Вам также может понравиться
- 2016 Test Paper-1 SolutionsДокумент11 страниц2016 Test Paper-1 SolutionsHari PrasadОценок пока нет
- Kerala BOE-2014 Paper-2 SolutionДокумент15 страницKerala BOE-2014 Paper-2 SolutionAlok DoshiОценок пока нет
- Gujarat Boiler Examination Board Boiler Operation Engineer Exam-2017Документ10 страницGujarat Boiler Examination Board Boiler Operation Engineer Exam-2017Alok DoshiОценок пока нет
- Kerala BOE-2014 Paper-1 SolutionДокумент10 страницKerala BOE-2014 Paper-1 SolutionAlok DoshiОценок пока нет
- Boe MCQДокумент13 страницBoe MCQSyam Prasad100% (1)
- BOE Drawing PDFДокумент33 страницыBOE Drawing PDFAmit BalotОценок пока нет
- Question & AnswerДокумент41 страницаQuestion & AnswerKapil Dev Mandal100% (1)
- 2011 GJ Boe P-1Документ10 страниц2011 GJ Boe P-1Alok DoshiОценок пока нет
- Indian BOE Coaching Services: Gujarat BOE-2016 Paper-2 (Boiler Engg-2) SolutionДокумент7 страницIndian BOE Coaching Services: Gujarat BOE-2016 Paper-2 (Boiler Engg-2) SolutionAlok DoshiОценок пока нет
- Boe Exam Paper Sep 2013Документ8 страницBoe Exam Paper Sep 2013Sandip WarbheОценок пока нет
- Boiler InterlocksДокумент54 страницыBoiler InterlocksAhemadОценок пока нет
- NPTI Boiler QuestionsДокумент2 страницыNPTI Boiler QuestionsJoydev GangulyОценок пока нет
- Syllabus For BOE Examination:-: A) MathematicsДокумент5 страницSyllabus For BOE Examination:-: A) MathematicsparmodsinghraajОценок пока нет
- BOE IntroductionДокумент18 страницBOE IntroductionAnsuman Sen SharmaОценок пока нет
- Best 60 Power Plant Information Booster Points - AskpowerplantДокумент17 страницBest 60 Power Plant Information Booster Points - AskpowerplantRaju MaityОценок пока нет
- Top 50 Boiler Information Booster Question Answers - ASKPOWERPLANTДокумент19 страницTop 50 Boiler Information Booster Question Answers - ASKPOWERPLANTRaju MaityОценок пока нет
- Indian BOE Coaching Services: Gujarat BOE-2016 Paper-3 (Engg. Drawing) SolutionДокумент6 страницIndian BOE Coaching Services: Gujarat BOE-2016 Paper-3 (Engg. Drawing) SolutionAlok DoshiОценок пока нет
- Operation Aspects & Boiler EmergenciesДокумент54 страницыOperation Aspects & Boiler EmergenciesPravivVivpraОценок пока нет
- Gujarat Boiler Examination Board Boiler Operation Engineer Exam-2017Документ6 страницGujarat Boiler Examination Board Boiler Operation Engineer Exam-2017Alok DoshiОценок пока нет
- 1e8c62 PDFДокумент4 страницы1e8c62 PDFGanesh Dasara0% (2)
- AP BOE-2013 Paper-1 SolutionДокумент9 страницAP BOE-2013 Paper-1 SolutionAlok Doshi50% (2)
- Boiler Operation Engineer (BOE) Viva QДокумент12 страницBoiler Operation Engineer (BOE) Viva QChetram Meena100% (1)
- BOE-EXAM Question Papers-2015 PDFДокумент9 страницBOE-EXAM Question Papers-2015 PDFSandip Warbhe83% (6)
- 2014 Karnataka BOE Papers SolutionДокумент4 страницы2014 Karnataka BOE Papers SolutionKiran Sahu100% (2)
- KR BOE-2018 Paper-2 Solution PDFДокумент8 страницKR BOE-2018 Paper-2 Solution PDFBharatsinh Chauhan100% (4)
- Boiler QuestionsДокумент101 страницаBoiler QuestionssrinivasОценок пока нет
- Thermal Power Plant Objective Questions and Answers PDFДокумент4 страницыThermal Power Plant Objective Questions and Answers PDFSaqib Ur RehmanОценок пока нет
- Fully Corrected Numerical ExerciseДокумент36 страницFully Corrected Numerical ExerciseJigar Goswami100% (1)
- 250 MW Boiler WorkingДокумент12 страниц250 MW Boiler WorkingAhemad100% (1)
- PART-C (Engineering Drawing (Paper-3) )Документ38 страницPART-C (Engineering Drawing (Paper-3) )Jigar Goswami100% (2)
- Boiler Tube Leakage Furnace Explosion Clinker Formation in Thermal Power Plant Boiler - Boiler Turbogenerator GT ESP ABT FSS DeaДокумент3 страницыBoiler Tube Leakage Furnace Explosion Clinker Formation in Thermal Power Plant Boiler - Boiler Turbogenerator GT ESP ABT FSS DeaRobin BansalОценок пока нет
- 183 - Viva Questions Shared by Candidates of Gujarat BOE 2017Документ4 страницы183 - Viva Questions Shared by Candidates of Gujarat BOE 2017yousufali56100% (1)
- Boe Exam Preparation PDFДокумент12 страницBoe Exam Preparation PDFAnand Swami78% (18)
- Boiler InterviewДокумент16 страницBoiler InterviewSachin PatelОценок пока нет
- Boiler Operation EngineerДокумент10 страницBoiler Operation EngineerSarah Frazier100% (2)
- Boiler Q AДокумент26 страницBoiler Q AGnanaSekar100% (1)
- Boiler Efficient, Safe & Emergency OperationДокумент51 страницаBoiler Efficient, Safe & Emergency OperationShambhu MehtaОценок пока нет
- Indian Best Practices For Efficient O&M of Thermal Power PlantsДокумент38 страницIndian Best Practices For Efficient O&M of Thermal Power PlantsShankar JhaОценок пока нет
- The Indian Boilers Act 1923Документ16 страницThe Indian Boilers Act 1923Anand Swami100% (1)
- 140 Boiler EmergenciesДокумент32 страницы140 Boiler EmergenciesSudip Guthe100% (2)
- Boiler Overhauling Works Gyanendra Sharma NPTI DelhiДокумент37 страницBoiler Overhauling Works Gyanendra Sharma NPTI DelhiNPTIОценок пока нет
- Boe NotesДокумент98 страницBoe Notessurya892100% (3)
- SuperCritical BoilerДокумент0 страницSuperCritical BoilerSreenivas100% (1)
- Cold Startup Procedure PDFДокумент6 страницCold Startup Procedure PDFSai SwaroopОценок пока нет
- Boiler 210mwДокумент15 страницBoiler 210mwishakОценок пока нет
- BOE Oral Question TagДокумент2 страницыBOE Oral Question TagParameswararao Billa80% (5)
- Boiler Operation Engineers Examination Papers Nov 2016Документ10 страницBoiler Operation Engineers Examination Papers Nov 20169766224189Оценок пока нет
- Boiler Draught SystemДокумент122 страницыBoiler Draught SystemBHUVANESH MОценок пока нет
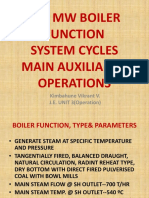
- 210 MW Boiler Function System Cycles Main Auxiliaries OperationsДокумент30 страниц210 MW Boiler Function System Cycles Main Auxiliaries OperationsAhemad100% (2)
- AP BOE-2013 Paper-3 SolutionДокумент7 страницAP BOE-2013 Paper-3 SolutionAlok DoshiОценок пока нет
- Line TraceДокумент84 страницыLine TraceSam100% (1)
- Top 50 Boiler Questions and AnswersДокумент20 страницTop 50 Boiler Questions and AnswersManasa ManuОценок пока нет
- Boe Thermal PaperДокумент31 страницаBoe Thermal PaperAnand Swami100% (8)
- Laboratory Manual Applied Thermodynamics (ME-210)Документ35 страницLaboratory Manual Applied Thermodynamics (ME-210)sachinmagrawal2484Оценок пока нет
- Steam Boiler Instrument and Control: 1. Horizontal, Vertical or InclinedДокумент20 страницSteam Boiler Instrument and Control: 1. Horizontal, Vertical or InclinedmorolosusОценок пока нет
- Boiler Mountings and Accessories PDFДокумент4 страницыBoiler Mountings and Accessories PDFShankar JhaОценок пока нет
- Babcock BoilerДокумент11 страницBabcock BoilerKhuram IqbalОценок пока нет
- FME Lab WorkДокумент14 страницFME Lab WorkVranda MaheshwariОценок пока нет
- Boiler MountingsДокумент11 страницBoiler MountingsVikash MehtaОценок пока нет
- Econo FlowДокумент15 страницEcono FlowVelpuri RameshBabuОценок пока нет
- EthernetДокумент26 страницEthernetAshalatha MadasuОценок пока нет
- Valves 2/2 E290: Pressure Operated Bronze or Stainless Steel Body Threaded Ports, 3/8 To 2 1/2Документ4 страницыValves 2/2 E290: Pressure Operated Bronze or Stainless Steel Body Threaded Ports, 3/8 To 2 1/2Velpuri RameshBabuОценок пока нет
- Ltd. H": Reineke Engineering PVTДокумент4 страницыLtd. H": Reineke Engineering PVTVelpuri RameshBabuОценок пока нет
- Glow Worm Flexicom SX Boiler User GuideДокумент16 страницGlow Worm Flexicom SX Boiler User Guidehallgate1Оценок пока нет
- Steam Consumption: Example For A Single-Corrugator Work Width 2200mmДокумент2 страницыSteam Consumption: Example For A Single-Corrugator Work Width 2200mmV U P RaoОценок пока нет
- Corrosion Atlas 3 - Steelpedia - Ir PDFДокумент11 страницCorrosion Atlas 3 - Steelpedia - Ir PDFFebri RamdaniОценок пока нет
- Heat TransferДокумент7 страницHeat TransferHectorCabzОценок пока нет
- Chapter 2 Boiler Design PDFДокумент6 страницChapter 2 Boiler Design PDFFernando Sandoval RuedaОценок пока нет
- Thermal Power Plants-FinalДокумент61 страницаThermal Power Plants-FinalBhavya ShrivastwaОценок пока нет
- Designing of A Fire Tube Boiler: July 2020Документ8 страницDesigning of A Fire Tube Boiler: July 2020hamza abbasОценок пока нет
- Mis. Nagai Power Private LTD., Is Proposed Unit To Produce 2 X 150 MW Electrical Power atДокумент5 страницMis. Nagai Power Private LTD., Is Proposed Unit To Produce 2 X 150 MW Electrical Power atkamal El Nashar100% (2)
- Ship Unloader PDFДокумент7 страницShip Unloader PDFdony ramdhaniОценок пока нет
- Boilers TutorialДокумент1 страницаBoilers TutorialVaibhaw HirawatОценок пока нет
- IHRDC Operations&Maintenance PDFДокумент7 страницIHRDC Operations&Maintenance PDFSkonto Riga100% (1)
- Tender SpecificationДокумент165 страницTender SpecificationMilan Shah100% (1)
- Compiled Lab ReportДокумент25 страницCompiled Lab ReportSaAhRaОценок пока нет
- Cracking in Fire Tube BoilersДокумент8 страницCracking in Fire Tube BoilersRui AlexandreОценок пока нет
- Double Downshot BoilersДокумент9 страницDouble Downshot BoilersNaveen ShettyОценок пока нет
- Minor Project Report On Efficiency Improvement of A Combined Cycle Power PlantДокумент40 страницMinor Project Report On Efficiency Improvement of A Combined Cycle Power PlantArpit Garg100% (1)
- Specialty ProductsДокумент37 страницSpecialty ProductsgoharmahmoodkhokharОценок пока нет
- Summer Training Report NTPC Badarpur 1Документ35 страницSummer Training Report NTPC Badarpur 1Vaishak NairОценок пока нет
- DNV OS D301 Fire ProtectionДокумент46 страницDNV OS D301 Fire ProtectionRicardo Gavilan BendezuОценок пока нет
- Industrial EngineeringДокумент84 страницыIndustrial EngineeringmuetanianОценок пока нет
- Cooling Tower DesignДокумент11 страницCooling Tower DesignSmrutiОценок пока нет
- Document List DrawingДокумент13 страницDocument List Drawingzat572000Оценок пока нет
- User Manual Ge940Документ48 страницUser Manual Ge940instant energyОценок пока нет
- Bruleur Weishaupt W30Документ24 страницыBruleur Weishaupt W30Exactly01Оценок пока нет
- EhtcДокумент24 страницыEhtcPratip MisraОценок пока нет
- M4 Ship-Board Energy Management - IMO TTT Course Presentation Final1Документ84 страницыM4 Ship-Board Energy Management - IMO TTT Course Presentation Final1Topoleanu Doru FlorinОценок пока нет
- Industrial Safety, Health and Welfare Act 1961Документ18 страницIndustrial Safety, Health and Welfare Act 1961Rooja BajracharyaОценок пока нет
- Fluid Mechanics, Heat Transfer, and Thermodynamics Fall 2001 Design Project Production of Dimethyl EtherДокумент38 страницFluid Mechanics, Heat Transfer, and Thermodynamics Fall 2001 Design Project Production of Dimethyl Ethermoheed100% (1)
- Guidelines For Selection of Air Pollution Control Equipment: Design PracticesДокумент1 страницаGuidelines For Selection of Air Pollution Control Equipment: Design PracticesGCB GCBОценок пока нет
- LAVAVAJILLAS TORNADO REFT50 (230-1N-60) TornadoДокумент2 страницыLAVAVAJILLAS TORNADO REFT50 (230-1N-60) TornadojoseОценок пока нет
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesОт EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesРейтинг: 4.5 из 5 звезд4.5/5 (21)
- Idaho Falls: The Untold Story of America's First Nuclear AccidentОт EverandIdaho Falls: The Untold Story of America's First Nuclear AccidentРейтинг: 4.5 из 5 звезд4.5/5 (21)
- Electric Motor Control: DC, AC, and BLDC MotorsОт EverandElectric Motor Control: DC, AC, and BLDC MotorsРейтинг: 4.5 из 5 звезд4.5/5 (19)
- Handbook on Battery Energy Storage SystemОт EverandHandbook on Battery Energy Storage SystemРейтинг: 4.5 из 5 звезд4.5/5 (2)
- Building Energy Management Systems and Techniques: Principles, Methods, and ModellingОт EverandBuilding Energy Management Systems and Techniques: Principles, Methods, and ModellingОценок пока нет
- Electric Motors and Drives: Fundamentals, Types and ApplicationsОт EverandElectric Motors and Drives: Fundamentals, Types and ApplicationsРейтинг: 4.5 из 5 звезд4.5/5 (12)
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialОт EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialОценок пока нет
- Solar Power Demystified: The Beginners Guide To Solar Power, Energy Independence And Lower BillsОт EverandSolar Power Demystified: The Beginners Guide To Solar Power, Energy Independence And Lower BillsРейтинг: 4.5 из 5 звезд4.5/5 (2)
- Offshore Wind Energy Generation: Control, Protection, and Integration to Electrical SystemsОт EverandOffshore Wind Energy Generation: Control, Protection, and Integration to Electrical SystemsОценок пока нет
- Introduction to Power System ProtectionОт EverandIntroduction to Power System ProtectionРейтинг: 5 из 5 звезд5/5 (1)
- Photovoltaic Solar Energy: From Fundamentals to ApplicationsОт EverandPhotovoltaic Solar Energy: From Fundamentals to ApplicationsОценок пока нет
- Air Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&AОт EverandAir Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&AОценок пока нет
- Heat Transfer Engineering: Fundamentals and TechniquesОт EverandHeat Transfer Engineering: Fundamentals and TechniquesРейтинг: 4 из 5 звезд4/5 (1)
- Shorting the Grid: The Hidden Fragility of Our Electric GridОт EverandShorting the Grid: The Hidden Fragility of Our Electric GridРейтинг: 4.5 из 5 звезд4.5/5 (2)
- Well Control for Completions and InterventionsОт EverandWell Control for Completions and InterventionsРейтинг: 4 из 5 звезд4/5 (10)
- VSC-FACTS-HVDC: Analysis, Modelling and Simulation in Power GridsОт EverandVSC-FACTS-HVDC: Analysis, Modelling and Simulation in Power GridsОценок пока нет
- Asphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsОт EverandAsphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsОценок пока нет
- Pipeline and Energy Plant Piping: Design and TechnologyОт EverandPipeline and Energy Plant Piping: Design and TechnologyРейтинг: 5 из 5 звезд5/5 (2)