Вам также может понравиться
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- US9874257Документ8 страницUS9874257marcglebОценок пока нет
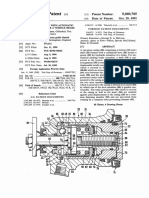
- US5060765Документ12 страницUS5060765marcglebОценок пока нет
- US9850967Документ8 страницUS9850967marcglebОценок пока нет
- Kilic Clutch 2016Документ7 страницKilic Clutch 2016marcglebОценок пока нет
- Thermal Behavior of Friction Clutch DiscДокумент11 страницThermal Behavior of Friction Clutch DiscmarcglebОценок пока нет
- US4331221Документ12 страницUS4331221marcglebОценок пока нет
- EP1469240A1Документ12 страницEP1469240A1marcglebОценок пока нет
- Clutch TS Guide 8 PDFДокумент84 страницыClutch TS Guide 8 PDFmarcglebОценок пока нет
- Attestination: WoniniДокумент22 страницыAttestination: WoninimarcglebОценок пока нет
- VW 1.9L TDI Installation NoticeДокумент4 страницыVW 1.9L TDI Installation Noticemarcgleb100% (1)
- Fault Finding Guide WebДокумент39 страницFault Finding Guide Webmarcgleb100% (1)
- Stifness and Damping Characteristics of Rubber PDFДокумент14 страницStifness and Damping Characteristics of Rubber PDFmarcglebОценок пока нет
- Engineering Mechanics 2016: 22 International ConferenceДокумент4 страницыEngineering Mechanics 2016: 22 International ConferencemarcglebОценок пока нет
- 402-2 - SAF Warranty Handling Shock AbsorberДокумент13 страниц402-2 - SAF Warranty Handling Shock AbsorbermarcglebОценок пока нет
- Why Bad Presentations Happen To Good Causes - Andy GoodmanДокумент100 страницWhy Bad Presentations Happen To Good Causes - Andy GoodmanterryboothОценок пока нет
- Engine Throtle FailureДокумент2 страницыEngine Throtle FailuremarcglebОценок пока нет
- Pierburg PG - Si - 0096 - 30304465Документ1 страницаPierburg PG - Si - 0096 - 30304465marcglebОценок пока нет
- KS Schadensbroschüre Englisch PDFДокумент92 страницыKS Schadensbroschüre Englisch PDFmarcglebОценок пока нет
- A Guide To Facilitating Adult Learning PDFДокумент30 страницA Guide To Facilitating Adult Learning PDFmarcgleb100% (1)
- Knowledge Comprehension Applications Analysis Synthesis EvaluationsДокумент1 страницаKnowledge Comprehension Applications Analysis Synthesis EvaluationsmarcglebОценок пока нет
- Procedure For Evaluation of Rubber Bushing ComponentsДокумент12 страницProcedure For Evaluation of Rubber Bushing ComponentsmarcglebОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- The Motion of The Cam Is Transferred To The Valves ThroughДокумент13 страницThe Motion of The Cam Is Transferred To The Valves ThroughMayankОценок пока нет
- QRF D51ex-22Документ2 страницыQRF D51ex-22Ralf MaurerОценок пока нет
- MG5728Документ46 страницMG5728Сергій БоженкоОценок пока нет
- PnPduino Honda B D PinoutДокумент4 страницыPnPduino Honda B D Pinoutahp.yacineОценок пока нет
- Price ListДокумент974 страницыPrice ListEdbertiscoming100% (2)
- Valmet 612 DSBILДокумент68 страницValmet 612 DSBILagrodostavaОценок пока нет
- Home Products Components & Parts EngineДокумент9 страницHome Products Components & Parts EngineJulian MoraОценок пока нет
- Sparepart For Overhaul G.B MN-900 NicoДокумент1 страницаSparepart For Overhaul G.B MN-900 NicoAlan SebastianОценок пока нет
- Toyota101 VSV AdjustmentДокумент11 страницToyota101 VSV AdjustmentJohn Francis Rosca100% (1)
- zd30 Engine Use ManualДокумент53 страницыzd30 Engine Use Manuallocario1Оценок пока нет
- BorgWarner TurboalimentadoresДокумент108 страницBorgWarner TurboalimentadoresAntonio Monteiro100% (1)
- Rolls-Royce Corporation Rolls-Royce M250 Series Engines Technical Publications IndexДокумент31 страницаRolls-Royce Corporation Rolls-Royce M250 Series Engines Technical Publications IndexAleja Paty AltamarОценок пока нет
- Rexroth: Spare Parts ListДокумент4 страницыRexroth: Spare Parts ListSasko Dimitrov100% (1)
- TCG 2020 OlsДокумент4 страницыTCG 2020 Olssdiaman100% (1)
- Liquidsi by Vialle - Already Available: Lpi Vialle 5Th Generation Lpfi Show AllДокумент3 страницыLiquidsi by Vialle - Already Available: Lpi Vialle 5Th Generation Lpfi Show AllDrcytoОценок пока нет
- Project On DLWДокумент17 страницProject On DLWAnuj SinghОценок пока нет
- Industrial Gas TurbineДокумент20 страницIndustrial Gas TurbineSekar.S100% (1)
- 016393-Traccia Didattica Fiat Ducato Seconda Fase - GBДокумент182 страницы016393-Traccia Didattica Fiat Ducato Seconda Fase - GBMiguel Da Costa33% (3)
- Cat Trator d6nДокумент841 страницаCat Trator d6nJose AG80% (5)
- Husqvarna Chainsaw Workshop Manual 340,345,346XP, 350,351,353Документ52 страницыHusqvarna Chainsaw Workshop Manual 340,345,346XP, 350,351,353BFOUSE@NEO.RR.COM94% (18)
- EFI Basics PDFДокумент168 страницEFI Basics PDFgene_buckets100% (2)
- Fanuc Oi Data Input Output PDFДокумент38 страницFanuc Oi Data Input Output PDFnam buiОценок пока нет
- IPD Parts For CAT G379Документ5 страницIPD Parts For CAT G379raul culmaОценок пока нет
- 08 Kubota 03 Series GBДокумент113 страниц08 Kubota 03 Series GBWere Wolf100% (6)
- Gearless Mill Drive - Operation and Maintenance: Ring MotorДокумент18 страницGearless Mill Drive - Operation and Maintenance: Ring MotorIrving Dirzo CarrilloОценок пока нет
- EASA Module 14 PropulsionДокумент114 страницEASA Module 14 PropulsionNaseer Abdaljabar0% (1)
- PERSAN PerkinsДокумент6 страницPERSAN PerkinsEdgar Ivan Rodriguez YahuarcaniОценок пока нет
- Design and Construction of A Connecting Rod PDFДокумент21 страницаDesign and Construction of A Connecting Rod PDFTeshome Dengiso0% (1)
- Caterpillar Cat 330B L Excavator (Prefix 5LR) Service Repair Manual (5LR00001 and Up)Документ27 страницCaterpillar Cat 330B L Excavator (Prefix 5LR) Service Repair Manual (5LR00001 and Up)kfm8seuudu100% (1)
- Systems Operation Testing and AdjustingДокумент52 страницыSystems Operation Testing and AdjustingHakim GOURAIA100% (1)