Вам также может понравиться
- Desarrollo de Tecnología Propia en Los Hornos Eléctricos de Arco de Corporación Aceros Arequipa SДокумент9 страницDesarrollo de Tecnología Propia en Los Hornos Eléctricos de Arco de Corporación Aceros Arequipa Sluis palgaОценок пока нет
- Apunte Hornos - Siderurgia PDFДокумент42 страницыApunte Hornos - Siderurgia PDFAdriana CórdobaОценок пока нет
- Alto HornoДокумент28 страницAlto HornoAlfredo Caballero RomeroОценок пока нет
- 10 Alto Horno - Balance de MasaДокумент16 страниц10 Alto Horno - Balance de MasaEduardo Alex Julca OrdoñezОценок пока нет
- Estaño Refineria FunsurДокумент26 страницEstaño Refineria FunsurJorge Noriega CalderonОценок пока нет
- Diagrama de Bloques SIDERДокумент3 страницыDiagrama de Bloques SIDERAnonymous HFmZjTa9SОценок пока нет
- Cinetica Capitulo IV (Todo)Документ162 страницыCinetica Capitulo IV (Todo)VictorОценок пока нет
- Procesos Pirometalurgicos Minas 2016Документ37 страницProcesos Pirometalurgicos Minas 2016Diego CastroОценок пока нет
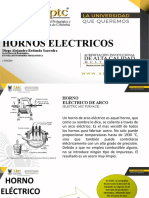
- Horno ElectricoДокумент33 страницыHorno ElectricoPedro RodriguezОценок пока нет
- Examen Parcial de SiderurgiaДокумент5 страницExamen Parcial de SiderurgiaJorge Ayala100% (1)
- Clase 2 - HORNOS PIROMETALURGICOSДокумент6 страницClase 2 - HORNOS PIROMETALURGICOSjairo ali100% (1)
- Siderurgia y Balance TermicoДокумент33 страницыSiderurgia y Balance TermicoJavier FranciscoОценок пока нет
- Introducción A La FundiciónДокумент13 страницIntroducción A La Fundiciónisael sanchez garciaОценок пока нет
- Actividad 2 - Grupo 2Документ30 страницActividad 2 - Grupo 2Luis Enrique Ladino ApazaОценок пока нет
- Control Semana 5Документ7 страницControl Semana 5mario aguileraОценок пока нет
- PIROMETALURGIAДокумент42 страницыPIROMETALURGIAnataliaОценок пока нет
- CT3 Horno Eléctrico de InducciónДокумент6 страницCT3 Horno Eléctrico de InducciónOscar UribeОценок пока нет
- Hornos (Moodle)Документ31 страницаHornos (Moodle)ALVARO LOPEZОценок пока нет
- Alto HornoДокумент42 страницыAlto HornoRaúl BarilesОценок пока нет
- Capitulo 7 - FierroДокумент13 страницCapitulo 7 - FierroAndresОценок пока нет
- Alto Horno FuncionamientoДокумент9 страницAlto Horno FuncionamientogamalielОценок пока нет
- Matificacion AbiДокумент14 страницMatificacion AbiedgarОценок пока нет
- Expopirometaurgia RoqueДокумент19 страницExpopirometaurgia RoqueDiego RoqueОценок пока нет
- Alto HornoДокумент98 страницAlto HornoJulio Ramirez100% (2)
- Unidad 2 - Procesos Pirometalúrgicos de Metales No FerrososДокумент91 страницаUnidad 2 - Procesos Pirometalúrgicos de Metales No Ferrososbastian jorikОценок пока нет
- 3 El CubiloteДокумент41 страница3 El CubiloteDniel Suarez RОценок пока нет
- Oriana Gudiño 14-10447 2do ParcialДокумент8 страницOriana Gudiño 14-10447 2do ParcialOriana Gudiño GaliñoОценок пока нет
- PPT6 Fusion de Concentrados de CobreДокумент34 страницыPPT6 Fusion de Concentrados de CobreAracely Julia Astudillo CasanovaОценок пока нет
- Actividad 2 - Grupo 3 - FINALДокумент16 страницActividad 2 - Grupo 3 - FINALJose Luis Torres De La CruzОценок пока нет
- 4 Pirometalurgia 04 PDFДокумент35 страниц4 Pirometalurgia 04 PDFAndyVilchezMenaОценок пока нет
- S2-Secado y TostaciónДокумент31 страницаS2-Secado y TostaciónDenise FritzОценок пока нет
- Tratamiento de EscoriasДокумент25 страницTratamiento de EscoriasJorge Rios RОценок пока нет
- Equipo 1 Alto HornoДокумент30 страницEquipo 1 Alto HornoAlfredo AguileraОценок пока нет
- Taller Conceptos de Energía, Calor y TemperaturaДокумент10 страницTaller Conceptos de Energía, Calor y TemperaturaLuis ManriqueОценок пока нет
- Tecnologia de Fabricacion AceroДокумент11 страницTecnologia de Fabricacion AceroJanneОценок пока нет
- Horno Electrico 2020aaДокумент98 страницHorno Electrico 2020aasaulОценок пока нет
- FUNDICIONДокумент36 страницFUNDICIONJulio César Borjas CelisОценок пока нет
- Semana 4 (Teoría) - Horno EléctricoДокумент103 страницыSemana 4 (Teoría) - Horno EléctricoPochito Anacleto Grandote PardoОценок пока нет
- Alto HornoДокумент46 страницAlto HornoLuigi PanquevaОценок пока нет
- 03 Termometalurgia Cu 2006Документ104 страницы03 Termometalurgia Cu 2006AngelaCristinaRochaArancibiaОценок пока нет
- 10 - Sem 4 - Balance Materia Energía 2020-BДокумент9 страниц10 - Sem 4 - Balance Materia Energía 2020-BJuve NiflaОценок пока нет
- 4 AH - Diplomado en Procesos SiderurgicosДокумент59 страниц4 AH - Diplomado en Procesos Siderurgicosyeison AndresОценок пока нет
- TMF 1p2 HierroДокумент9 страницTMF 1p2 Hierrojosealejandropaez07Оценок пока нет
- 1er Informe de PirometalurgiaДокумент13 страниц1er Informe de PirometalurgiaJhaquelin Elizabeth Palacin OsorioОценок пока нет
- Clase Fusión de SulfurosДокумент28 страницClase Fusión de SulfurosJONATHAN DANIEL ASENCIO CARREÑOОценок пока нет
- Procesos Siderúrgicos Acería EléctricaДокумент32 страницыProcesos Siderúrgicos Acería EléctricaIsmael Labra TrejoОценок пока нет
- Fundicu-2019Документ79 страницFundicu-2019JazmínARОценок пока нет
- PirometalurgiaДокумент15 страницPirometalurgiaalexander beltranОценок пока нет
- Fundicion MetalДокумент23 страницыFundicion MetalMarcos CamposОценок пока нет
- Tarea Semana-4Документ7 страницTarea Semana-4mario aguileraОценок пока нет
- 6.2.2 Producción de Hierro y Acero: SideritaДокумент7 страниц6.2.2 Producción de Hierro y Acero: SideritaEmanuel MedinaОценок пока нет
- Exposicion Horno Electrico de ArcoДокумент22 страницыExposicion Horno Electrico de ArcoYamile Lopez0% (1)
- Resumen Producción Acero - Sinter y PeletsДокумент3 страницыResumen Producción Acero - Sinter y PeletsElián OviedoОценок пока нет
- 4 Thesis ProjectДокумент26 страниц4 Thesis ProjectduaОценок пока нет
- Uso Del Mechero y Manejo de VidrioДокумент3 страницыUso Del Mechero y Manejo de VidrioSamir Duarte UrrutiaОценок пока нет
- Areche Piromet02Документ5 страницAreche Piromet02bryamОценок пока нет
- Carlos - Bassi - Control 6 Fis.Документ5 страницCarlos - Bassi - Control 6 Fis.vittorioОценок пока нет
- 1.2. Diagrama de Flujo para Producir Hierro EsponjaДокумент5 страниц1.2. Diagrama de Flujo para Producir Hierro EsponjaMaay SC100% (1)
- Tratamiento de EscoriasДокумент7 страницTratamiento de EscoriasJuan Andres Vasquez CarrascoОценок пока нет
- El Mejor Libro de Preparación Para Tu Examen De Licencia De Operador De CalderaОт EverandEl Mejor Libro de Preparación Para Tu Examen De Licencia De Operador De CalderaОценок пока нет
- Definición de Un Plan de Respuesta A Incidentes ResumenДокумент2 страницыDefinición de Un Plan de Respuesta A Incidentes ResumenDehixaОценок пока нет
- 2019-089 Sentencia Accion TutelaДокумент12 страниц2019-089 Sentencia Accion TutelaFabian SanjuanОценок пока нет
- Control PrenatalДокумент11 страницControl PrenatalMaria Ruiz AguileraОценок пока нет
- FT-SST-61 Formato Inspeccion de EppДокумент1 страницаFT-SST-61 Formato Inspeccion de EppLINAОценок пока нет
- Indicadores Basicos de Salud Lab ColectivaДокумент5 страницIndicadores Basicos de Salud Lab ColectivaLenny MotaОценок пока нет
- Mejora de Servicio BrinsaДокумент19 страницMejora de Servicio Brinsafredy ramirezОценок пока нет
- 22-Derecho A Saber Ay. PintorДокумент5 страниц22-Derecho A Saber Ay. PintorLeonardo Reyes CavieresОценок пока нет
- InmunoДокумент660 страницInmunoLeonardo Mendoza PillacaОценок пока нет
- Flujo Sanguineo Muscular Durante El EjercicioДокумент27 страницFlujo Sanguineo Muscular Durante El EjercicioAlexandra CandidoОценок пока нет
- Economia 5Документ4 страницыEconomia 5carolina perezОценок пока нет
- Decide X Plus So Luci On 9787Документ2 страницыDecide X Plus So Luci On 9787pablotherabbitОценок пока нет
- Habitos y Consumo de Las Bebidas RehidratantesДокумент31 страницаHabitos y Consumo de Las Bebidas Rehidratanteshugo chungaОценок пока нет
- Código AzulДокумент19 страницCódigo AzulSantiago Zapata JiménezОценок пока нет
- Casos de Residuos Solidos en El PeruДокумент10 страницCasos de Residuos Solidos en El PeruJakceline Rojas MedinaОценок пока нет
- Actividades Unidad 2 Quimica Organica IiДокумент3 страницыActividades Unidad 2 Quimica Organica IiAmérica Gabriela Fernández GeronОценок пока нет
- Biología II - Manual de SolucionesДокумент55 страницBiología II - Manual de SolucionesAXEL DE LA CRUZ JIMÉNEZОценок пока нет
- 4life Recursos ES Ciencia Flyer Producto RenuvoДокумент2 страницы4life Recursos ES Ciencia Flyer Producto RenuvoBuriticá CarlosОценок пока нет
- Cuestionario - Mentes Diferentes, Aprendizajes DiferentesДокумент3 страницыCuestionario - Mentes Diferentes, Aprendizajes DiferentesA. H. Toledo, L.Psic.Оценок пока нет
- Triptico Sis DigestivoДокумент2 страницыTriptico Sis DigestivoBeatriz HinojosaОценок пока нет
- Iso Pas 45005 2020Документ7 страницIso Pas 45005 2020Marcelo MardonesОценок пока нет
- Taller Evaluación Socioemocional PTTДокумент17 страницTaller Evaluación Socioemocional PTTFernanda LlumiquingaОценок пока нет
- Vasos SanguíneoДокумент5 страницVasos SanguíneoGisela CastroОценок пока нет
- 1 Tarea-LongdeondaДокумент2 страницы1 Tarea-Longdeondabigircus88Оценок пока нет
- Visita Al Molino AmazonasДокумент11 страницVisita Al Molino Amazonasanon_2482762010% (1)
- Preparación de Gallos de PeleaДокумент2 страницыPreparación de Gallos de PeleaAlex Willams HancoОценок пока нет
- Equilibrio Térmico 1Документ4 страницыEquilibrio Térmico 1PrincesitaVongolaОценок пока нет
- Parte 1 Deformación y Rotura en SólidosДокумент52 страницыParte 1 Deformación y Rotura en SólidosFransesco CalabreseОценок пока нет
- 3eroMD3erTrimestreMEEP PDFДокумент40 страниц3eroMD3erTrimestreMEEP PDFErick Hernandez MonjarasОценок пока нет
- Ley General de Los Deportes de El Salvador VIGENTE PDFДокумент46 страницLey General de Los Deportes de El Salvador VIGENTE PDFJuan HectorОценок пока нет
- Infografia Del CerebroДокумент3 страницыInfografia Del CerebroXavier SykesОценок пока нет