Вам также может понравиться
- Toyota Production System and Kanban System Materialization of Just in Time and Respect For Human SystemДокумент13 страницToyota Production System and Kanban System Materialization of Just in Time and Respect For Human SystemHaris SaleemОценок пока нет
- The Toyota Production SystemДокумент5 страницThe Toyota Production Systemravish4458Оценок пока нет
- Toyota Production System: A Case Study in Automotive InnovationДокумент4 страницыToyota Production System: A Case Study in Automotive InnovationSanjay Mehrishi100% (1)
- Chapter-1: An Exhaustive Case Study of Lean ManufacturingДокумент57 страницChapter-1: An Exhaustive Case Study of Lean ManufacturinganimeshОценок пока нет
- Just in TimeДокумент5 страницJust in TimeKuljeet S GujralОценок пока нет
- Just in Time Toyota Vs NissanДокумент27 страницJust in Time Toyota Vs NissanCristina Peñalver GilОценок пока нет
- JIT Manufacturing "Just - In-Time": Undergraduate Student, Ball State University Spring 2004Документ27 страницJIT Manufacturing "Just - In-Time": Undergraduate Student, Ball State University Spring 2004Roshni Menezes100% (1)
- Just in Time-Toyota Vs NissanДокумент27 страницJust in Time-Toyota Vs NissanIffat Ara Ahmed100% (2)
- Toyota Production System ExplainedДокумент5 страницToyota Production System ExplainedejjLiОценок пока нет
- Basic TPS HandbookДокумент33 страницыBasic TPS HandbookSumith KobewattaОценок пока нет
- Sunil Pandey Toyota JIT&KanbanДокумент6 страницSunil Pandey Toyota JIT&KanbanSunil PandeyОценок пока нет
- Mandeep Final ThesisДокумент68 страницMandeep Final ThesisSunnyVermaОценок пока нет
- MB0044 - Production & Operations Management - 4 Credits (Book ID: B1133) Assignment Set-1 (60 Marks)Документ23 страницыMB0044 - Production & Operations Management - 4 Credits (Book ID: B1133) Assignment Set-1 (60 Marks)Vandana PVОценок пока нет
- Toyota Production SystemДокумент4 страницыToyota Production SystemAhmedОценок пока нет
- Presentation ONДокумент15 страницPresentation ONSarita ThakurОценок пока нет
- Toyota's JIT Revolution: A Legendary Production SystemДокумент2 страницыToyota's JIT Revolution: A Legendary Production SystemRishabh ShekharОценок пока нет
- WCM Unit 1Документ29 страницWCM Unit 1RAJASREE SОценок пока нет
- Operations Management Assignment - Lean Flow Design StudyДокумент20 страницOperations Management Assignment - Lean Flow Design StudyRachit SrivastavaОценок пока нет
- Operations Management Final ReportДокумент20 страницOperations Management Final ReportRachit SrivastavaОценок пока нет
- W3H1.2 ToyotaДокумент8 страницW3H1.2 ToyotaTopan ArdiansyahОценок пока нет
- Toyota Production System Case Study Explains Lean Manufacturing RevolutionДокумент19 страницToyota Production System Case Study Explains Lean Manufacturing RevolutionNeha KhanОценок пока нет
- Case Study Toyota AДокумент3 страницыCase Study Toyota ASave MeОценок пока нет
- IPCДокумент16 страницIPCRahul RainaОценок пока нет
- History of Lean ProductionДокумент2 страницыHistory of Lean ProductionfaizanahmedilovekindОценок пока нет
- Japanese Contribution To Production (Operation) ManagementДокумент20 страницJapanese Contribution To Production (Operation) ManagementAnissa Negra AkroutОценок пока нет
- Lean Manufacturing in Toyota Motor CorporationДокумент8 страницLean Manufacturing in Toyota Motor CorporationArousha SultanОценок пока нет
- Q1.Explain in Brief The Origins of Just in Time. Explain How JIT Is ImplementedДокумент14 страницQ1.Explain in Brief The Origins of Just in Time. Explain How JIT Is ImplementedShagun ThakurОценок пока нет
- Just-In-Time Production at ToyotaДокумент14 страницJust-In-Time Production at ToyotaPawan RathiОценок пока нет
- Aug 3 Toyota-CaseДокумент2 страницыAug 3 Toyota-CasePrasad VolvoikarОценок пока нет
- Lean ManufacturingДокумент17 страницLean Manufacturingsophia787Оценок пока нет
- TOYOTA Production System: Goals EditДокумент3 страницыTOYOTA Production System: Goals EditJahanzaib KhanОценок пока нет
- Toyota Production SystemДокумент2 страницыToyota Production SystemVenkatachalam ManickamОценок пока нет
- JIT Production Method Reduces Inventory CostsДокумент29 страницJIT Production Method Reduces Inventory CostsGangadharRayanaikОценок пока нет
- Project ManuДокумент29 страницProject ManuHạ Nhiên Nguyễn ĐỗОценок пока нет
- Synopsis FinalДокумент19 страницSynopsis FinaltechcaresystemОценок пока нет
- Toyotas JIT Revolution A Legendary Production SystemДокумент7 страницToyotas JIT Revolution A Legendary Production SystemMohamed Rilwan HasanОценок пока нет
- Report On Just in Time and Lean ManufacuringДокумент30 страницReport On Just in Time and Lean ManufacuringSiddharth PatelОценок пока нет
- Case:-Toyota Production System R.N.-MMS-2012047Документ4 страницыCase:-Toyota Production System R.N.-MMS-2012047nidhisoniОценок пока нет
- Implementing Process Innovation - The Case of The Toyota Production SystemДокумент2 страницыImplementing Process Innovation - The Case of The Toyota Production System楊佳Оценок пока нет
- The Toyota Way:: 14 Management Principles BY Jeffrey K.LikerДокумент17 страницThe Toyota Way:: 14 Management Principles BY Jeffrey K.LikerVishal RoyОценок пока нет
- LogisticДокумент13 страницLogistickantimaka100% (1)
- OM Term Paper Final Report 2Документ12 страницOM Term Paper Final Report 2DibyaRanjanBeheraОценок пока нет
- TQM in ToyotaДокумент6 страницTQM in ToyotabhatiaharryjassiОценок пока нет
- Toyota's Jit RevolutionДокумент13 страницToyota's Jit Revolutionraghava_83Оценок пока нет
- TMДокумент31 страницаTMMadiha KhanОценок пока нет
- Just in TimeДокумент61 страницаJust in TimePremchand GuptaОценок пока нет
- Just in Time Management - US Vs JapanДокумент5 страницJust in Time Management - US Vs JapanIrfee100% (1)
- Final TQM ProjectДокумент24 страницыFinal TQM Projectsakshi1404Оценок пока нет
- Studiu de Caz MMPFДокумент11 страницStudiu de Caz MMPFLavinia BucaОценок пока нет
- JIT - OR-Notes J E BeasleyДокумент34 страницыJIT - OR-Notes J E BeasleyAjay KaulОценок пока нет
- Toyota Executive SummaryДокумент16 страницToyota Executive SummaryAmirahОценок пока нет
- Just-In-Time Manufacturing System Just-In-Time Manufacturing SystemДокумент19 страницJust-In-Time Manufacturing System Just-In-Time Manufacturing SystemedyedyОценок пока нет
- Executive Summary: Operations Management Assignment Report Writing: Importance of Operations ManagementДокумент12 страницExecutive Summary: Operations Management Assignment Report Writing: Importance of Operations ManagementKunal GodboleОценок пока нет
- JITДокумент11 страницJIThimanshu vyasОценок пока нет
- Toyota Production System and Kanban System - JIT and Respect For HumansДокумент13 страницToyota Production System and Kanban System - JIT and Respect For HumansPoulami BaratОценок пока нет
- A Complete Guide to Just-in-Time Production: Inside Toyota's MindОт EverandA Complete Guide to Just-in-Time Production: Inside Toyota's MindРейтинг: 4.5 из 5 звезд4.5/5 (3)
- Creating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowОт EverandCreating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowРейтинг: 4 из 5 звезд4/5 (1)
- Toyota Production System comprehensive from theories to techniqueОт EverandToyota Production System comprehensive from theories to techniqueРейтинг: 5 из 5 звезд5/5 (2)
- How to Create Continuous Production Flow?: Toyota Production System ConceptsОт EverandHow to Create Continuous Production Flow?: Toyota Production System ConceptsРейтинг: 5 из 5 звезд5/5 (1)
- Lean Organization: from the Tools of the Toyota Production System to Lean OfficeОт EverandLean Organization: from the Tools of the Toyota Production System to Lean OfficeОценок пока нет
- Domestic Steel Structures Rise with Japan's First Factory BuildingsДокумент12 страницDomestic Steel Structures Rise with Japan's First Factory BuildingsPriatna suheriОценок пока нет
- Universal Communications Format: General QuestionsДокумент6 страницUniversal Communications Format: General QuestionsduminegОценок пока нет
- PertanianДокумент33 страницыPertanianPriatna suheriОценок пока нет
- PertanianДокумент33 страницыPertanianPriatna suheriОценок пока нет
- TikTok National Recycling Agency BriefДокумент1 страницаTikTok National Recycling Agency BriefPriatna suheriОценок пока нет
- Agronomy Thematic File2012Документ68 страницAgronomy Thematic File2012Priatna suheriОценок пока нет
- Sistemul de DreptДокумент483 страницыSistemul de DreptCristina CrisОценок пока нет
- Budgeting in Indonesia: Jón R. Blöndal, Ian Hawkesworth and Hyun-Deok ChoiДокумент31 страницаBudgeting in Indonesia: Jón R. Blöndal, Ian Hawkesworth and Hyun-Deok ChoiPriatna suheriОценок пока нет
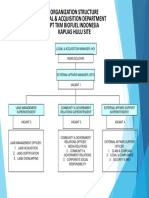
- PT TKM Biofuel Indonesia Organizational Structure Legal & Acquisition DepartmentДокумент1 страницаPT TKM Biofuel Indonesia Organizational Structure Legal & Acquisition DepartmentPriatna suheriОценок пока нет
- Fundamentals of FMEA PDFДокумент35 страницFundamentals of FMEA PDFPriatna suheriОценок пока нет
- Basic Concepts of Lean ManufacturingДокумент11 страницBasic Concepts of Lean Manufacturingjoseaguilar64Оценок пока нет
- RCC Water Tank Construction TenderДокумент12 страницRCC Water Tank Construction Tendersurya0588Оценок пока нет
- Beggs & Brill MethodДокумент9 страницBeggs & Brill Methodmatrix69Оценок пока нет
- Local Bodies 3Документ19 страницLocal Bodies 3umzzОценок пока нет
- 2008 Nissan Teana J32 Service Manual-ECДокумент414 страниц2008 Nissan Teana J32 Service Manual-ECMrihex100% (3)
- Carbide ToolingДокумент90 страницCarbide ToolingHuron Industrial SupplyОценок пока нет
- Amberjet 1200 H LДокумент2 страницыAmberjet 1200 H LIraida MorosОценок пока нет
- Wear Parts CatalogДокумент12 страницWear Parts CatalogLuis Arman100% (2)
- WWW - Osha.gov Pre Test Answer Key2Документ3 страницыWWW - Osha.gov Pre Test Answer Key2raul_bsu100% (6)
- Integrated LabДокумент36 страницIntegrated LabBeki WalkerОценок пока нет
- RAC Viva QuestionsДокумент5 страницRAC Viva QuestionsDevesh KumarОценок пока нет
- Module 3: Cutting Tool Materials and FluidsДокумент88 страницModule 3: Cutting Tool Materials and FluidssushilОценок пока нет
- Cement Additives Improve High-Performance BindersДокумент7 страницCement Additives Improve High-Performance Bindersimsurender87Оценок пока нет
- SUPPLY OF LABOR MATERIALS EQUIPMENT FOR STAINLESS STEEL TANKSДокумент2 страницыSUPPLY OF LABOR MATERIALS EQUIPMENT FOR STAINLESS STEEL TANKSWilliam LimОценок пока нет
- AS/NZS 3008.1.1 Amendment 1 Aug 2011 Cable Selection StandardsДокумент7 страницAS/NZS 3008.1.1 Amendment 1 Aug 2011 Cable Selection Standardslastwest1Оценок пока нет
- Pds - Glenium C 317Документ2 страницыPds - Glenium C 317Doby YuniardiОценок пока нет
- Objective: Experiment 2: Determination of Ash ContentДокумент2 страницыObjective: Experiment 2: Determination of Ash ContentRaj Kumar Purkayastha100% (2)
- Unimog Techdata u4000 Euro5 1209 en PDF Unimog_techdata_u4000_euro5_1209_en_pdf.pdf Unimog_techdata_u4000_euro5_1209_en_pdf.pdf Unimog_techdata_u4000_euro5_1209_en_pdf.pdfДокумент2 страницыUnimog Techdata u4000 Euro5 1209 en PDF Unimog_techdata_u4000_euro5_1209_en_pdf.pdf Unimog_techdata_u4000_euro5_1209_en_pdf.pdf Unimog_techdata_u4000_euro5_1209_en_pdf.pdfIvana Ilic67% (3)
- AIGOSTAR 300000HFA Panini Maker NoticeДокумент9 страницAIGOSTAR 300000HFA Panini Maker NoticeSYLVIEОценок пока нет
- KSB OmegaДокумент2 страницыKSB OmegaAnne 90Оценок пока нет
- Micro Electro Mechanical Systems: S. MeenatchisundaramДокумент15 страницMicro Electro Mechanical Systems: S. MeenatchisundaramkksundariОценок пока нет
- Flue-Gas Desulfurization - Wikipedia, The Free EncyclopediaДокумент8 страницFlue-Gas Desulfurization - Wikipedia, The Free EncyclopediaPraveen KhatriОценок пока нет
- Produktleitfaden Kubus 2016 - GBДокумент56 страницProduktleitfaden Kubus 2016 - GBAlexandru PelinОценок пока нет
- CH - Mass Transfer and Transport Phenomenon PDFДокумент29 страницCH - Mass Transfer and Transport Phenomenon PDFRaghul RockОценок пока нет
- Reaktor (R-01) DesignДокумент5 страницReaktor (R-01) DesignalОценок пока нет
- Velan PDFДокумент40 страницVelan PDFpablopasqualini18Оценок пока нет
- Powder Metallurgy LabДокумент8 страницPowder Metallurgy Labשירי חדדОценок пока нет
- LR Tech IntroДокумент432 страницыLR Tech Intromagellan_phineas100% (11)
- Introduction To Wastewater ManagementДокумент18 страницIntroduction To Wastewater ManagementMuhammad IqmalОценок пока нет
- Design of 610 mm MS Pumping MainДокумент6 страницDesign of 610 mm MS Pumping MainMathiTwadCОценок пока нет
- Manganese Steel 3401Документ1 страницаManganese Steel 3401kazdoelahОценок пока нет