Вам также может понравиться
- NATE Preparation Certification Exam Volume 1Документ129 страницNATE Preparation Certification Exam Volume 1ambuenaflor100% (2)
- Lighting Transformer Data SheetДокумент8 страницLighting Transformer Data SheetShrikant KajaleОценок пока нет
- Advanced Vibration Analysis On Gear Box Train PDFДокумент25 страницAdvanced Vibration Analysis On Gear Box Train PDFsppramОценок пока нет
- Machining of Composite MaterialsДокумент24 страницыMachining of Composite MaterialsYashwanth Reddy0% (1)
- SEMINAR On Laminated CompositesДокумент15 страницSEMINAR On Laminated CompositesPraveengouda PatilОценок пока нет
- Approved Vendor List-BrplДокумент9 страницApproved Vendor List-BrplSoad Zaki100% (1)
- Excel Fire Calc F Mowrer Templates REV 2.0Документ39 страницExcel Fire Calc F Mowrer Templates REV 2.0Paraschiv AlexandruОценок пока нет
- Air ConditioningДокумент25 страницAir ConditioningJohanОценок пока нет
- Edoc - Pub - 248602254 Shell Dep List PDFДокумент25 страницEdoc - Pub - 248602254 Shell Dep List PDFShubhodeep SarkarОценок пока нет
- Emf KrohneДокумент69 страницEmf KrohneMaria Fernanda FS100% (1)
- VANLT-0001-En Series 30,000 Rotary Process ValveДокумент12 страницVANLT-0001-En Series 30,000 Rotary Process ValveOneil ZárateОценок пока нет
- Combisafe Net BarrierДокумент10 страницCombisafe Net BarrierjoebriffaОценок пока нет
- Puente GruaДокумент1 133 страницыPuente GruaLuis Fernando Bravo0% (1)
- Abaqus Example Problems Manual (6Документ18 страницAbaqus Example Problems Manual (6Avinash KumarОценок пока нет
- P 12-16 PRIYANKA Finite Element Analysis of Internally Ply Drop-Off Composite LaminatesДокумент5 страницP 12-16 PRIYANKA Finite Element Analysis of Internally Ply Drop-Off Composite LaminatesEditorijer IjerОценок пока нет
- Interlaminar Modelling To Predict Composite Coiled Tube FailureДокумент10 страницInterlaminar Modelling To Predict Composite Coiled Tube FailureVictor Daniel WaasОценок пока нет
- Delamination With AbaqusДокумент13 страницDelamination With AbaqusSchmetterling TraurigОценок пока нет
- Teste de Upload 5Документ7 страницTeste de Upload 5Vilson Dalla Jr.Оценок пока нет
- Influence of Fabric Weave Pattern On Buckling Behavior of Fabric Reinforced Composite Plates With Through The Width DelaminationДокумент7 страницInfluence of Fabric Weave Pattern On Buckling Behavior of Fabric Reinforced Composite Plates With Through The Width Delaminationwaqar ahmadОценок пока нет
- IMP - He2016 PDFДокумент28 страницIMP - He2016 PDFKrovvidi Parthasaradhi me18m045Оценок пока нет
- Research Article: Experimental and Numerical Failure Analysis of Adhesive Composite JointsДокумент10 страницResearch Article: Experimental and Numerical Failure Analysis of Adhesive Composite Jointsmkiani2Оценок пока нет
- Numerical Simulation Methodology For Mode II Delamination of Quasi-Isotropic Quasi-Homogeneous Composite LaminatesДокумент14 страницNumerical Simulation Methodology For Mode II Delamination of Quasi-Isotropic Quasi-Homogeneous Composite LaminatesammarОценок пока нет
- Liu 2018Документ13 страницLiu 2018AHMED WALIDОценок пока нет
- VCCT FE Delamination CIRAДокумент19 страницVCCT FE Delamination CIRAantonellodelreОценок пока нет
- Virtual Test AbaqusДокумент13 страницVirtual Test AbaqusMohit ShuklaОценок пока нет
- 1 s2.0 S0263822316306353 MainДокумент10 страниц1 s2.0 S0263822316306353 Mainchandan guptaОценок пока нет
- 1 s2.0 S0020740317309165 MainДокумент6 страниц1 s2.0 S0020740317309165 Mainchandan guptaОценок пока нет
- LI ECC - 看图王 PDFДокумент38 страницLI ECC - 看图王 PDFxi.duОценок пока нет
- Santos2020 PDFДокумент11 страницSantos2020 PDFHemant ChouhanОценок пока нет
- Análise Quimica Poliester MetalizadoДокумент5 страницAnálise Quimica Poliester MetalizadoFelipe AlvesОценок пока нет
- International Journal of Impact Engineering: M. Sadighi, R.C. Alderliesten, R. BenedictusДокумент14 страницInternational Journal of Impact Engineering: M. Sadighi, R.C. Alderliesten, R. BenedictusAfsar HusainОценок пока нет
- Evaluation of Adhesion of Continuous Fiber-EpoxyДокумент16 страницEvaluation of Adhesion of Continuous Fiber-EpoxyJuan Pablo MontesОценок пока нет
- Composite DelaminationДокумент13 страницComposite DelaminationPravinkumarGhodakeОценок пока нет
- Polymer Insulator NanocompositesДокумент30 страницPolymer Insulator NanocompositesShrouk HalawaОценок пока нет
- Nano Scale Surface Characterization of Poly Ethyleneterephthalate Silicon Rubber Copolymers Using Atomic Force MicrosДокумент7 страницNano Scale Surface Characterization of Poly Ethyleneterephthalate Silicon Rubber Copolymers Using Atomic Force MicrosEditor IJTSRDОценок пока нет
- A Numerical Study On Damage Characteristics in Composite TaperedДокумент11 страницA Numerical Study On Damage Characteristics in Composite Taperedaravindbm21Оценок пока нет
- Review On Various Studies of Composite LДокумент11 страницReview On Various Studies of Composite LsergioОценок пока нет
- Teste de Upload 4Документ10 страницTeste de Upload 4Vilson Dalla Jr.Оценок пока нет
- In Press, Accepted Manuscript - Note To UserДокумент8 страницIn Press, Accepted Manuscript - Note To UserMACLIN JOHN VASANTH KОценок пока нет
- 2019 - Elesvier - Effect of Automated Fiber Placement (AFP) Manufacturing Signature On Mechanical Performance of Composite StructuresДокумент26 страниц2019 - Elesvier - Effect of Automated Fiber Placement (AFP) Manufacturing Signature On Mechanical Performance of Composite StructuresECE IV YearОценок пока нет
- Numerical and Experimental Assessment of Post Impact Fatigue Life of Glass-Fiber-Reinforced Aluminum LaminatesДокумент13 страницNumerical and Experimental Assessment of Post Impact Fatigue Life of Glass-Fiber-Reinforced Aluminum Laminates呆猫DemooОценок пока нет
- Tadvp 2009 2032158Документ10 страницTadvp 2009 2032158George AcostaОценок пока нет
- Studies On Factors Influencing Low Velocity Impact of Composite Materials - A ReviewДокумент11 страницStudies On Factors Influencing Low Velocity Impact of Composite Materials - A ReviewVish ThakurОценок пока нет
- Experimental and Numerical Analysis of DДокумент17 страницExperimental and Numerical Analysis of DArun KumarОценок пока нет
- Multiphase Finite Element Modeling of Machining Unidirectional Composites: Prediction of Debonding and Fiber DamageДокумент12 страницMultiphase Finite Element Modeling of Machining Unidirectional Composites: Prediction of Debonding and Fiber DamageMuddu AlaparthiОценок пока нет
- Interfacial Damage On Fatigue-Loaded Textile-Rubber CompositesДокумент13 страницInterfacial Damage On Fatigue-Loaded Textile-Rubber CompositesÇakıl ŞenolОценок пока нет
- Engineering Fracture Mechanics: Michele Zappalorto, Marco Salviato, Marino QuaresiminДокумент15 страницEngineering Fracture Mechanics: Michele Zappalorto, Marco Salviato, Marino QuaresiminHaile SolomonОценок пока нет
- Energy Absorption in Lattice Structures in Dynamics ExperimentsДокумент11 страницEnergy Absorption in Lattice Structures in Dynamics ExperimentsEber CalebeОценок пока нет
- Guan 2010Документ7 страницGuan 2010chandan guptaОценок пока нет
- Xfem Modelling of Transverse Cracking in Fibre Reinforced CompositesДокумент6 страницXfem Modelling of Transverse Cracking in Fibre Reinforced CompositesDonfack BertrandОценок пока нет
- 1 s2.0 S002076830900136X MainДокумент13 страниц1 s2.0 S002076830900136X Main1223660419Оценок пока нет
- Finite Element Analysis of Hypervelocity Impact Be PDFДокумент5 страницFinite Element Analysis of Hypervelocity Impact Be PDFadcetОценок пока нет
- Gungor, Yalman-34th ASCДокумент2 страницыGungor, Yalman-34th ASCemreОценок пока нет
- 1 s2.0 S2214860419305184 MainДокумент9 страниц1 s2.0 S2214860419305184 MainAbdullah Al Bari TusharОценок пока нет
- Fracture Toughness of A Novel GLARE Composite Material: ArticleДокумент7 страницFracture Toughness of A Novel GLARE Composite Material: ArticleAsep Achmad RamdhaniОценок пока нет
- Sudarisman Et Al 2016 THE EFFECT OF FIBER VOLUME FRACTION ON THE IMPACT PROPERTIES OFДокумент7 страницSudarisman Et Al 2016 THE EFFECT OF FIBER VOLUME FRACTION ON THE IMPACT PROPERTIES OFRisman SudarismanОценок пока нет
- Effectof Plies Stacking Sequenceand Tube GeometryonДокумент9 страницEffectof Plies Stacking Sequenceand Tube GeometryonNew SainОценок пока нет
- Thin-Walled Structures: Patrick E. Fenner, Andrew WatsonДокумент10 страницThin-Walled Structures: Patrick E. Fenner, Andrew WatsonKarthik KОценок пока нет
- Surface & Coatings Technology: P. Fox, S. Pogson, C.J. Sutcliffe, E. JonesДокумент7 страницSurface & Coatings Technology: P. Fox, S. Pogson, C.J. Sutcliffe, E. JonesRiskiyah DindaОценок пока нет
- Journal Pre-Proofs: Composite StructuresДокумент31 страницаJournal Pre-Proofs: Composite StructuresRAVITEJA MARTHAОценок пока нет
- Hansen Et. Al. (Word 2003) Crack Propagation I Eset Specimens Strengthened With CFRP Sheets 20090602Документ12 страницHansen Et. Al. (Word 2003) Crack Propagation I Eset Specimens Strengthened With CFRP Sheets 20090602Microb IraniОценок пока нет
- Impact Damage Tolerance of Composites Reinforced With Kevlar® Aramid FibersДокумент8 страницImpact Damage Tolerance of Composites Reinforced With Kevlar® Aramid FibersYathish KumarОценок пока нет
- Cel Approach Abaqus Explicit Bird Strike Analysis 2010 FДокумент14 страницCel Approach Abaqus Explicit Bird Strike Analysis 2010 FmastarekОценок пока нет
- Composites Modeling Capabilities of AbaqusДокумент13 страницComposites Modeling Capabilities of AbaqusMo HoОценок пока нет
- Effect of Autoclave Pressure On Interfacial Properties at Micro-And Macro - Level in Polymer-Matrix Composite LaminatesДокумент9 страницEffect of Autoclave Pressure On Interfacial Properties at Micro-And Macro - Level in Polymer-Matrix Composite LaminatesAbd BaghadОценок пока нет
- Numerical Simulation of Typical Contact Situations of Brake Friction MaterialsДокумент8 страницNumerical Simulation of Typical Contact Situations of Brake Friction Materialsibrahimmir3Оценок пока нет
- Sutherland & GS 2002 APAET ImpactДокумент6 страницSutherland & GS 2002 APAET ImpactleighОценок пока нет
- Materials Science & Engineering A: Hong-Wei Wang, Cui-Ju Wang, Kun-Kun Deng, Kai-Bo Nie, Wei LiangДокумент11 страницMaterials Science & Engineering A: Hong-Wei Wang, Cui-Ju Wang, Kun-Kun Deng, Kai-Bo Nie, Wei Liangraviteja tankalaОценок пока нет
- Size Effect in Flexural Behaviour of Unidirectional GFRP CompositesДокумент9 страницSize Effect in Flexural Behaviour of Unidirectional GFRP Compositesjunjie yiОценок пока нет
- Numerical Prediction of Interlaminar Stresses in LДокумент13 страницNumerical Prediction of Interlaminar Stresses in LSiddhartha S SОценок пока нет
- Downloaded From WWW - Ettv.toДокумент1 страницаDownloaded From WWW - Ettv.toFernando OlmedoОценок пока нет
- Tailored Training in Customer Experience: Which Learning Program Is Right For You and Your Team?Документ4 страницыTailored Training in Customer Experience: Which Learning Program Is Right For You and Your Team?Fernando OlmedoОценок пока нет
- Men S Grooming in Latin AmericaДокумент15 страницMen S Grooming in Latin AmericaFernando OlmedoОценок пока нет
- Wef The Future of Financial Infrastructure PDFДокумент130 страницWef The Future of Financial Infrastructure PDFerraticОценок пока нет
- 1 s2.0 S2212017313006610 MainДокумент8 страниц1 s2.0 S2212017313006610 MainFernando OlmedoОценок пока нет
- 3.3 Empty Weight EstimationДокумент1 страница3.3 Empty Weight EstimationFernando OlmedoОценок пока нет
- ILA06 Praesentat AIRBUS Juergen PleitnerДокумент18 страницILA06 Praesentat AIRBUS Juergen PleitnerFernando Olmedo0% (1)
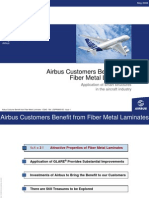
- Composites Advanced AUC04 ALE AirbusДокумент19 страницComposites Advanced AUC04 ALE AirbusFernando Olmedo100% (1)
- Artificial Photosynthesis Final 1 Ppt-1Документ18 страницArtificial Photosynthesis Final 1 Ppt-1Vipul0% (1)
- TQM Total Quality Assurance ReportДокумент54 страницыTQM Total Quality Assurance ReportJustine Nicole L. EvangelioОценок пока нет
- Genetically Modified Food: Future Hope or Frankenfood?: Project OverviewДокумент14 страницGenetically Modified Food: Future Hope or Frankenfood?: Project OverviewMohamed YahiaОценок пока нет
- List of Jsce Stands 2010Документ3 страницыList of Jsce Stands 2010dsbisht100% (1)
- Eco TapeДокумент1 страницаEco TapeBaugh Graphic DesignОценок пока нет
- Commodity CodesДокумент116 страницCommodity Codesasif712Оценок пока нет
- BOQ Form Retender KANДокумент5 страницBOQ Form Retender KANsaiful anwarОценок пока нет
- FORD KUGA CG3542 KGA Og 201108Документ248 страницFORD KUGA CG3542 KGA Og 201108msiarovОценок пока нет
- Amm 07-10-00Документ12 страницAmm 07-10-00Jorge Ignacio Lara CeballosОценок пока нет
- Android GameДокумент27 страницAndroid GameAnuj TripathiОценок пока нет
- Fisher R FIELDVUE™ DVC6000 SIS Digital Valve Controllers For Safety Instrumented System (SIS) Solutions Instruction Manual (Supported)Документ176 страницFisher R FIELDVUE™ DVC6000 SIS Digital Valve Controllers For Safety Instrumented System (SIS) Solutions Instruction Manual (Supported)Jhofre OjedaОценок пока нет
- Eaton Moller Push Bottom PDFДокумент361 страницаEaton Moller Push Bottom PDFjesusmemОценок пока нет
- Resume Nakul ShettyДокумент1 страницаResume Nakul Shettyapi-346033680Оценок пока нет
- Rishiraj Singh VirdiДокумент3 страницыRishiraj Singh VirdirishirajvirdiОценок пока нет
- ACO StormBrixx BrochureДокумент32 страницыACO StormBrixx BrochureJose MariaОценок пока нет
- NSW Fire and Sound FinalДокумент40 страницNSW Fire and Sound Finalvelmurug_balaОценок пока нет
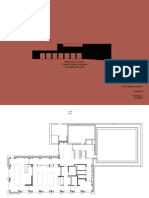
- Annotated Drawings of Britten Pears ArchiveДокумент5 страницAnnotated Drawings of Britten Pears ArchiveDavid CaetanoОценок пока нет
- Physical Properties Elastomeric Bearing MSTДокумент4 страницыPhysical Properties Elastomeric Bearing MSTBudhi KurniawanОценок пока нет