Вам также может понравиться
- CH 04Документ53 страницыCH 04Agus Kuwi Yo SurinnakiОценок пока нет
- ch04 PDFДокумент43 страницыch04 PDFDhanushka RajapakshaОценок пока нет
- Chapter 4 and 5 SolutionsДокумент36 страницChapter 4 and 5 SolutionsSandro MoreroОценок пока нет
- ch04 PDFДокумент43 страницыch04 PDFthomas94josephОценок пока нет
- Chapter 4 1st Few ProbsДокумент9 страницChapter 4 1st Few ProbsSharif M Mizanur RahmanОценок пока нет
- MetnumДокумент25 страницMetnumNissa OktaviaОценок пока нет
- Avila, Jemuel T. - The Random-Effects Model and Randomized Complete Block DesignДокумент3 страницыAvila, Jemuel T. - The Random-Effects Model and Randomized Complete Block DesignMarlОценок пока нет
- Design and Analysis of Experiments 8th Edition Montgomery Solutions ManualДокумент26 страницDesign and Analysis of Experiments 8th Edition Montgomery Solutions Manualjamesreedycemzqadtp95% (21)
- HW2Документ7 страницHW2ITzFredWaZyОценок пока нет
- The Schematics of The Experimental Set Up Is Given BelowДокумент19 страницThe Schematics of The Experimental Set Up Is Given BelowSohini RoyОценок пока нет
- Exp 4 Test RigДокумент18 страницExp 4 Test RigSyafiqah Yahya100% (2)
- Gokul R Dam-II MTДокумент26 страницGokul R Dam-II MTGokul KulОценок пока нет
- E2 SolutionДокумент17 страницE2 Solution66 SB jay gotiОценок пока нет
- Stat 2509 Exam Review Problems 1 AwoodsДокумент23 страницыStat 2509 Exam Review Problems 1 AwoodsJoy CloradoОценок пока нет
- Linear RegressionДокумент4 страницыLinear RegressionTeguh AnwarОценок пока нет
- 10.11.2018 Variables Nominales U OrdinalesДокумент11 страниц10.11.2018 Variables Nominales U OrdinalesTony CastellanosОценок пока нет
- Report StrutsДокумент15 страницReport Strutsfazlin natasyaОценок пока нет
- BME 3112 Exp#04 FIR Filter Window MethodДокумент6 страницBME 3112 Exp#04 FIR Filter Window MethodMuhammad Muinul IslamОценок пока нет
- Development of A Standard Method of Test For Commercial Kitchen Effluent Grease Removal SystemsДокумент46 страницDevelopment of A Standard Method of Test For Commercial Kitchen Effluent Grease Removal SystemsNAWAZ PASHAОценок пока нет
- Data Hasil Mohamad FadliДокумент7 страницData Hasil Mohamad FadliMuhammad IkramullahОценок пока нет
- CE374L HW 6 Solution Pump Test 2019 PDFДокумент9 страницCE374L HW 6 Solution Pump Test 2019 PDFHerlou GarpaoОценок пока нет
- AM Projectile Motion 159Документ5 страницAM Projectile Motion 159Aniket SinghОценок пока нет
- AnalysisДокумент3 страницыAnalysisAnnamarie SanDiegoОценок пока нет
- My Research Work Sparse Chael - Part - 8Документ1 страницаMy Research Work Sparse Chael - Part - 8UmeshMahindОценок пока нет
- Msa 1 10Документ31 страницаMsa 1 10MahendraОценок пока нет
- File: Tromp Curve - Eng v3 DateДокумент9 страницFile: Tromp Curve - Eng v3 DateMuhammadShoaibОценок пока нет
- Assignment No-3: One-Way ANOVA: A, B, C, DДокумент19 страницAssignment No-3: One-Way ANOVA: A, B, C, DNIKITAОценок пока нет
- Mala, Michael Jan - RCBD ExcelДокумент6 страницMala, Michael Jan - RCBD ExcelMichael Jan N MalaОценок пока нет
- Regression Analysis: Study Hours GPA 5 2.8 8 3.1 6 3.4 7 3.5 1 2.2 4 3.67 3 3 8 2.5 5 3.33 2 3Документ9 страницRegression Analysis: Study Hours GPA 5 2.8 8 3.1 6 3.4 7 3.5 1 2.2 4 3.67 3 3 8 2.5 5 3.33 2 3Shoaib HyderОценок пока нет
- 1997 Gioncu & Petcu - Available Rotation Capacity of Wide-Flange Beams and Beam-Columns Part 2. Experimental and Numerical TestsДокумент26 страниц1997 Gioncu & Petcu - Available Rotation Capacity of Wide-Flange Beams and Beam-Columns Part 2. Experimental and Numerical TestsAKОценок пока нет
- NSGA and Optimization DocumentДокумент6 страницNSGA and Optimization DocumentAnutthara RatnayakeОценок пока нет
- A Consumer Products Company Relies On Direct Mail Marketing Pieces As A Major Component of ItsДокумент14 страницA Consumer Products Company Relies On Direct Mail Marketing Pieces As A Major Component of ItsMd. Mujahidul IslamОценок пока нет
- Industrial Inspection & Training Services (Iits) : Sensetivity: Din/Iso Pac DesignationДокумент1 страницаIndustrial Inspection & Training Services (Iits) : Sensetivity: Din/Iso Pac DesignationasikurОценок пока нет
- Chem142 Calib Report GradescopeДокумент12 страницChem142 Calib Report GradescopeArnoldОценок пока нет
- Sudharshni Balsubramaniyam MasteryQuiz3Документ12 страницSudharshni Balsubramaniyam MasteryQuiz3Sudharshni BalasubramaniyamОценок пока нет
- 20 Statistics DataAnalysis ExpResultsINTaPRESДокумент16 страниц20 Statistics DataAnalysis ExpResultsINTaPRESrasha assafОценок пока нет
- Results Linear Regression 1 Grau Simples: Overall Model Test Model R R Adjusted R AIC BIC Rmse F df1 df2 PДокумент6 страницResults Linear Regression 1 Grau Simples: Overall Model Test Model R R Adjusted R AIC BIC Rmse F df1 df2 PThomás GuerreiroОценок пока нет
- Output SPSSДокумент5 страницOutput SPSSIswadi IdrisОценок пока нет
- Sources of ErrorДокумент22 страницыSources of ErrorHiraya HaeldrichОценок пока нет
- Column 1 Column 2 Column 3Документ15 страницColumn 1 Column 2 Column 3Pankhuri BhatnagarОценок пока нет
- El Futuro Esta Hoy No en 10 AñosДокумент11 страницEl Futuro Esta Hoy No en 10 AñosCristian ToledoОценок пока нет
- Problem Set 6Документ2 страницыProblem Set 6Omar TamerОценок пока нет
- Ɣ 17.0 KN/m3. 16.9 KN/m3. 10.0 KN/m3. 18.5 KN/m3. Ɣ Ɣ Ɣ: Problema #01 Arena Arcilla AguaДокумент7 страницƔ 17.0 KN/m3. 16.9 KN/m3. 10.0 KN/m3. 18.5 KN/m3. Ɣ Ɣ Ɣ: Problema #01 Arena Arcilla AguaDeymer Lopez SalazarОценок пока нет
- Pavementconditionindex CompiledbybasilДокумент29 страницPavementconditionindex CompiledbybasilMzhfr IzzatОценок пока нет
- MATLAB ReconciliationДокумент8 страницMATLAB ReconciliationAllan PaoloОценок пока нет
- Tugas 2Документ15 страницTugas 2Ari JwОценок пока нет
- Multiple Regression - Prediction Model For Apartment Selling Price in Downtown Montreal AreaДокумент8 страницMultiple Regression - Prediction Model For Apartment Selling Price in Downtown Montreal AreaSelva KumarОценок пока нет
- 6.C PSD Microfine May 2020Документ1 страница6.C PSD Microfine May 2020rakesh prajapatiОценок пока нет
- Asm 1Документ4 страницыAsm 1Hằng TốngОценок пока нет
- Business Analystics - Model PaperДокумент6 страницBusiness Analystics - Model Paperdevindi fernandoОценок пока нет
- Teknik SimulasiДокумент5 страницTeknik SimulasiBee BaiiОценок пока нет
- Cycl2000Документ2 страницыCycl2000John TauloОценок пока нет
- Flakiness IndexДокумент4 страницыFlakiness IndexTewodros TadesseОценок пока нет
- Homework - StatisticsДокумент8 страницHomework - StatisticsIsra'a Abed KhaderОценок пока нет
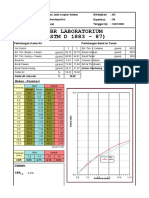
- CBR Laboratorium (ASTM D 1883 - 87) : Proyek Dikerjakan Lokasi Diperiksa Kedalaman Tanggal UjiДокумент4 страницыCBR Laboratorium (ASTM D 1883 - 87) : Proyek Dikerjakan Lokasi Diperiksa Kedalaman Tanggal Ujirochmatul anisaОценок пока нет
- ErrataДокумент9 страницErrataFranck BanaletОценок пока нет
- Sources of ErrorДокумент23 страницыSources of ErrorMuhammad Ahmad RazaОценок пока нет
- WP AssignmentДокумент6 страницWP AssignmentVarunОценок пока нет
- Scanned by TapscannerДокумент3 страницыScanned by TapscannerRuth LimboОценок пока нет
- Scanned by TapscannerДокумент3 страницыScanned by TapscannerRuth LimboОценок пока нет
- ES 205 - Exercise 3.1 - LimboДокумент1 страницаES 205 - Exercise 3.1 - LimboRuth LimboОценок пока нет
- Ruth G. Limbo ES 205 Assignment: Exercise 1Документ1 страницаRuth G. Limbo ES 205 Assignment: Exercise 1Ruth LimboОценок пока нет
- ES 205 - EXAM 1 LimboДокумент2 страницыES 205 - EXAM 1 LimboRuth LimboОценок пока нет
- Alkaline Leaching of Xenoitme Conc.Документ6 страницAlkaline Leaching of Xenoitme Conc.Ruth LimboОценок пока нет
- Tell Me The Story of Jesus PDFДокумент1 страницаTell Me The Story of Jesus PDFRuth LimboОценок пока нет
- 049 Mindanao-Bats v1.2Документ2 страницы049 Mindanao-Bats v1.2Ruth LimboОценок пока нет
- Tangub ConcernДокумент1 страницаTangub ConcernRuth LimboОценок пока нет
- FlocculationДокумент5 страницFlocculationRuth LimboОценок пока нет
- Scientific Computing: Interpolation - Polynomial InterpolationДокумент19 страницScientific Computing: Interpolation - Polynomial InterpolationRuth LimboОценок пока нет
- UniMasr.com_f0922f3495133e72e29ab20ecea19ee2.docxДокумент22 страницыUniMasr.com_f0922f3495133e72e29ab20ecea19ee2.docxRuth LimboОценок пока нет
- Plant Design Syllabus 1Документ6 страницPlant Design Syllabus 1Ruth LimboОценок пока нет
- Es 13 Prob Set 1Документ5 страницEs 13 Prob Set 1Julian de LaraОценок пока нет
- Lecture22 3Документ15 страницLecture22 3Beverly PamanОценок пока нет
- For GATE and Computer General Knowledge Questions AnswersДокумент13 страницFor GATE and Computer General Knowledge Questions Answersseeralan balakrishnanОценок пока нет
- 1 ToleranceДокумент42 страницы1 ToleranceDesalegn DgaОценок пока нет
- Dynamic Response of Flexible Rockfall Barriers With Different Block ShapesДокумент17 страницDynamic Response of Flexible Rockfall Barriers With Different Block ShapesRodrigo MorgadoОценок пока нет
- Zohdy, Eaton & Mabey - Application of Surface Geophysics To Ground-Water Investigations - USGSДокумент63 страницыZohdy, Eaton & Mabey - Application of Surface Geophysics To Ground-Water Investigations - USGSSalman AkbarОценок пока нет
- PW 05 Object Oriented ProgrammingДокумент28 страницPW 05 Object Oriented ProgrammingyahyaОценок пока нет
- Network Topology YashuДокумент7 страницNetwork Topology YashuyashuОценок пока нет
- Maths 11.3 XДокумент22 страницыMaths 11.3 XashfaaqhaneefОценок пока нет
- NT All PPRДокумент20 страницNT All PPRNagraj RaningaОценок пока нет
- The Neural StrategyДокумент102 страницыThe Neural StrategyGoran Stevanovic50% (2)
- ECE633 Signals and Systems I, Fall 2009 - Homework 2 SolutionsДокумент13 страницECE633 Signals and Systems I, Fall 2009 - Homework 2 SolutionsGabrielPopoola13100% (2)
- AP Calculus AB Summer Review PacketДокумент9 страницAP Calculus AB Summer Review PacketSaketh GanjiОценок пока нет
- Chapter 4 - Part 2Документ17 страницChapter 4 - Part 2dylanОценок пока нет
- Bertram and Rehdanz - 2014 - The Role of Urban Green Space On WBДокумент33 страницыBertram and Rehdanz - 2014 - The Role of Urban Green Space On WBIsabella Valencia VernazaОценок пока нет
- S3 Ch7 Introduction To Probability QДокумент17 страницS3 Ch7 Introduction To Probability QF2D 10 FUNG SZE HANGОценок пока нет
- Unit 4: Relational Database DesignДокумент19 страницUnit 4: Relational Database DesignYesudasОценок пока нет
- Unpaired Image-To-Image Translation Via Schrondinger BridgeДокумент15 страницUnpaired Image-To-Image Translation Via Schrondinger BridgePixel DinosaurОценок пока нет
- Borang Rekod Ujian Diagnostik: Mathematics Diagnostic Test Record FormДокумент6 страницBorang Rekod Ujian Diagnostik: Mathematics Diagnostic Test Record FormNarmatha MoganОценок пока нет
- Lesson Plan NBA-Operations ResearchДокумент19 страницLesson Plan NBA-Operations ResearchsunilmeОценок пока нет
- Design of Pressure Vessels Under ASME Section VIIIДокумент122 страницыDesign of Pressure Vessels Under ASME Section VIIIAnonymous d23gWCRQОценок пока нет
- Euclidean Distance MatrixДокумент8 страницEuclidean Distance MatrixManahil ShaikhОценок пока нет
- Coeficientes A B Y C para TermistoresДокумент4 страницыCoeficientes A B Y C para TermistorescarlosОценок пока нет
- Centroids, Centre of Mass & Centres of GravityДокумент42 страницыCentroids, Centre of Mass & Centres of GravityGray RagudosОценок пока нет
- Instructions IL EX19 3aДокумент3 страницыInstructions IL EX19 3aBharat KoiralaОценок пока нет
- QM Midterm SolutionsДокумент4 страницыQM Midterm Solutionsxabihdez05Оценок пока нет
- 7 StacksДокумент42 страницы7 StacksHimanshu AgrawalОценок пока нет
- Topic 3 Tape CorrectionsДокумент38 страницTopic 3 Tape CorrectionsShaine GaleraОценок пока нет
- Samar Colleges In1Документ9 страницSamar Colleges In1Jonathan CayatОценок пока нет