Вам также может понравиться
- Damascus SteelДокумент6 страницDamascus SteelMr. Black PowerОценок пока нет
- Origin of Damascus Steel PDFДокумент9 страницOrigin of Damascus Steel PDFMas Arman TewoОценок пока нет
- Paper - 1997 - The History of Ultrahigh Carbon SteelsДокумент42 страницыPaper - 1997 - The History of Ultrahigh Carbon SteelsGustavo RebayОценок пока нет
- Secrets of Legendary Damascus Steel Revealed Using NanotechnologyДокумент2 страницыSecrets of Legendary Damascus Steel Revealed Using NanotechnologymaxfischОценок пока нет
- Damascus SteelДокумент7 страницDamascus SteelMichael MichaelОценок пока нет
- Crucible Steel in Medieval SwordsДокумент10 страницCrucible Steel in Medieval SwordsAbdul RehmanОценок пока нет
- Incredible Damascus SteelДокумент3 страницыIncredible Damascus SteelBhavya Praveen SinhaОценок пока нет
- Damascus SteelДокумент6 страницDamascus SteelAkram FaisalОценок пока нет
- 2009 Discovery of Nanotubes in Ancient Damascus Marianne ReiboldДокумент6 страниц2009 Discovery of Nanotubes in Ancient Damascus Marianne Reiboldpaula rodriguezОценок пока нет
- Chapter 1 - What Is SteelДокумент22 страницыChapter 1 - What Is SteelH C DunejaОценок пока нет
- Ancient Indian Metallurgy - Indian ScripturesДокумент9 страницAncient Indian Metallurgy - Indian ScripturesBaldev RamОценок пока нет
- ASM History of QuenchingДокумент9 страницASM History of QuenchingDonald MacKenzieОценок пока нет
- The Process of Steel HistoryДокумент22 страницыThe Process of Steel HistorydaveОценок пока нет
- Ancient Blacksmith, The Iron Age, Damascuc Steel, and Modern MetallurgyДокумент7 страницAncient Blacksmith, The Iron Age, Damascuc Steel, and Modern Metallurgykingkrome999Оценок пока нет
- India's Legendary Wootz Steel (Sharada Srinivasan & Srinivasa Ranganathan, 2004)Документ94 страницыIndia's Legendary Wootz Steel (Sharada Srinivasan & Srinivasa Ranganathan, 2004)Srini Kalyanaraman100% (2)
- Metalurggy PDFДокумент59 страницMetalurggy PDFBHARANIОценок пока нет
- 6 Advanced Ancient Inventions Beyond Modern UnderstandingДокумент7 страниц6 Advanced Ancient Inventions Beyond Modern Understandingmacovei003Оценок пока нет
- Depletion Gilding - Ancient Techniques for Surface Enrichment of Gold AlloysДокумент8 страницDepletion Gilding - Ancient Techniques for Surface Enrichment of Gold AlloysBernardDelorОценок пока нет
- Ancient Blacksmiths, The Iron Age, Damascus Steels and Modern MetallurgyДокумент11 страницAncient Blacksmiths, The Iron Age, Damascus Steels and Modern Metallurgykalyanaraman7Оценок пока нет
- SSD Article One For Korea1Документ5 страницSSD Article One For Korea1api-278193099Оценок пока нет
- Alhazret in Cultural ContextДокумент7 страницAlhazret in Cultural ContextAlhazretОценок пока нет
- Early Bronze Age Metallurgy in The North-East Aegean: January 2003Документ31 страницаEarly Bronze Age Metallurgy in The North-East Aegean: January 2003Lara GadžunОценок пока нет
- Southern Arabia by Bent, MabelДокумент253 страницыSouthern Arabia by Bent, MabelGutenberg.org50% (2)
- Outer Ones v17Документ26 страницOuter Ones v17Justin FandangoОценок пока нет
- Cunningham Bharhut PDFДокумент218 страницCunningham Bharhut PDFKuntal Narayan ChaudhuryОценок пока нет
- Ancient Arabia and The Written Word PDFДокумент26 страницAncient Arabia and The Written Word PDFFrankОценок пока нет
- Minerals and Metals in Ancient IndiaДокумент2 страницыMinerals and Metals in Ancient IndiaSuneel KotteОценок пока нет
- Sasanian CoinageДокумент32 страницыSasanian CoinageClaudio A. RevelloОценок пока нет
- Tsubajapaneseswo00coop BWДокумент48 страницTsubajapaneseswo00coop BWPRILK2011Оценок пока нет
- Absolute Cheapskate Way To Start Making KnivesДокумент18 страницAbsolute Cheapskate Way To Start Making KnivesvetsinОценок пока нет
- The Great Hypostyle Hall in The Temple of Amun at Karnak Volume I, Part 2 - Translation and Commentary PDFДокумент439 страницThe Great Hypostyle Hall in The Temple of Amun at Karnak Volume I, Part 2 - Translation and Commentary PDFWalid HaddadОценок пока нет
- A Neo-Assyrian Text Describing a Royal FuneralДокумент13 страницA Neo-Assyrian Text Describing a Royal FuneralAsya MinchevaОценок пока нет
- New Sumerian Literary Texts (BASOR 102, 1946) 12-17Документ7 страницNew Sumerian Literary Texts (BASOR 102, 1946) 12-17nedflandersОценок пока нет
- Conservation of a Japanese TsubaДокумент10 страницConservation of a Japanese Tsubaaalv2003Оценок пока нет
- The Use of Sulphur in Hollow Ancient Gold Objects PDFДокумент4 страницыThe Use of Sulphur in Hollow Ancient Gold Objects PDFRicardo R. ContrerasОценок пока нет
- Recreation of Ancient Iron Smelting ProcessДокумент7 страницRecreation of Ancient Iron Smelting ProcessDILRUKSHIОценок пока нет
- Guterbock Hittite MedicineДокумент6 страницGuterbock Hittite MedicineTarek AliОценок пока нет
- Lebor Gabala ErrenДокумент45 страницLebor Gabala ErrenTerri BeckerОценок пока нет
- Cpt-1-History of Metal CastingДокумент65 страницCpt-1-History of Metal CastingAndiWardana100% (1)
- The Key Role of Impurities in Ancient Damascus Steel Blades: J.D. Verhoeven A.H. Pendray W.E. DaukschДокумент15 страницThe Key Role of Impurities in Ancient Damascus Steel Blades: J.D. Verhoeven A.H. Pendray W.E. DaukschKhaled BizriОценок пока нет
- Damascus SteelДокумент15 страницDamascus SteelKonstantinos TheodosiadisОценок пока нет
- D S Steel: AmascuДокумент10 страницD S Steel: Amascuapi-335964082Оценок пока нет
- Blade Patterns Intrinsic To Steel Edged WeaponsДокумент16 страницBlade Patterns Intrinsic To Steel Edged WeaponsAbdul RehmanОценок пока нет
- Microstructure of A Genuine Damascus Sabre: © 2005 Wiley-Vch Verlag GMBH & Co. Kgaa, WeinheimДокумент12 страницMicrostructure of A Genuine Damascus Sabre: © 2005 Wiley-Vch Verlag GMBH & Co. Kgaa, WeinheimEkpuОценок пока нет
- Feuerbach 2006 Crucible Steel Production and IdentificationДокумент7 страницFeuerbach 2006 Crucible Steel Production and IdentificationNicholas ZoppaОценок пока нет
- Damascus SteelДокумент8 страницDamascus Steelmuhammad85Оценок пока нет
- (1998) The Mystery of The Damascus Sword - J. Verhoeven A. Pendray PDFДокумент9 страниц(1998) The Mystery of The Damascus Sword - J. Verhoeven A. Pendray PDFAantchuОценок пока нет
- An Iron WillДокумент5 страницAn Iron WillZahra ZaОценок пока нет
- Paper - 2008 - The Great Verhoeven - Wadsworth Jousting TournamentДокумент9 страницPaper - 2008 - The Great Verhoeven - Wadsworth Jousting TournamentGustavo RebayОценок пока нет
- Microstructural_Investigation_on_a_MedieДокумент8 страницMicrostructural_Investigation_on_a_MedieFrancsico FerrerОценок пока нет
- JOM article explores reproduction of Damascus steel microstructure and patternsДокумент6 страницJOM article explores reproduction of Damascus steel microstructure and patternsrtgeorgeОценок пока нет
- Japanese ArmourДокумент8 страницJapanese ArmouryellowcatОценок пока нет
- A Tale of Wootz SteelДокумент11 страницA Tale of Wootz SteelBijay Prasad UpadhyayОценок пока нет
- Damascus Enquiry Elliott Beaumont FINAL Final 1Документ49 страницDamascus Enquiry Elliott Beaumont FINAL Final 1Betül EtikОценок пока нет
- Engineering in HistoryДокумент259 страницEngineering in HistoryjosedevianaОценок пока нет
- BrassДокумент2 страницыBrassMarcelino TinocoОценок пока нет
- Introduction of Steel Columns in US Buil PDFДокумент9 страницIntroduction of Steel Columns in US Buil PDFMariana AlvesОценок пока нет
- Module 5 SteelДокумент21 страницаModule 5 SteelRoseMarieDagonОценок пока нет
- 5 PDFДокумент2 страницы5 PDFAlodia VaniaОценок пока нет
- English Ironwork of the XVIIth and XVIIIth Centuries - An Historical and Analytical Account of the Development of Exterior SmithcraftОт EverandEnglish Ironwork of the XVIIth and XVIIIth Centuries - An Historical and Analytical Account of the Development of Exterior SmithcraftОценок пока нет
- Structure 1Документ2 страницыStructure 1hsemargОценок пока нет
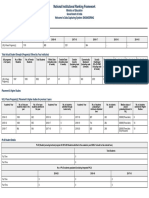
- National Index of Ranking Framework 2017Документ36 страницNational Index of Ranking Framework 2017patrodeskОценок пока нет
- Structure of 2Документ2 страницыStructure of 2hsemargОценок пока нет
- Institute Name: RGUKT-RK Valley (IR-E-C-45102)Документ7 страницInstitute Name: RGUKT-RK Valley (IR-E-C-45102)hsemargОценок пока нет
- ARCH NIRF FrameworkДокумент63 страницыARCH NIRF FrameworkhsemargОценок пока нет
- Structure of m4Документ2 страницыStructure of m4hsemargОценок пока нет
- National Index of Ranking Framework 2017Документ36 страницNational Index of Ranking Framework 2017patrodeskОценок пока нет
- 01 DifferentialEquations Complete PDFДокумент18 страниц01 DifferentialEquations Complete PDFOğuzhan KocaОценок пока нет
- Metal Casting Processes Chapter ExplainedДокумент88 страницMetal Casting Processes Chapter ExplainedTham Wai Hung89% (9)
- Stress Solution at Crack Tip (Westergaard (1934) )Документ7 страницStress Solution at Crack Tip (Westergaard (1934) )theamantheОценок пока нет
- Engineering PDFДокумент25 страницEngineering PDFSouparna BanerjeeОценок пока нет
- 2-Introduction To Structure and Bonding in MaterialsДокумент9 страниц2-Introduction To Structure and Bonding in MaterialsMohamed Em AliОценок пока нет
- Plasticity Stress AnalysisДокумент7 страницPlasticity Stress AnalysisAvijit DeyОценок пока нет
- SolidsДокумент86 страницSolidsweОценок пока нет
- 10 5923 J Ep 20170705 03Документ6 страниц10 5923 J Ep 20170705 03hsemargОценок пока нет
- Composite Materials Exam QuestionsДокумент1 страницаComposite Materials Exam QuestionshsemargОценок пока нет
- Chap8lect 2015Документ70 страницChap8lect 2015Tengku Arief Buana PerkasaОценок пока нет
- Electronics Service Point Provides Quote for Speaker and Amplifier SystemДокумент1 страницаElectronics Service Point Provides Quote for Speaker and Amplifier SystemhsemargОценок пока нет
- Ubc 2009 Spring Kubiak AngelaДокумент128 страницUbc 2009 Spring Kubiak AngelahsemargОценок пока нет
- Slip CastingДокумент10 страницSlip CastinghsemargОценок пока нет
- Central Library Tender FinalДокумент28 страницCentral Library Tender FinalhsemargОценок пока нет
- Investment Cast Cobalt AlloysДокумент10 страницInvestment Cast Cobalt AlloyshsemargОценок пока нет
- Slip CastingДокумент13 страницSlip CastingRishi DasguptaОценок пока нет
- Secondary Metallurgy PDFДокумент63 страницыSecondary Metallurgy PDFhsemargОценок пока нет
- Lec 8Документ35 страницLec 8hsemargОценок пока нет
- Foundation Engg SyllabusДокумент2 страницыFoundation Engg SyllabushsemargОценок пока нет
- Mse314 315 316Документ390 страницMse314 315 316hsemargОценок пока нет
- 30 AirConditionarsДокумент1 страница30 AirConditionarshsemargОценок пока нет
- © 1890 Nature Publishing GroupДокумент4 страницы© 1890 Nature Publishing GrouphsemargОценок пока нет
- FEECO Complete OfferingsДокумент8 страницFEECO Complete OfferingsawfahОценок пока нет
- Assignment On CGMPДокумент19 страницAssignment On CGMPRajesh Nayak50% (2)
- CHEMISTRY PROFESSIONAL ACT RA 10657Документ5 страницCHEMISTRY PROFESSIONAL ACT RA 10657Shai Sta CatalinaОценок пока нет
- Supreme Motor Oil MSDSДокумент7 страницSupreme Motor Oil MSDSsofelsbabaОценок пока нет
- Cswip 3.1 Part 2Документ20 страницCswip 3.1 Part 2Alam MD SazidОценок пока нет
- Repair and Reinforcing Techniques for Steel ComponentsДокумент108 страницRepair and Reinforcing Techniques for Steel ComponentsValy CoulibalyОценок пока нет
- Membrane Technology in Water Treatment ApplicationsДокумент11 страницMembrane Technology in Water Treatment ApplicationsleechulmiuОценок пока нет
- (Itc) PresentationДокумент54 страницы(Itc) PresentationKaushlesh PratapОценок пока нет
- Topic 2 SimpleDistillationДокумент52 страницыTopic 2 SimpleDistillationJA NableОценок пока нет
- HVAC Pressure Test ProceduresДокумент8 страницHVAC Pressure Test ProceduresHamidullah Asady WardakОценок пока нет
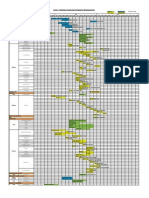
- 2.2.4 Construction Schedule For Mechanical WorkДокумент2 страницы2.2.4 Construction Schedule For Mechanical WorkĐình Nam100% (1)
- AxДокумент11 страницAxAMB SpainОценок пока нет
- Emulsion LectureДокумент30 страницEmulsion LectureRay YangОценок пока нет
- Green ? Chemistry ?Документ8 страницGreen ? Chemistry ?bhongalsuvarnaОценок пока нет
- PDFДокумент268 страницPDFFaisal Nasim0% (1)
- Drug Design and Development eBooksДокумент29 страницDrug Design and Development eBooksTawfeeq BA Abbad100% (2)
- (29-6-4) NPTEL - CryocoolersДокумент41 страница(29-6-4) NPTEL - CryocoolersThermal_EngineerОценок пока нет
- Compost Tea Manual PDFДокумент38 страницCompost Tea Manual PDFbaspipsОценок пока нет
- Rice FtirДокумент15 страницRice FtirRavindra AgarwalОценок пока нет
- Qualitative Analysis NotesДокумент2 страницыQualitative Analysis NotesFaiaz AhmedОценок пока нет
- Folien SFPS 0Документ6 страницFolien SFPS 0BUDAPESОценок пока нет
- Paper IATMIДокумент18 страницPaper IATMIpermanahendОценок пока нет
- How TiO2 Improves Paint Weather ResistanceДокумент8 страницHow TiO2 Improves Paint Weather Resistanceuocmogiandi_aОценок пока нет
- MPI Architectural Painting Manual: Guide Specification Revision - September 2012 Section 09900 Painting Page 1 of 28Документ28 страницMPI Architectural Painting Manual: Guide Specification Revision - September 2012 Section 09900 Painting Page 1 of 28Alsayed DiabОценок пока нет
- Solution Manual For Principles of Engineering Thermodynamics 1st Edition by ReiselДокумент22 страницыSolution Manual For Principles of Engineering Thermodynamics 1st Edition by Reisela213115530100% (2)
- Measure Uric Acid LevelsДокумент1 страницаMeasure Uric Acid LevelsVe SeptianaОценок пока нет
- Organic Chemistry: Alkanes and AlkenesДокумент73 страницыOrganic Chemistry: Alkanes and AlkenesRosemaryTanОценок пока нет
- Sewage Treatment PlantДокумент12 страницSewage Treatment Plantanuj dhavanОценок пока нет
- Drilling Engineer AbubakerДокумент20 страницDrilling Engineer AbubakerrishibarathiОценок пока нет
- D19 2 en Fuel SpecificationДокумент35 страницD19 2 en Fuel SpecificationPaulo GodinhoОценок пока нет