Вам также может понравиться
- IEC62304 ChecklistДокумент6 страницIEC62304 ChecklistuclealsepОценок пока нет
- 1 Chapter 9 Software EvolutionДокумент57 страниц1 Chapter 9 Software EvolutionAnonymous 0eEiyZcОценок пока нет
- M/s.Sabui Medical Stores (MFG) 3, Sardar Ghat Lane, Bhadreshwar, HooghlyДокумент6 страницM/s.Sabui Medical Stores (MFG) 3, Sardar Ghat Lane, Bhadreshwar, HooghlybalajichandrakantОценок пока нет
- Prevalidation Study of A Form-Fill-Seal Packaging Machine - Pharmaceutical & Medical Packaging NewsДокумент3 страницыPrevalidation Study of A Form-Fill-Seal Packaging Machine - Pharmaceutical & Medical Packaging NewsJanna Hendrix BabsonОценок пока нет
- SOP in Use QualificationДокумент4 страницыSOP in Use QualificationDharmesh PatelОценок пока нет
- Rota 940 - OqДокумент39 страницRota 940 - Oqsamar elrobyОценок пока нет
- The Poka-Yoke Method As An Improving Quality Tool of Operations in The ProcessДокумент8 страницThe Poka-Yoke Method As An Improving Quality Tool of Operations in The Processccristina75Оценок пока нет
- Qualification of GMP by Lucy GakuhaДокумент22 страницыQualification of GMP by Lucy Gakuhaemma100% (1)
- AQL and LQ SchemesДокумент6 страницAQL and LQ Schemessakib445Оценок пока нет
- Coating Equipment Performance QualificationДокумент11 страницCoating Equipment Performance QualificationOsama MahmoudОценок пока нет
- Supplier QHSE QuestionnaireДокумент1 страницаSupplier QHSE QuestionnaireDiana BantasОценок пока нет
- Ey Erformance Ndicators: 4wire KPI Dashboard K P IДокумент4 страницыEy Erformance Ndicators: 4wire KPI Dashboard K P Ihiba elkremОценок пока нет
- Process Validation of Polyherbal Cough Syrup FormulationДокумент7 страницProcess Validation of Polyherbal Cough Syrup FormulationBhavesh NayakОценок пока нет
- Dairy Products - Outside of The Pipe Sanitary Design ChecklistДокумент8 страницDairy Products - Outside of The Pipe Sanitary Design ChecklistKbmuthukumara SaamiОценок пока нет
- CIP Validating FormДокумент4 страницыCIP Validating FormCruz LheoОценок пока нет
- Process Design and Facility Layout: Mcgraw-Hill/IrwinДокумент30 страницProcess Design and Facility Layout: Mcgraw-Hill/IrwinRosalie PintadoОценок пока нет
- M210 - Uncertainty in A Microbiology Laboratory - A Rand Water ApproachДокумент17 страницM210 - Uncertainty in A Microbiology Laboratory - A Rand Water ApproachCatalina CiocanОценок пока нет
- (CE-PHFH-008-2) - Sterilization Validation Report-1.0Документ37 страниц(CE-PHFH-008-2) - Sterilization Validation Report-1.0Viqar InamdarОценок пока нет
- Risk Management GuideДокумент11 страницRisk Management GuideRajОценок пока нет
- Complete Magnetic Filtration Mini-CatalogДокумент19 страницComplete Magnetic Filtration Mini-Catalog15 FFОценок пока нет
- Risk-Management-Sandle EsterilesДокумент31 страницаRisk-Management-Sandle EsterilesLeyvert De JesusОценок пока нет
- HEPA Cleanroom Filter TestingДокумент4 страницыHEPA Cleanroom Filter TestingThanh Van LeОценок пока нет
- Intertek Cristal Security-Check Datasheet CMYK PDFДокумент1 страницаIntertek Cristal Security-Check Datasheet CMYK PDFNasir LuqmanОценок пока нет
- Good Laboratory PraticesДокумент11 страницGood Laboratory Praticessmily_skullОценок пока нет
- Specification Eudragit L 30 D 55Документ6 страницSpecification Eudragit L 30 D 55Jivan Battu100% (1)
- Operations of Filling MachineДокумент28 страницOperations of Filling MachineZiyad ShaikhОценок пока нет
- Parenteral Manufacturing Basic InformationДокумент58 страницParenteral Manufacturing Basic InformationSin PoulОценок пока нет
- VAL - 170401 - BMAA VAL Activity 3 URS - Template PDFДокумент10 страницVAL - 170401 - BMAA VAL Activity 3 URS - Template PDFDineshОценок пока нет
- Cip TankДокумент2 страницыCip TankAshwin ChanilОценок пока нет
- Mettler Toledo Validation Manual 2Документ2 страницыMettler Toledo Validation Manual 2Almir Pepeljak100% (1)
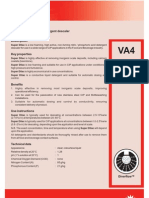
- Super Dilac VA 4Документ2 страницыSuper Dilac VA 4Bhavesh PatelОценок пока нет
- Asset-V1 TUMx+QPLS1x+2T2018+type@asset+block@SixSigma Process-Improvement Methods ToolsДокумент85 страницAsset-V1 TUMx+QPLS1x+2T2018+type@asset+block@SixSigma Process-Improvement Methods ToolsAmar MohammedОценок пока нет
- LabX Bro eДокумент12 страницLabX Bro eWalter BurtonОценок пока нет
- Iso 11607Документ4 страницыIso 11607seyma aslanОценок пока нет
- Correlations: Strong Positive Positive Strong Negative Negative Correlations: Strong Positive Positive Strong Negative NegativeДокумент2 страницыCorrelations: Strong Positive Positive Strong Negative Negative Correlations: Strong Positive Positive Strong Negative NegativeFirdaus MikeОценок пока нет
- Present VidasДокумент24 страницыPresent VidashamaadaОценок пока нет
- Pharmaceutical Development PDFДокумент2 страницыPharmaceutical Development PDFibraheem aboyadak100% (1)
- Material Safety Data Sheet: 1. Identification of The Substance or MixtureДокумент7 страницMaterial Safety Data Sheet: 1. Identification of The Substance or MixtureU Zaw HtooОценок пока нет
- InTech-Glp Good Laboratory PracticeДокумент24 страницыInTech-Glp Good Laboratory PracticeTiwi100% (1)
- High Performance Medical Grade Resins PDFДокумент11 страницHigh Performance Medical Grade Resins PDFGeorge CobraОценок пока нет
- 500L Tablet IBCДокумент1 страница500L Tablet IBCYeswanth SuryadevaraОценок пока нет
- Guideline On Dossier Requirements For Type - 1A N 1BДокумент40 страницGuideline On Dossier Requirements For Type - 1A N 1BRambabu komati - QA100% (1)
- CPR-18 - Ed 2010 IIДокумент4 страницыCPR-18 - Ed 2010 IIMin Min ZawОценок пока нет
- 80-00012-Whitepaper Pharma Int DisplayДокумент16 страниц80-00012-Whitepaper Pharma Int DisplayNgân NgânОценок пока нет
- Pharmaceutical QBD (Final)Документ41 страницаPharmaceutical QBD (Final)Tahsin AhmedОценок пока нет
- Q1. Do Control Measure/s Exist: Not A CCPДокумент1 страницаQ1. Do Control Measure/s Exist: Not A CCPCatherine Jane CallangaОценок пока нет
- Process Validation From An FDA Perspective - Part 2Документ4 страницыProcess Validation From An FDA Perspective - Part 2Darren Tan100% (1)
- Sterility Assurance TrainingДокумент28 страницSterility Assurance TrainingVasanthОценок пока нет
- Validating and Monitoring A Form-Fill-Seal Operation - Pharmaceutical & Medical Packaging NewsДокумент3 страницыValidating and Monitoring A Form-Fill-Seal Operation - Pharmaceutical & Medical Packaging NewsJanna Hendrix BabsonОценок пока нет
- Airflow VisualisationДокумент7 страницAirflow Visualisationkishor_more47Оценок пока нет
- VT20L DRUVATHERM Laboratory Vacuum Shovel Dryer-201205 PDFДокумент2 страницыVT20L DRUVATHERM Laboratory Vacuum Shovel Dryer-201205 PDFKalpesh KhedekarОценок пока нет
- The Relationship Between ISO 9000 and Business PerformanceДокумент15 страницThe Relationship Between ISO 9000 and Business PerformanceJamile L GérsonОценок пока нет
- Audit (TQM)Документ26 страницAudit (TQM)Marie Constance Therese PacquingОценок пока нет
- ISO 9001:2015 Lead Auditor Training CourseДокумент3 страницыISO 9001:2015 Lead Auditor Training CourseM KassemОценок пока нет
- Six Sigma PDFДокумент62 страницыSix Sigma PDFssno1Оценок пока нет
- Technical Information Deltapilot S FMB70: Hydrostatic Level MeasurementДокумент60 страницTechnical Information Deltapilot S FMB70: Hydrostatic Level MeasurementJhonatan PerezОценок пока нет
- Project Charter TemplateДокумент3 страницыProject Charter TemplateSarvesh DaradeОценок пока нет
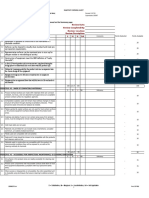
- PERFORMANCE QUALIFICATION PROTOCOL AUTOMATIC SIX HEAD LIQUID FILLING AND SEALING MACHINE - PDFДокумент5 страницPERFORMANCE QUALIFICATION PROTOCOL AUTOMATIC SIX HEAD LIQUID FILLING AND SEALING MACHINE - PDFsppОценок пока нет
- PDG02 Documents and Records Process Description PDFДокумент40 страницPDG02 Documents and Records Process Description PDFAnonymous BcT42WLnОценок пока нет
- PDG02 Documents and Records Process Description PDFДокумент40 страницPDG02 Documents and Records Process Description PDFAnonymous BcT42WLnОценок пока нет
- AOCS Acid ValueДокумент1 страницаAOCS Acid ValueAnonymous BcT42WLnОценок пока нет
- AOCS-Method Free Fatty AcidДокумент2 страницыAOCS-Method Free Fatty AcidAnonymous BcT42WLn100% (7)
- Good Documentation PracticeДокумент37 страницGood Documentation PracticeAnonymous BcT42WLnОценок пока нет
- Good Documentation PracticesДокумент34 страницыGood Documentation PracticesAnonymous BcT42WLn100% (1)
- Good Documentation PracticeДокумент26 страницGood Documentation PracticeAnonymous BcT42WLn100% (1)
- This Information Is Not Meant To Replace Company Policies or ProceduresДокумент3 страницыThis Information Is Not Meant To Replace Company Policies or ProceduresAnonymous BcT42WLnОценок пока нет
- Methods of Sampling & Analysis PDFДокумент8 страницMethods of Sampling & Analysis PDFAnonymous BcT42WLnОценок пока нет
- HR Audit Checklist PDFДокумент4 страницыHR Audit Checklist PDFAnonymous BcT42WLn100% (2)
- TEM-280 Packaging Validation Protocol Template SampleДокумент6 страницTEM-280 Packaging Validation Protocol Template SampleAnonymous BcT42WLn50% (2)
- ANEXO 4 Guidelines For Sampling of Pharmaceutical Products and Related MaterialsДокумент35 страницANEXO 4 Guidelines For Sampling of Pharmaceutical Products and Related MaterialsilariosantiagoОценок пока нет
- Bio Compatibility Assessment FDA Japanese GuidelineДокумент19 страницBio Compatibility Assessment FDA Japanese GuidelineAnonymous BcT42WLnОценок пока нет
- En 1559-3-2011Документ20 страницEn 1559-3-2011uroslukic100% (1)
- Is 4410 16 1 1999 PDFДокумент44 страницыIs 4410 16 1 1999 PDFslamienkaОценок пока нет
- Prevention of Buffer Overflow Attack Blocker Using IDSДокумент5 страницPrevention of Buffer Overflow Attack Blocker Using IDSijcsn100% (1)
- Inspiron 15 5567 Laptop Service Manual en UsДокумент107 страницInspiron 15 5567 Laptop Service Manual en UsAnonymous fbeCwgBFYОценок пока нет
- Rigid Pavement AASHTO 1993Документ10 страницRigid Pavement AASHTO 1993Gelbert Silot100% (1)
- Foxboro Magnetic Flow Transmitters IMT25Документ20 страницFoxboro Magnetic Flow Transmitters IMT25Justan MendezОценок пока нет
- Apis PHP en PDFДокумент714 страницApis PHP en PDFAdediran IfeoluwaОценок пока нет
- PCSGOB10INW Series PDFДокумент5 страницPCSGOB10INW Series PDFDiego Acosta OlivoОценок пока нет
- Iso 12944Документ4 страницыIso 12944Penisactif80% (10)
- Polarity Checker English ManualДокумент3 страницыPolarity Checker English ManualArturoMoreiraОценок пока нет
- PCRS Version 1.0Документ182 страницыPCRS Version 1.0Hind DiraniОценок пока нет
- DBSC105 ManualДокумент37 страницDBSC105 ManualSpider74Оценок пока нет
- EPSON CX3500 - 3650-3600-4500-4600 - Service ManualДокумент205 страницEPSON CX3500 - 3650-3600-4500-4600 - Service ManualLord_TulkasОценок пока нет
- 3.SMS Manual PDFДокумент222 страницы3.SMS Manual PDFKingsely.shu100% (2)
- B 2011supplement AdoptedДокумент269 страницB 2011supplement AdoptedShawn RussellОценок пока нет
- Specification For Plumbing Drainage Fire Fighting LPG and Electrical Works-1Документ68 страницSpecification For Plumbing Drainage Fire Fighting LPG and Electrical Works-1Bosco WasikeОценок пока нет
- Automotive Interior Solutions Optimised Performance and Surface AestheticsДокумент16 страницAutomotive Interior Solutions Optimised Performance and Surface AestheticsAmolPagdal100% (1)
- HNL Pressure SwitchДокумент4 страницыHNL Pressure Switchravichandran anbalaganОценок пока нет
- Ece 13HДокумент4 страницыEce 13HTamilselvanMuruganОценок пока нет
- Fiber Optical Converter G.703 Codir IEEE C37.94!21!216Документ2 страницыFiber Optical Converter G.703 Codir IEEE C37.94!21!216HishamGretОценок пока нет
- WIR 1186 RobokitsIndiaДокумент14 страницWIR 1186 RobokitsIndiaAnil TandonОценок пока нет
- LINKSYS Wusb54gsc Wireless-G LINKSYS by CiscoДокумент38 страницLINKSYS Wusb54gsc Wireless-G LINKSYS by CiscolizОценок пока нет
- Janitza-Especificaciones Técnicas-UMG604Документ18 страницJanitza-Especificaciones Técnicas-UMG604Pablo RodaОценок пока нет
- DTMA-GSM1900M-12-AISG: Technical Characteristis Type No: 00906806Документ2 страницыDTMA-GSM1900M-12-AISG: Technical Characteristis Type No: 00906806Kansiime JonanОценок пока нет
- ITIL 4 - IT Process WikiДокумент1 страницаITIL 4 - IT Process WikiLea DevОценок пока нет
- The Internet Society: Securing Internet With DNSSECДокумент39 страницThe Internet Society: Securing Internet With DNSSECAmir Haris AhmadОценок пока нет
- SS ISO 15189-2023 PreviewДокумент12 страницSS ISO 15189-2023 PreviewLê Tấn PhátОценок пока нет
- Zabbix RouterДокумент71 страницаZabbix RouterFrancisco AlatorreОценок пока нет
- Service Manual LCD Model: H-LCD1702: VER 1.1 Prepared Frolov V. 14022005Документ28 страницService Manual LCD Model: H-LCD1702: VER 1.1 Prepared Frolov V. 14022005Shauna WhelanОценок пока нет
- Idnet Communicating Devices Model A4090-9002 Relay Iam Features Product SelectionДокумент2 страницыIdnet Communicating Devices Model A4090-9002 Relay Iam Features Product SelectionmuralyyОценок пока нет