Вам также может понравиться
- Process Audit in Cement IndustryДокумент64 страницыProcess Audit in Cement IndustryNITITN ASNANIОценок пока нет
- Questionnaire Cement Plants-01 (1) .8.04Документ9 страницQuestionnaire Cement Plants-01 (1) .8.04Debajit BurhagohainОценок пока нет
- Common Problems in Cement Plant: One Issue From Each SectionДокумент7 страницCommon Problems in Cement Plant: One Issue From Each SectionYhaneОценок пока нет
- Dust - and - Meal Presentation PDFДокумент27 страницDust - and - Meal Presentation PDFawwadОценок пока нет
- Lining Pattern & Bar Chart Line - 3Документ10 страницLining Pattern & Bar Chart Line - 3harikrushnaОценок пока нет
- Alternative Raw Materials and Composite Cement Strategies - Hans-Wilhelm MeyerДокумент10 страницAlternative Raw Materials and Composite Cement Strategies - Hans-Wilhelm Meyernathaniel villanuevaОценок пока нет
- EKO BESTWAY PROJECT - PPSXДокумент22 страницыEKO BESTWAY PROJECT - PPSXJunaid MazharОценок пока нет
- Raw Materials CalculationsДокумент1 страницаRaw Materials CalculationsTamer FathyОценок пока нет
- SOx Emmissions Absortion FLSДокумент14 страницSOx Emmissions Absortion FLSMartha Carolina Gomez MartinezОценок пока нет
- 7 Quality Management and Control of Cement Production - Ó+ Í - + - +ÝËÙ+ÏÍãДокумент88 страниц7 Quality Management and Control of Cement Production - Ó+ Í - + - +ÝËÙ+ÏÍãNova HeriОценок пока нет
- 01 10basicfactsCKenglДокумент52 страницы01 10basicfactsCKenglmahmoud13Оценок пока нет
- Colour Codes, Notes & FAQ: WBCSD Cement Sustainability Initiative CO2 Emissions Inventory Protocol, Version 2.0Документ33 страницыColour Codes, Notes & FAQ: WBCSD Cement Sustainability Initiative CO2 Emissions Inventory Protocol, Version 2.0Rodrigo DíazОценок пока нет
- Heat Balance DataДокумент6 страницHeat Balance DataOuaddani amineОценок пока нет
- PR RFR P10-25 v1-0 How To Ensure Safety Under Refractory RoofsДокумент7 страницPR RFR P10-25 v1-0 How To Ensure Safety Under Refractory RoofsJuan Nacimba NacimbaОценок пока нет
- Volume 3 Burning WorkshopДокумент59 страницVolume 3 Burning WorkshopmkpqОценок пока нет
- Module 2 CSAF SystemДокумент16 страницModule 2 CSAF SystemElwathig BakhietОценок пока нет
- 1-Cement Manufacturing Process and SystemДокумент75 страниц1-Cement Manufacturing Process and Systemmlwbd2069Оценок пока нет
- SUIGA - Heavy Engg - Capability N Experience (Low Res)Документ50 страницSUIGA - Heavy Engg - Capability N Experience (Low Res)Suiga TechnologiesОценок пока нет
- Commissioning Experience at 2 Holcim Plants in Switzerland: Presented At: "1 Burner Day" 18 February 2004Документ17 страницCommissioning Experience at 2 Holcim Plants in Switzerland: Presented At: "1 Burner Day" 18 February 2004mustafОценок пока нет
- QДокумент33 страницыQसागर फुकटОценок пока нет
- Chemistry of BlendingДокумент26 страницChemistry of BlendingSamehibrahemОценок пока нет
- Ball Mills - Guidelines For Sample Amount and Ball ChargeДокумент4 страницыBall Mills - Guidelines For Sample Amount and Ball ChargeAndrejs AndrejsОценок пока нет
- Kiln Inlet Risk AssessmentДокумент2 страницыKiln Inlet Risk AssessmentmunatsiОценок пока нет
- Presentation - Cement - GenДокумент40 страницPresentation - Cement - Genpacoto livingstoneОценок пока нет
- Mombasa: WR 2954 Raw Materials Study and KFUI Improvement PlanДокумент22 страницыMombasa: WR 2954 Raw Materials Study and KFUI Improvement PlanmustafОценок пока нет
- 8-Lecture 8Документ45 страниц8-Lecture 8mustafОценок пока нет
- The Cement Grinding Office: Home About Us Services Mining Area Links and ContactДокумент2 страницыThe Cement Grinding Office: Home About Us Services Mining Area Links and ContactVisnu SankarОценок пока нет
- 04 - Combustion and 10 Golden RulesДокумент30 страниц04 - Combustion and 10 Golden RulesAfqan B-vОценок пока нет
- Hot Meal Burns Guidance 2nd Edition December 2005 PDFДокумент19 страницHot Meal Burns Guidance 2nd Edition December 2005 PDFSuad BushiОценок пока нет
- Cement Technology Cement Manufacturing: C E M E N T A D D I T I V E SДокумент57 страницCement Technology Cement Manufacturing: C E M E N T A D D I T I V E Sshani5573Оценок пока нет
- Determination of Feo Content in ClinkeДокумент17 страницDetermination of Feo Content in Clinkemahendra senОценок пока нет
- Process - Operation - Optimization of The ETA Cooler - MugherДокумент138 страницProcess - Operation - Optimization of The ETA Cooler - Mugherzewdu dechasaОценок пока нет
- Kiln Inlet Section Casting Procedure LafargeДокумент8 страницKiln Inlet Section Casting Procedure LafargeKhaled BOUALIОценок пока нет
- Presentación Claudius Peters-EnfriadorДокумент24 страницыPresentación Claudius Peters-EnfriadoremadsabriОценок пока нет
- Coating RingsДокумент8 страницCoating RingsIrshad HussainОценок пока нет
- A To ZДокумент126 страницA To ZMohamed Osama RagaaОценок пока нет
- By Pass System in The Dry ProcessДокумент34 страницыBy Pass System in The Dry Processfaheemqc100% (1)
- Pyroprocessing: Dr. Ari Diana SusantiДокумент27 страницPyroprocessing: Dr. Ari Diana SusantiTitan Titanovsky KoraagОценок пока нет
- General Presentation: PILLARD, 84 Years of Reliable Service For The World S Cement ProducersДокумент22 страницыGeneral Presentation: PILLARD, 84 Years of Reliable Service For The World S Cement ProducersmustafОценок пока нет
- United States Patent: (45) Date of Patent: Mar - 19, 2019Документ17 страницUnited States Patent: (45) Date of Patent: Mar - 19, 2019Kristína100% (1)
- CoolerДокумент10 страницCoolerbudiОценок пока нет
- Quality and Formulae 4Документ1 страницаQuality and Formulae 4zane truesdaleОценок пока нет
- Pyro System - Control Loops V0.0Документ2 страницыPyro System - Control Loops V0.0Junaid MazharОценок пока нет
- Kiln Zones and Details of Refractory Bricks Installed On These ZonesДокумент3 страницыKiln Zones and Details of Refractory Bricks Installed On These ZonesAbhishekОценок пока нет
- The Air Circuit in A Rotary KilnДокумент20 страницThe Air Circuit in A Rotary KilnZia KhanОценок пока нет
- Department of Chemical EngineeringДокумент19 страницDepartment of Chemical EngineeringPandia RajanОценок пока нет
- PR RFR P06-06 v1-1 How To Ensure Safety For Brick CuttingДокумент6 страницPR RFR P06-06 v1-1 How To Ensure Safety For Brick CuttingJuan Nacimba NacimbaОценок пока нет
- 71 LC3 The Cuban ExperienceДокумент38 страниц71 LC3 The Cuban ExperienceMirza BasitОценок пока нет
- Cpi CoolersДокумент47 страницCpi CoolersRobert BrownОценок пока нет
- Conveying SystemДокумент33 страницыConveying SystemYhaneОценок пока нет
- D1P3-Mill Feed CharacteristicsДокумент23 страницыD1P3-Mill Feed CharacteristicsYhaneОценок пока нет
- Alternative Fuel Requirements SolutionsДокумент3 страницыAlternative Fuel Requirements SolutionsIrfan AhmedОценок пока нет
- KHD Suspension PreheaterДокумент3 страницыKHD Suspension PreheaterTamer FathyОценок пока нет
- Inleaking AirДокумент6 страницInleaking Airirfan100% (2)
- Lecture Cement IndustryДокумент65 страницLecture Cement IndustryUsman AliОценок пока нет
- Cement Mill BehaviourДокумент3 страницыCement Mill Behaviourhmaza shakeelОценок пока нет
- 6.4 BenchmarksДокумент6 страниц6.4 BenchmarksYhaneОценок пока нет
- Pre Calci NerДокумент61 страницаPre Calci NerLe HoangОценок пока нет
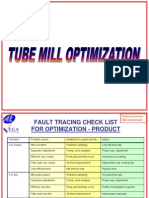
- Tube Mill OptimisationДокумент7 страницTube Mill OptimisationJoko DewotoОценок пока нет
- Iteca ExperienceДокумент40 страницIteca ExperiencetonyОценок пока нет
- TPM ConceptДокумент18 страницTPM ConceptFran JimenezОценок пока нет
- Barriers in TPM Implementation in Industries PDFДокумент6 страницBarriers in TPM Implementation in Industries PDFFran JimenezОценок пока нет
- Operational Excellence Consulting LLC: "We Are What We Repeatedly Do. Excellence, Then, Is Not An Act, But A Habit."Документ45 страницOperational Excellence Consulting LLC: "We Are What We Repeatedly Do. Excellence, Then, Is Not An Act, But A Habit."Fran JimenezОценок пока нет
- The Next Generation of Internal Auditors The Fight For TalentДокумент38 страницThe Next Generation of Internal Auditors The Fight For TalentFran JimenezОценок пока нет
- El Rol Del Planeador de MantenimientoДокумент2 страницыEl Rol Del Planeador de MantenimientoFran JimenezОценок пока нет
- Introduction To TPMДокумент31 страницаIntroduction To TPMFran JimenezОценок пока нет
- 8th Maintenance Forum Presentation FinalДокумент31 страница8th Maintenance Forum Presentation FinalFran JimenezОценок пока нет
- Reliability and Maintenance (RAM) : The Path To World-Class PerformanceДокумент27 страницReliability and Maintenance (RAM) : The Path To World-Class PerformanceFran JimenezОценок пока нет
- Goodman Screw Conveyor PDFДокумент9 страницGoodman Screw Conveyor PDFFran JimenezОценок пока нет
- Lubrication PDFДокумент123 страницыLubrication PDFFran JimenezОценок пока нет
- Cement Grinding OptimizationДокумент9 страницCement Grinding OptimizationFran JimenezОценок пока нет
- SIPOCДокумент7 страницSIPOCFran JimenezОценок пока нет
- Troubleshooting Screw ConveyorДокумент5 страницTroubleshooting Screw ConveyorFran JimenezОценок пока нет
- Basic Project ManagementДокумент17 страницBasic Project ManagementFran JimenezОценок пока нет
- CTQ VocДокумент9 страницCTQ VocFran JimenezОценок пока нет
- Prioritisation Matrix: Weighted Method For Option ReductionДокумент7 страницPrioritisation Matrix: Weighted Method For Option ReductionFran JimenezОценок пока нет
- k219 2005-02 eДокумент12 страницk219 2005-02 eDoru HacaОценок пока нет
- Load and Resistance Factors For Concrete Design: Aci Journal Technical PaperДокумент9 страницLoad and Resistance Factors For Concrete Design: Aci Journal Technical PaperHasanain AlmusawiОценок пока нет
- CCcam - CFG SimpleДокумент3 страницыCCcam - CFG SimpleSadia KanwalОценок пока нет
- Hehh3856 01 (329D)Документ20 страницHehh3856 01 (329D)agegnehutamiratОценок пока нет
- Tartarini TM 7 TQ Ball ValvesДокумент3 страницыTartarini TM 7 TQ Ball ValvesadrianioantomaОценок пока нет
- Tab 6Документ39 страницTab 6Gregory StewartОценок пока нет
- InterimДокумент10 страницInterimMohamed AzferОценок пока нет
- Carte Tehnica Seat Leon 1PДокумент280 страницCarte Tehnica Seat Leon 1PGabriel Cernatoiu100% (2)
- J2EE NotesДокумент118 страницJ2EE Notesapi-3795256100% (1)
- Zimbabwe Engineer ITDG Small Scale Production of Fired Clay BricksДокумент8 страницZimbabwe Engineer ITDG Small Scale Production of Fired Clay BricksdkataleОценок пока нет
- Sony Bravia KDLДокумент36 страницSony Bravia KDLjafarrazaОценок пока нет
- Machine Design I Ch1Документ21 страницаMachine Design I Ch1Nichupan PratheepratОценок пока нет
- Office of The CMD (West Zone) M.P. Paschim Kshetra Vidyut Vitaran Co. LTDДокумент68 страницOffice of The CMD (West Zone) M.P. Paschim Kshetra Vidyut Vitaran Co. LTDUsman HassanОценок пока нет
- Selection and Usage Guide Standard Steel Doors: RecommendedДокумент4 страницыSelection and Usage Guide Standard Steel Doors: RecommendedKelvinatorОценок пока нет
- Crypto Architecture FINAL - TMДокумент50 страницCrypto Architecture FINAL - TMAnthony Maida100% (1)
- Professional Workshop Information SystemДокумент6 страницProfessional Workshop Information Systemsandro ronaldОценок пока нет
- Viva QuestionsДокумент2 страницыViva QuestionsDarwinОценок пока нет
- E1815-01 Film System Classification PDFДокумент6 страницE1815-01 Film System Classification PDFalisyalalaОценок пока нет
- NITECORE Digicharger D2 - User ManualДокумент2 страницыNITECORE Digicharger D2 - User Manualarg2002Оценок пока нет
- Java Mock YcmouДокумент6 страницJava Mock YcmouSiddharth NakasheОценок пока нет
- 582d041blp Jetlan Cat 6 - Futp - 1x4p - Dca & EcaДокумент1 страница582d041blp Jetlan Cat 6 - Futp - 1x4p - Dca & EcaGabriel AngelОценок пока нет
- SDH FundamentalsДокумент15 страницSDH FundamentalsrenattoocarlosОценок пока нет
- Cambridge Lower Secondary Checkpoint Past PapersДокумент10 страницCambridge Lower Secondary Checkpoint Past PapersKarim Abdellatif80% (5)
- Checklist Question Support July 2015Документ37 страницChecklist Question Support July 2015Orbán NorbertОценок пока нет
- Agile LatestДокумент4 страницыAgile Latestgautham kamparaju33% (3)
- Crookwood VU Meter User GuideДокумент9 страницCrookwood VU Meter User GuideMike CymatixОценок пока нет
- Binomial DistributionДокумент14 страницBinomial DistributionbulletproofsouljaОценок пока нет
- Semester 2 Mid Term ExamДокумент23 страницыSemester 2 Mid Term ExamCatalina AchimОценок пока нет
- Air Insulated Indoor SwitchgearДокумент6 страницAir Insulated Indoor SwitchgearvurumuuОценок пока нет