 5000/6000 Series Off-Highway Transmissions Parts CatalogДокумент3 страницыAllison 5000/6000 Series Off-Highway Transmissions Parts CatalogMaya OlmecaОценок пока нет
- Chapter 3Документ74 страницыChapter 3Berhane KifleОценок пока нет
- De Lorenzo - Smart Grid EngДокумент29 страницDe Lorenzo - Smart Grid EngwrdlifeОценок пока нет
- Baggage X RayДокумент4 страницыBaggage X RayShaaban HassanОценок пока нет
- Cisco IOS For DummiesДокумент29 страницCisco IOS For DummiesGary LuОценок пока нет