Вам также может понравиться
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- WHP-SPM-011 Rev. C General Welding-NDE Specification Piping Shop-Field FabricationДокумент26 страницWHP-SPM-011 Rev. C General Welding-NDE Specification Piping Shop-Field Fabricationprihartono_dias100% (1)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- AHSA27-S-DS-PS-009 0 Flow Control Valve Process Data Sheet RevisionДокумент3 страницыAHSA27-S-DS-PS-009 0 Flow Control Valve Process Data Sheet Revisionprihartono_diasОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- KOSO General BrochureДокумент15 страницKOSO General Brochureprihartono_diasОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Mark 695 Series - Piloted Tank Blanketing Regulator (2 Inch)Документ4 страницыMark 695 Series - Piloted Tank Blanketing Regulator (2 Inch)prihartono_diasОценок пока нет
- GMS-SPT-013 Pneumatic On-Off Valve and Motor Operated Valve Specification - Rev 1Документ20 страницGMS-SPT-013 Pneumatic On-Off Valve and Motor Operated Valve Specification - Rev 1prihartono_diasОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- GMS-SPM-001 Piping Material Specification Line Class Process and Utility Piping - Rev 2Документ59 страницGMS-SPM-001 Piping Material Specification Line Class Process and Utility Piping - Rev 2prihartono_dias100% (1)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- 360 Bulletin P-360B0411AДокумент16 страниц360 Bulletin P-360B0411Aprihartono_diasОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Vent Combination ArresterДокумент1 страницаVent Combination Arresterprihartono_diasОценок пока нет
- AHSA27-S-DS-IN-004 0 Instrument Data Sheet Pressure Regulator ValveДокумент4 страницыAHSA27-S-DS-IN-004 0 Instrument Data Sheet Pressure Regulator Valveprihartono_diasОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Reference List Oversea LNG 2013 09 27 PDFДокумент41 страницаReference List Oversea LNG 2013 09 27 PDFprihartono_diasОценок пока нет
- Weatherproof Float SwitchДокумент4 страницыWeatherproof Float Switchprihartono_diasОценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Branched Element Duct Burner: Single Point of Ignition For Reliable Low Maintenance-Forney'SДокумент2 страницыBranched Element Duct Burner: Single Point of Ignition For Reliable Low Maintenance-Forney'Sprihartono_diasОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Z-POS Series™: Protect Your Processing or Storage Tank From Over-Pressurisation and VacuumДокумент2 страницыZ-POS Series™: Protect Your Processing or Storage Tank From Over-Pressurisation and Vacuumprihartono_diasОценок пока нет
- X11SNI&OДокумент23 страницыX11SNI&Oprihartono_diasОценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Compact Configurable Combustion Control: Standard Features IncludeДокумент1 страницаCompact Configurable Combustion Control: Standard Features Includeprihartono_diasОценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- FLOWSIC 600 Pipe Size Calculation: Reference ConditionДокумент1 страницаFLOWSIC 600 Pipe Size Calculation: Reference Conditionprihartono_diasОценок пока нет
- Burnerlogix Adds Boiler Control To Flame Safeguard: A Burner'S Favorite ControlДокумент1 страницаBurnerlogix Adds Boiler Control To Flame Safeguard: A Burner'S Favorite Controlprihartono_diasОценок пока нет
- Product Overview - LeuschДокумент32 страницыProduct Overview - Leuschprihartono_diasОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- T F /,, - The Skid-Mounted Blower AssemblyДокумент2 страницыT F /,, - The Skid-Mounted Blower Assemblyprihartono_diasОценок пока нет
- Data Sheet - PSV Carbon FilterДокумент1 страницаData Sheet - PSV Carbon Filterprihartono_diasОценок пока нет
- A105 A216 ComparisonДокумент10 страницA105 A216 Comparisonprihartono_diasОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Advanced Service SolutionsДокумент3 страницыAdvanced Service Solutionsprihartono_diasОценок пока нет
- Jurong Junior College: Preliminary Examination 2008Документ13 страницJurong Junior College: Preliminary Examination 2008Ronald McdonaldОценок пока нет
- P&id LegendДокумент1 страницаP&id Legendkamal arabОценок пока нет
- Generator Selection Calculation: 1 2 3 4 5 6 7 8 9 Total Load KvaДокумент2 страницыGenerator Selection Calculation: 1 2 3 4 5 6 7 8 9 Total Load KvaAmir SultanОценок пока нет
- Food Packaging History and InnovationsДокумент4 страницыFood Packaging History and InnovationsThuy PhamОценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- It's Gettin' Hot in Here!Документ28 страницIt's Gettin' Hot in Here!Dipanjan DasОценок пока нет
- Kem R7005 Uc2 Ud2-541010Документ18 страницKem R7005 Uc2 Ud2-541010Anonymous C6Vaod9Оценок пока нет
- Expt 8.7 Finding The Formula of Copper OxideДокумент2 страницыExpt 8.7 Finding The Formula of Copper OxideIra Munirah0% (2)
- Arc Mercer 2011 Fall NewsletterДокумент12 страницArc Mercer 2011 Fall NewsletterarcmercerОценок пока нет
- Saurabh Kumar PatelДокумент19 страницSaurabh Kumar PatelVikas PatelОценок пока нет
- SMK0765FJ: Switching Regulator ApplicationsДокумент8 страницSMK0765FJ: Switching Regulator ApplicationsranaateeqОценок пока нет
- Fluid MechanicsДокумент35 страницFluid MechanicsJohn Ely Collado Bantog0% (1)
- Hns 36W 4P Se: Product DatasheetДокумент4 страницыHns 36W 4P Se: Product Datasheetaban Ibis MedicalОценок пока нет
- PIPEPHASE Application BriefsДокумент219 страницPIPEPHASE Application Briefsarmando0212-1Оценок пока нет
- Surgical DiathermyДокумент27 страницSurgical DiathermyNimi Batubo100% (1)
- Company Profile - Grrsb-SmallДокумент2 страницыCompany Profile - Grrsb-Smallmsis81Оценок пока нет
- Acp 10 - PPT - Q3 - M4Документ50 страницAcp 10 - PPT - Q3 - M4CherryОценок пока нет
- Chart Summary Analysis - Brandon LeeДокумент18 страницChart Summary Analysis - Brandon LeeEyeOfLunaОценок пока нет
- Storage and Dispensing of High Blend Ethanol Fuels Inc E 85 PDFДокумент15 страницStorage and Dispensing of High Blend Ethanol Fuels Inc E 85 PDFMurli RamchandranОценок пока нет
- Isv5 0-Web PDFДокумент2 страницыIsv5 0-Web PDFperulapiaОценок пока нет
- Eta Fta CbaДокумент13 страницEta Fta CbaF KhanОценок пока нет
- Test Format Light & WaveДокумент7 страницTest Format Light & WaveDewan Olin ChotepadaeОценок пока нет
- Zentech Jackup Rig Design R 550D PDFДокумент8 страницZentech Jackup Rig Design R 550D PDFGiang Nguyen NinhОценок пока нет
- Electrical All Sizing CalculationДокумент123 страницыElectrical All Sizing Calculationvijaydev7594% (18)
- Ray Transfer Matrix AnalysisДокумент10 страницRay Transfer Matrix Analysisabcdefghijklmnopqrstuvwxyz12345678910Оценок пока нет
- Nominate Authorised Holder Representative TemplateДокумент4 страницыNominate Authorised Holder Representative TemplatesaravananОценок пока нет
- Dryers: DRYERS - Are Equipment Used For Producing A Dry Solid Product From A Wet Feed General Types of DryersДокумент5 страницDryers: DRYERS - Are Equipment Used For Producing A Dry Solid Product From A Wet Feed General Types of DryersTristan Paul Guerra OrodioОценок пока нет
- Parts-Gm3 0Документ43 страницыParts-Gm3 0ناصرقوجيلОценок пока нет
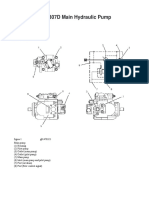
- Cat 307D Main Pump OperationДокумент3 страницыCat 307D Main Pump Operationkahandawala100% (1)
- Production of Bio Ethanol From Sugarcane BagasseДокумент4 страницыProduction of Bio Ethanol From Sugarcane BagassePreet ChahalОценок пока нет
- SolarPro2 4Документ100 страницSolarPro2 4lgv2Оценок пока нет