Вам также может понравиться
- ChapterДокумент3 страницыChapterifiokОценок пока нет
- Understanding and Developing Emotional Intelligence: Proposition 37Документ11 страницUnderstanding and Developing Emotional Intelligence: Proposition 37Arpita SrivastavaОценок пока нет
- Living in The Heart by Drunvalo MelchizedekДокумент131 страницаLiving in The Heart by Drunvalo MelchizedekJasmina Tomic100% (2)
- Che323 Note Cooling Tower 3Документ130 страницChe323 Note Cooling Tower 3ifiokОценок пока нет
- Che323 Lecture 1 HumidificationДокумент32 страницыChe323 Lecture 1 HumidificationifiokОценок пока нет
- Che 323 Note Heat ConductionДокумент5 страницChe 323 Note Heat ConductionifiokОценок пока нет
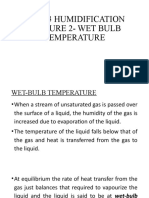
- Che323 Lecture 2 Humidification Wet BulbДокумент19 страницChe323 Lecture 2 Humidification Wet Bulbifiok100% (1)
- Napoleon Hill - Pathway To Personal SuccessДокумент23 страницыNapoleon Hill - Pathway To Personal SuccessMariana DiaconuОценок пока нет
- Che323 Note Cooling Tower 3Документ130 страницChe323 Note Cooling Tower 3ifiokОценок пока нет
- ChapterДокумент4 страницыChapterifiokОценок пока нет
- Hypothetical Process PathsДокумент9 страницHypothetical Process Pathsifiok100% (1)
- Article1380885145 HossainДокумент9 страницArticle1380885145 HossainifiokОценок пока нет
- Napoleon Hill - Pathway To Personal SuccessДокумент23 страницыNapoleon Hill - Pathway To Personal SuccessMariana DiaconuОценок пока нет
- Life Is What You Make of It - CDRДокумент68 страницLife Is What You Make of It - CDRAdil Latif100% (1)
- file:///C:/Users/hon/Downloads/Documents/1 s2.0 S0959652618306565 Main PDFДокумент2 страницыfile:///C:/Users/hon/Downloads/Documents/1 s2.0 S0959652618306565 Main PDFifiokОценок пока нет
- ZeoliДокумент11 страницZeoliifiokОценок пока нет
- Oil 1Документ64 страницыOil 1VeiliLookОценок пока нет
- Che 517 Test 1 20152016Документ3 страницыChe 517 Test 1 20152016ifiok100% (1)
- SysteminfoДокумент1 страницаSysteminfoifiokОценок пока нет
- ChapterДокумент3 страницыChapterifiokОценок пока нет
- HW 6 Solutions 2014Документ10 страницHW 6 Solutions 2014ifiokОценок пока нет
- SolidДокумент3 страницыSolidifiokОценок пока нет
- CHE 516 New CourseДокумент64 страницыCHE 516 New Courseifiok0% (1)
- Process Design Engineering-ManualДокумент43 страницыProcess Design Engineering-ManualDan Costin100% (9)
- Che520 Tutorial Questions Covenant UniversityДокумент3 страницыChe520 Tutorial Questions Covenant UniversityifiokОценок пока нет
- ChE 517-Ind Haz Env Poll Mod IДокумент10 страницChE 517-Ind Haz Env Poll Mod IifiokОценок пока нет
- MEK in School SecondДокумент13 страницMEK in School Secondifiok100% (1)
- Fuck The Population........ by IfyДокумент11 страницFuck The Population........ by IfyifiokОценок пока нет
- Group 3 Base Oil EditnoДокумент13 страницGroup 3 Base Oil EditnoifiokОценок пока нет
- Transfer FunctionДокумент3 страницыTransfer FunctionifiokОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5782)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (890)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Chemical Rocket Propulsion Systems: An Introduction to Liquid Propulsion ComponentsДокумент17 страницChemical Rocket Propulsion Systems: An Introduction to Liquid Propulsion ComponentsArpit SharmaОценок пока нет
- Xi Neet Iseet Chemistry PDFДокумент21 страницаXi Neet Iseet Chemistry PDFFATHIMA80% (5)
- CemexДокумент2 страницыCemexdaniel878787Оценок пока нет
- Aurora StoryДокумент4 страницыAurora Storyapi-255055950Оценок пока нет
- Heat Transfer Through Composite MaterialsДокумент10 страницHeat Transfer Through Composite MaterialsAkash GhoshОценок пока нет
- PT100D Product Sheet 0Документ2 страницыPT100D Product Sheet 0Ayep AssaifullahОценок пока нет
- DJ (Microtubules, Microfilaments and Intermediate Filaments) - DJGFДокумент43 страницыDJ (Microtubules, Microfilaments and Intermediate Filaments) - DJGFNick_989893Оценок пока нет
- Technical Brochure Veropes PDFДокумент72 страницыTechnical Brochure Veropes PDFPaul100% (1)
- VLT VMT Pump Brochure enДокумент4 страницыVLT VMT Pump Brochure enLuis YañezОценок пока нет
- ARL 9900 Series: Catalogue / KatalogДокумент170 страницARL 9900 Series: Catalogue / KatalogCiba Modi100% (3)
- Antimicrobial Fruit & Vegetable Treatment: Reduce PathogensДокумент2 страницыAntimicrobial Fruit & Vegetable Treatment: Reduce PathogensGuilhermeОценок пока нет
- Transformer Failures in Southern AfricaДокумент4 страницыTransformer Failures in Southern AfricaEzekiel MuyembeОценок пока нет
- Phosphoric Acid ManualДокумент33 страницыPhosphoric Acid ManualAbi Ponce Mena86% (7)
- Mohr CircleДокумент19 страницMohr Circlemortaza7094Оценок пока нет
- Zaluzec 1 InstrumentationДокумент97 страницZaluzec 1 InstrumentationSimona TocanieОценок пока нет
- AcResin - The Acrylic HotmeltДокумент12 страницAcResin - The Acrylic HotmeltRajОценок пока нет
- I Kelle 2005Документ707 страницI Kelle 2005Emerson MaucaОценок пока нет
- Tech Bull 210-1-Liquid ARДокумент2 страницыTech Bull 210-1-Liquid ARMichelle KeatingОценок пока нет
- Chemistry End of Term Xmas Test AllДокумент4 страницыChemistry End of Term Xmas Test AllNadine Hosein-AliОценок пока нет
- Stabilisation Pond Systems - Operations, Maintenance, ManagementДокумент196 страницStabilisation Pond Systems - Operations, Maintenance, ManagementVishal DuggalОценок пока нет
- Calculate density of aluminum powder without weighing or measuringДокумент6 страницCalculate density of aluminum powder without weighing or measuringPrathyusha RamadurgamОценок пока нет
- A Greener, Biocatalytic Benzoin Synthesis: Kenyon College - CHEM 234 - Organic Chemistry Lab IIДокумент2 страницыA Greener, Biocatalytic Benzoin Synthesis: Kenyon College - CHEM 234 - Organic Chemistry Lab IINicalyn BolanteОценок пока нет
- A Review of Literature For The Structural Assessment of Mitred Bends PDFДокумент20 страницA Review of Literature For The Structural Assessment of Mitred Bends PDFaemis2010Оценок пока нет
- Hydrodynamics of Shark SkinДокумент5 страницHydrodynamics of Shark SkinNikita GohelОценок пока нет
- Dwyer - BBV-1 - Spec SheetДокумент2 страницыDwyer - BBV-1 - Spec SheetyousnailОценок пока нет
- Extraction Methods Nutraceuticals PlantsДокумент20 страницExtraction Methods Nutraceuticals PlantsNikhil ChipadeОценок пока нет
- CH 33Документ12 страницCH 33ybobbyxОценок пока нет
- 6a Pre Lab Ass For PrintДокумент2 страницы6a Pre Lab Ass For PrintRea Jerene Buniel DaparОценок пока нет
- Atterberg Limit TestДокумент6 страницAtterberg Limit Testameenazhar2020Оценок пока нет