Вам также может понравиться
- An Overview On Indications and Chemical Composition of Aromatic Waters (Hydrosols)Документ18 страницAn Overview On Indications and Chemical Composition of Aromatic Waters (Hydrosols)xiuhtlaltzinОценок пока нет
- Hair Cosmetics An OverviewДокумент21 страницаHair Cosmetics An OverviewxiuhtlaltzinОценок пока нет
- Article1380712636 - Manyi-Loh Et Al PDFДокумент9 страницArticle1380712636 - Manyi-Loh Et Al PDFxiuhtlaltzinОценок пока нет
- Lemon Grass (Cymbopogon Citratus) Essential Oil As A Potent Anti-Inflammatory and Antifungal DrugsДокумент10 страницLemon Grass (Cymbopogon Citratus) Essential Oil As A Potent Anti-Inflammatory and Antifungal DrugsxiuhtlaltzinОценок пока нет
- Effects of Almond Milk On Body Measurements and Blood PressureДокумент6 страницEffects of Almond Milk On Body Measurements and Blood PressurexiuhtlaltzinОценок пока нет
- 8 Biological Properties and Uses of Honey A Concise Scientific Review PDFДокумент11 страниц8 Biological Properties and Uses of Honey A Concise Scientific Review PDFxiuhtlaltzinОценок пока нет
- Antioxidant Properties of Tea and Herbal Infusions - A Short ReportДокумент4 страницыAntioxidant Properties of Tea and Herbal Infusions - A Short ReportxiuhtlaltzinОценок пока нет
- Evaluation of Activities of Marigold Extract On Wound Healing of Albino Wister RatДокумент4 страницыEvaluation of Activities of Marigold Extract On Wound Healing of Albino Wister RatxiuhtlaltzinОценок пока нет
- Herb BookДокумент37 страницHerb Booksystermoon100% (1)
- A Review On Melaleuca Alternifolia (Tea Tree) OilДокумент7 страницA Review On Melaleuca Alternifolia (Tea Tree) OilxiuhtlaltzinОценок пока нет
- Detal PasteДокумент8 страницDetal PastePrasanna BabuОценок пока нет
- Essential Oils As Alternatives To Antibiotics in Swine ProductionДокумент11 страницEssential Oils As Alternatives To Antibiotics in Swine ProductionxiuhtlaltzinОценок пока нет
- Chamomile (Matricaria Recutita) May Have Antidepressant Activity in Anxious Depressed Humans - An Exploratory StudyДокумент10 страницChamomile (Matricaria Recutita) May Have Antidepressant Activity in Anxious Depressed Humans - An Exploratory StudyxiuhtlaltzinОценок пока нет
- 1 s2.0 S2225411016300438 MainДокумент5 страниц1 s2.0 S2225411016300438 MainHusni MubarokОценок пока нет
- The Chemotaxonomy of Common Sage (Salvia Officinalis) Based On The Volatile ConstituentsДокумент12 страницThe Chemotaxonomy of Common Sage (Salvia Officinalis) Based On The Volatile ConstituentsxiuhtlaltzinОценок пока нет
- 1 s2.0 S1878535211000232 Main PDFДокумент7 страниц1 s2.0 S1878535211000232 Main PDFxiuhtlaltzinОценок пока нет
- 1 s2.0 S2221169115001033 Main PDFДокумент11 страниц1 s2.0 S2221169115001033 Main PDFxiuhtlaltzinОценок пока нет
- Essential Oil Composition and Antimicrobial Interactions of Understudied Tea Tree SpeciesДокумент8 страницEssential Oil Composition and Antimicrobial Interactions of Understudied Tea Tree SpeciesxiuhtlaltzinОценок пока нет
- Orange Sorting by Applying Pattern Recognition On Colour ImageДокумент7 страницOrange Sorting by Applying Pattern Recognition On Colour ImagexiuhtlaltzinОценок пока нет
- Essential Oils and Herbal Extracts Show Stronger Antimicrobial Activity than Methylparaben in Cosmetic EmulsionДокумент6 страницEssential Oils and Herbal Extracts Show Stronger Antimicrobial Activity than Methylparaben in Cosmetic EmulsionxiuhtlaltzinОценок пока нет
- ChamomileДокумент13 страницChamomileguriakkОценок пока нет
- 1 s2.0 S0254629910001559 Main PDFДокумент9 страниц1 s2.0 S0254629910001559 Main PDFxiuhtlaltzinОценок пока нет
- Antifungal Activity of The Essential Oil From Calendula Officinalis L. (Asteraceae) Growing in BrazilДокумент3 страницыAntifungal Activity of The Essential Oil From Calendula Officinalis L. (Asteraceae) Growing in BrazilxiuhtlaltzinОценок пока нет
- Anticariogenic and Phytochemical Evaluation of Eucalyptus Globules Labill.Документ6 страницAnticariogenic and Phytochemical Evaluation of Eucalyptus Globules Labill.xiuhtlaltzinОценок пока нет
- The Antioxidant Effect of Melissa Officinalis Extract Regarding The Sunflower Oil Used in Food Thermal AplicationsДокумент4 страницыThe Antioxidant Effect of Melissa Officinalis Extract Regarding The Sunflower Oil Used in Food Thermal AplicationsxiuhtlaltzinОценок пока нет
- Ars 2010 3697 PDFДокумент34 страницыArs 2010 3697 PDFxiuhtlaltzinОценок пока нет
- Article1380713061 - Moradkhani Et Al PDFДокумент7 страницArticle1380713061 - Moradkhani Et Al PDFxiuhtlaltzinОценок пока нет
- Effects of Chocolate Intake On Perceived Stress A Controlled Clinical StudyДокумент9 страницEffects of Chocolate Intake On Perceived Stress A Controlled Clinical StudyxiuhtlaltzinОценок пока нет
- Changes of Some Chemical Substances and Antioxidant Capacity of Mandarin Orange Segments During Can ProcessingДокумент7 страницChanges of Some Chemical Substances and Antioxidant Capacity of Mandarin Orange Segments During Can ProcessingxiuhtlaltzinОценок пока нет
- How To Perfect A Chocolate Soufflé and Other Important ProblemsДокумент3 страницыHow To Perfect A Chocolate Soufflé and Other Important ProblemsxiuhtlaltzinОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- AyurvedaДокумент8 страницAyurvedaAnand KumarОценок пока нет
- Harga SR PT. Sarana KaryaДокумент1 страницаHarga SR PT. Sarana KaryaMariaОценок пока нет
- Modified Radical MastectomyДокумент10 страницModified Radical MastectomynekОценок пока нет
- Biomedical Waste ManagementДокумент14 страницBiomedical Waste ManagementdivyeshkpatelОценок пока нет
- Batch and Fed-batch Fermentation Modes ExplainedДокумент26 страницBatch and Fed-batch Fermentation Modes Explainednursadi12Оценок пока нет
- Chocolate Milk Argument Essay SamplesДокумент3 страницыChocolate Milk Argument Essay Samplesapi-349881433100% (4)
- Nasal Polyp Nasa Arsha Management Through Ayurveda A Single Case StudyДокумент4 страницыNasal Polyp Nasa Arsha Management Through Ayurveda A Single Case StudyEditor IJTSRDОценок пока нет
- Days Papers 2001Документ341 страницаDays Papers 2001jorgefeitoza_hotmailОценок пока нет
- First Aid Treatment Burns, Chemical Burns & Electric ShockДокумент24 страницыFirst Aid Treatment Burns, Chemical Burns & Electric ShockAnna MethyldaОценок пока нет
- NOTICE (Revised Syllabi) : (WRITTEN TEST & SYLLABI For The Posts - Advt. No. 01, 02 and 03 of 2016)Документ123 страницыNOTICE (Revised Syllabi) : (WRITTEN TEST & SYLLABI For The Posts - Advt. No. 01, 02 and 03 of 2016)wani ashОценок пока нет
- Effect of Sensorimotor Stimulation On Oropharyngeal DysphagiaДокумент11 страницEffect of Sensorimotor Stimulation On Oropharyngeal Dysphagiasneha duttaОценок пока нет
- DR Miller Cost of Rhinoplasty InfographicДокумент1 страницаDR Miller Cost of Rhinoplasty Infographick8xcqsrxmqОценок пока нет
- Cervicogenic HeadacheДокумент32 страницыCervicogenic HeadacheasasakopОценок пока нет
- DKAДокумент64 страницыDKAAravindhan Gunasekaran PaediatricianОценок пока нет
- Transcatheter EmbolizationДокумент9 страницTranscatheter EmbolizationPatrick SalengaОценок пока нет
- ConcorДокумент40 страницConcorviczОценок пока нет
- Marketing Research MethodologyДокумент3 страницыMarketing Research MethodologyAniket SinghОценок пока нет
- Nursing Test Bank QuestionДокумент97 страницNursing Test Bank QuestionADEDIRAN ABIONAОценок пока нет
- Duke University Nurse Anesthesia Program (Acct #7042) Montgomery, Kelly Barton (Semester 7) Is Logged inДокумент3 страницыDuke University Nurse Anesthesia Program (Acct #7042) Montgomery, Kelly Barton (Semester 7) Is Logged inkellyb11Оценок пока нет
- Patellofemoral Pain After Total Knee Arthroplasty PDFДокумент8 страницPatellofemoral Pain After Total Knee Arthroplasty PDFSergiu PlescaОценок пока нет
- ParacetamolДокумент1 страницаParacetamolcen janber cabrillos100% (1)
- Submaximal Clinical Exercise Tolerance Test (SXTT)Документ12 страницSubmaximal Clinical Exercise Tolerance Test (SXTT)Paul JosephОценок пока нет
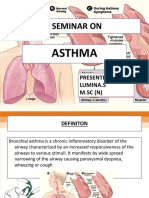
- Seminar On AsthmaДокумент27 страницSeminar On Asthmalumina.s100% (1)
- 290 297Документ12 страниц290 297YASMINDPОценок пока нет
- MYOPIA REDUCTION... A View from the InsideДокумент6 страницMYOPIA REDUCTION... A View from the InsidePierre RodulfoОценок пока нет
- ABG Quiz by GroupДокумент13 страницABG Quiz by Grouplourd nabОценок пока нет
- Abnormal-Uterine-Bleeding Case StudyДокумент57 страницAbnormal-Uterine-Bleeding Case StudyOneForAll :100% (1)
- Constraints PDFДокумент4 страницыConstraints PDFArun Gopal100% (1)
- Resumen Pediatria 2Документ77 страницResumen Pediatria 2Chris Ledezma JorqueraОценок пока нет
- MMPI-2 Validity ScalesДокумент7 страницMMPI-2 Validity ScalesEspíritu Ciudadano50% (2)