Академический Документы
Профессиональный Документы
Культура Документы
Resistencia de Materiales
Загружено:
leonardoАвторское право
Доступные форматы
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
Доступные форматы
Resistencia de Materiales
Загружено:
leonardoАвторское право:
Доступные форматы
J.A.C.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
2 J.A.C.
Con el ensayo de los materiales deben determinarse los valores de resistencia,
verificarse las propiedades y establecerse el comportamiento de aquellos bajo la
accin de las influencias externas.
El factor econmico juega un rol de importancia en el campo de la fabricacin en
general, imponiendo un perfecto conocimiento de los materiales a utilizar, de manera
de seleccionarlos para cada fin y poder hacerlos trabajar en el lmite de sus
posibilidades, cumpliendo con las exigencias de menor peso, mejor calidad y mayor
rendimiento.
En los ensayos fsicos se determinan generalmente la forma y dimensiones de los
cuerpos, su peso especfico y densidad, contenido de humedad, etc., y en los
mecnicos la resistencia, elasticidad y plasticidad, ductilidad, tenacidad y fragilidad,
etc.
El ensayar los materiales es de vital importancia en los proyectos, ya que todos
sabemos que todo proyecto, para ser rentable (competitivo en el mercado) est
delimitado entre dos rectas paralelas entre s. Una representa el costo de los
materiales y la otra la resistencia de estos.
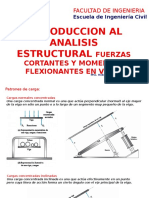
Figura 1:
Conociendo la resistencia de los materiales, podemos lograr un proyecto econmico
en peso y costo, debido a que podemos trabajar con un coeficiente de seguridad ms
bajo. Respetando las normativas de los institutos que hacen las normas de seguridad e
implementan se uso (ISO, ASTM. UNIT; etc.).
El utilizar los materiales correctos, marcan una gran diferencia, no slo en la calidad de
sus productos finales, sino tambin, en los procedimientos de prueba o anlisis de
fallas complejos. Para aclarar reclamos por daos o proteger una futura inversin, los
materiales s importan en ms de una forma. El material correcto generar prestigio
para su firma. Un material incorrecto puede arruinar su reputacin o tal vez mucho
ms que eso.
Las actividades que revisten mayor importancia para los fines de esta introduccin son
las pruebas e inspecciones que normalmente se practican a los materiales y que se
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 3
pueden dividir de diferentes formas. Una de las clasificaciones ms usuales es la
siguiente: Ensayos de caractersticas; Pruebas Destructivas. Ensayos tecnolgicos.
Pruebas No Destructivas.
El objetivo principal de las pruebas destructivas es determinar cuantitativamente el
valor de ciertas propiedades de los materiales, como: Resistencia Mecnica, La
Tenacidad, La Dureza.
La realizacin de las pruebas destructivas involucra el dao del material, la destruccin
de la probeta o la pieza empleada en la determinacin correspondiente, por lo que
podemos concluir que los ensayos destructivos son la aplicacin de mtodos fsicos
directos que alteran de forma permanente las propiedades fsicas, qumicas,
mecnicas o dimensionales de un material, parte o componente sujeto a inspeccin.
Este tipo de pruebas siempre ha sido necesario para comprobar si las caractersticas de
un material cumplen con lo especificado durante el diseo. Debe observarse que estas
pruebas no se pueden aplicar a todas las partes o componentes, ya que seran
destruidos y perderan su utilidad.
Los ensayos destructivos pueden ser de traccin, compresin, pandeo, cortadura,
flexin, torsin, resiliencia. Etc.
Se denomina ensayo no destructivo (tambin llamado END, o en ingls NDT de
a cualquier tipo de prueba practicada a un material que no
altere de forma permanente sus propiedades fsicas, qumicas, mecnicas o
dimensionales.
Los ensayos no destructivos implican un dao imperceptible o nulo. Los diferentes
mtodos de ensayos no destructivos se basan en la aplicacin de fenmenos fsicos
tales como ondas electromagnticas, acsticas, elsticas, emisin de partculas
subatmicas, capilaridad, absorcin y cualquier tipo de prueba que no implique un
dao considerable a la muestra examinada. El objetivo de estos ensayos es detectar
discontinuidades superficiales e internas en materiales, soldaduras, componentes e
partes fabricadas. Estos no ofrecen una gran cantidad de informacin comparados con
los ensayos destructivos, sin embargo tiene la ventaja, como su nombre los dice, de no
destruir lo ensayado, lo que hace que sean ms baratos para el propietario de la pieza.
Su finalidad es verificar la homogeneidad del material encontrando grietas o
microfisuras en la pieza. Los materiales que se pueden inspeccionar son los ms
diversos, entre metlicos y no -metlicos, normalmente utilizados en procesos de
fabricacin, tales como: laminados, fundidos, forjados y otras conformaciones. Todas
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
4 J.A.C.
las soldaduras y uniones presentan fallos, grietas, defectos, discontinuidades, localizar
y determinar el tamao.
Los ensayos son realizados bajo procedimientos escritos, que atienden a los requisitos
de las principales normas o cdigos de fabricacin, tales como el ASME, ASTM, API y el
AWS entre otros. Los inspectores son calificados como Nivel I, II y III por la ASNT
segn los requisitos de la Prctica
Recomendada SNT-TC-1A, CP-189.
La industria moderna ha cimentado su desarrollo en un conjunto de reglas que
determinan las caractersticas que deben cubrir los materiales, los productos, la
maquinaria o los procedimientos.
Dichas reglas implementadas adecuadamente, constituyen los estndares
o normas industriales, cuya aplicacin ha sido factor determinante del desarrollo
cientfico y tecnolgico, solo alcanzado por algunos pases de nuestro planeta.
Las normas establecen con precisin el reconocimiento de calidad, estimulando la
confianza del consumidor, dan prestigio al fabricante, fomentan
la organizacin de estructuras slidas para el incremento de una produccin masiva,
simplificando los procesos y aumentando la eficiencia del trabajo, reducen los costos y
aumentan los beneficios.
En general se dice que una norma (una regla) es la que determina dimensiones,
composicin y dems caractersticas que debe poseer un material producto u objeto
industrial; establecido de comn acuerdo con la autoridad gubernamental competente
y los principales usuarios. La cual se usar como base comparativa durante
un tiempo determinado.
En los Estados Unidos de Amrica se establecieron las bases para el desarrollo
industrial por medio de asociaciones o sociedades, las cuales son agrupaciones
cientficas y tcnicas de profesionales. Cientficos expertos que a travs de comits
o grupos de trabajo desarrollan las normas, teniendo por objetivo suministrar los
conocimientos, experiencias y habilidades de sus miembros relativas a los materiales,
productos, componentes, sistemas, servicios y mltiples actividades, de tal manera
que resulten efectivamente tiles a la industria, gobierno, instituciones educativas,
profesionales y pblico en general, a travs de acciones cooperativas y especializadas.
A continuacin mencionaremos algunas:
Instituto Americano del Hierro y
el Acero.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 5
Sociedad Americana
de Ingenieros Mecnicos.
Sociedad Americana
para prueba de Materiales.
Sociedad Americana de soldadura.
Sociedad Americana de Ingenieros.
Asociacin Nacional de
Fabricantes de Aparatos Elctricos.
) Instituto Nacional
Americano de Estndares.
Debido a la necesidad de producir materiales, equipos de la mejor calidad que sean
competitivos mundialmente. Cada pas cuenta con un departamento Gubernamental
de Normalizacin como ejemplos tenemos:
D.G.N.- Direccin General de Normas.
A.N.S.I.- Instituto Nacional Americano de Estndares.
D.I.N.- Normas Industriales de Alemania.
A.B.N.T.-Asociacin Brasilea de Normas Tcnicas.
N.C.- Direccin de Normas y Metrologa.
B.S.- Instituto Britnico de Estndares.
E.N.- Comit Europeo de Normalizacin.
MEXICO EE.UU. ALEMANIA BRASIL CUBA INGLATERRA EUROPA
A nivel mundial tenemos varias Organizaciones y/o Comisiones, como:
I.S.O.- Organizacin Internacional de Estandarizacin
IEC.- Comisin Electrotcnica Internacional
CEE.- Comunidad Econmica Europea
COPANT.-Comisin Panamericana de Normas Tcnicas
UNIT - Instituto Uruguayo de Normas Tcnicas
CODEX.- Comisin de Alimenticios
Mxico por medio de la D.G.N., es miembro de la ISO., de la COPANT y de la CODEX
1.2.2.- N. O. M. (Norma Oficial Mexicana).
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
6 J.A.C.
La DGN de la secretara de Industria y Comercio de Mxico, emite las normas y
recomendaciones para los fabricantes y usuarios; adems cualquier fabricante de
algn producto puede conseguir un nmero NOM, con el cual se indica que el material
o producto cubre una serie de normas. El ostentar el nmero NOM incrementa la
confiabilidad del usuario al adquirir dicho producto.
En Ingeniera especialmente en Mecnica se pueden utilizar las normas NMX (Norma
Mexicana). Todas las normas contienen las siglas iniciales seguida de un guin con una
letra mayscula, seguida de un guin y un nmero progresivo continuo, con un guin y
el ao en que se emite, y/o actualiza.
1. Norma industrial.
2. Norma de proceso.
3. Norma de material.
4. Norma de calidad.
5. Norma de seguridad.
6. Norma de dibujo, etc.
De gran inters e importancia para quienes efectan ensayos o inspeccin de
materiales; la ASTM desempea doble funcin.
a) Normalizacin de las especificaciones y los mtodos de prueba o ensayo de los
materiales, los cuales se realizan por comits permanentes.
b) Mejoramiento de los materiales de Ingeniera, la cual se logra a travs
de investigaciones de comits y miembros individuales, los resultados obtenidos se
hacen pblicos en la revista de la asociacin.
1.2.4.- I. S. O. (Organizacin Internacional de Estndares).
La DGN pertenece a esta organizacin y toda la documentacin que emite ISO puede
ser adaptada por el pas. En Mxico la DGN adapto las normas ISO 9000 y les puso el
distintivo NMX -CC - nmero progresivo - ao de emisin y las siglas IMNC.
Objetivo.
Son aquellos que sirven para determinar las propiedades y caractersticas de un
material sometidos en algunos casos hasta su ultima resistencia.
Estos ensayos se dividen en dos grupos:
Ensayos Estticos y Dinmicos.
Estos son:
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 7
Dureza.
Traccin.
Compresin
Flexin.
Torsin.
Los ensayos dinmicos se caracterizan por tener un movimiento para desarrollar la
prueba o ensayo, los cuales son:
Dureza.
Impacto
Fatiga.
Dureza.
Principios:
Cualidad de la materia que tiene que ver con la solidez y firmeza del material.
Definicin:
Es la propiedad que tienen los materiales de resistirse a ser rayados o penetrados.
Esta propiedad no constituye una caracterstica especfica de los materiales sino que
est ntimamente ligada con las propiedades elsticas y plsticas.
Objetivo.
Ensayo para determinar una caracterstica del material por medio de una muestra.
Equipos y materiales de prueba.
Durmetros.
Existe gran variedad en lo que respecta a durmetros porque los hay para probar
polmeros, cermicos, metales y materiales compuestos.
El Durmetro tipo A-2 se usa para probar hule y plsticos suaves. El tipo D para probar
hules y plsticos duros.
Estos durmetros difieren principalmente por el punto de penetracin, la magnitud de
la carga aplicada al penetrador por medio de un resorte calibrado.
El durmetro tipo D tiene el penetrador ms agudo y ms fuertemente cargado, el
resorte que acciona la penetracin de la punta.
La dureza obtenida con estos durmetros es una medida de la profundidad de
penetracin; La cual vara desde 100 para una penetracin 0 dependiendo de la
profundidad de penetracin la dureza se indicar automticamente en la escala de la
cartula; La mxima penetracin es de 100 milsimas.
Existen durmetros para Brinell, Rockwell, Vickers, y Shore.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
8 J.A.C.
El ensayo de dureza se puede aplicar en la maquina universal de 5 toneladas, as
mismo se pueden efectuar el de tensin, compresin, corte y embutido, instalando los
dispositivos adecuados para cada ensayo.
Dispositivos de medicin.
Para el ensayo de Brinell se usa el microscopio porttil de 20x, con una legibilidad de
0.01mm., para medir el dimetro de la huella que deja el penetrador sobre la
superficie de la probeta.
Materiales de prueba.
El ensayo se puede aplicar a materiales ferrosos, no ferrosos, aleaciones por ejemplo:
Tabla 1:
* Hierro maleable. * Zinc.
* Aceros. * Bronce fosforado.
* Aluminio. * Cobre al berilio.
* Cobre. * Plomo, etc.
El espesor de la probeta debe cumplir lo especificado en la norma que es: en la
superficie opuesta al ensayo no deben aparecer huellas u otras marcas, por lo tanto es
espesor debe ser cuando menos 10 veces la profundidad de la huella. La distancia del
centro de la huella a la orilla de la probeta debe ser cuando menos 3 veces el dimetro
de la misma. Las caras de la probeta deben ser paralelas. Una de las caras de la
probeta debe de estar pulida con un material de tipo fino, con el fin de evitar malos
ensayos por impurezas.
La prueba debe ser realizada a un mnimo de tres veces el dimetro de la huella
de separacin de cada lado de la probeta.
La probeta deber tener un ancho mnimo de 10 veces la profundidad de la
huella (figura 2).
La separacin entre las huellas de diferentes ensayos deber ser de un mnimo
de dos veces el dimetro de la huella.
La probeta que usaremos son de las dimensiones siguientes 50 x 50 x 10 mm.
Procedimientos y mtodos de prueba.
El ensayo de dureza comnmente se aplica a metales y a cualquier otro tipo de
material por lo tanto se clasifican en tres grupos:
Burdo
Rebote.
Penetracin.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 9
Burdo.
Este mtodo se subdivide en rayado, esmerilado, corte, limado y acstico. El ensayo de
dureza tipo rayado.
Es para determinar la resistencia que opone un material usando diferentes minerales o
polvos; este mtodo tambin se conoce como rasguo de la escala de MOHS
establecido en 1882. La escala mineralgica est formada por 10 materiales que van
del ms suave al ms duro, los minerales ocupados fueron numerados en la forma
siguiente:
1. Talco laminar.
2. Yeso cristalizado.
3. Calcio.
4. Fluorita (Espato flor).
5. Apatita.
6. Feldespato.
7. Cuarzo.
8. Topacio.
9. Corindn (Zafiro).
10. Diamante.
Figura 2: Escala mineralgica.
Yeso. Talco. Calcita. Fluorita. Apatito.
Feldespato. Cuarzo. Topacio. Corindn. Diamante.
Mtodo de esmerilado (Ensayo de chispa).
La prueba de la chispa producida por una muela, usando materiales ferrosos (aceros y
fundiciones) el cual consiste en tomar una muestra del material que se requiere
conocer su dureza, pasndolo sobre la piedra de esmeril o contra la piedra de esmeril,
la chispa puede ser de diferente coloracin, intensidad y forma; en funcin de la
dureza ser la cantidad del material arrancado.
En este proceso impera la experiencia de la persona que lo efecta, en algunos casos
se tienen contratipos de materiales ya analizados que sirven de referencia.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
10 J.A.C.
Mtodo de corte
Si sometemos un material a un esfuerzo de corte, este opondr una resistencia que
depender de la dureza de dicho material. Entre ms duro mayor resistencia opondr
(no olvide que el espesor del material tambin influye).
Mtodo acstico.
Por medio del sonido se puede comprobar la dureza de un material. Entre ms elevado
o ms agudo es el sonido del material al golpearlo con otro, ser mayor la dureza de
dicho material.
Ensayo de dureza dinmico.
Los primeros ensayos de dureza dinmica fueron los de , el experimento con
un penetrador piramidal en 1881. Investigaciones posteriores se llevaron a cabo
utilizando un pequeo martillo con extremo esfrico comprobando los ensayos de
.
El escleroscopio de SHORE probablemente el dispositivo ms utilizado de tipo
dinmico, en el cual el rebote del baln determina la dureza del material.
Dureza de penetracin. (Ensayos estticos de dureza por ).
Es el ms empleado en la industria actualmente y se basa en la medicin de una huella
que produce un penetrador al incidir sobre la superficie de un material bajo una carga
determinada. Estos ensayos son .
Macro dureza.
Los ensayos considerados son Brinell y Rockwell debido al tamao de la huella que se
produce al incidir el material con el penetrador.
Brinell.
Este mtodo fue creado por el ingeniero Juan Augusto Brinell en 1900.
Consiste fundamentalmente en oprimir una esfera de acero endurecido contra una
probeta manteniendo la carga durante un tiempo determinado, de acuerdo con la
norma Mexicana: NMX - B - 116- 1996 SCFI.-Industria siderrgica.
Determinacin de la dureza Brinell en materiales metlicos. Mtodos de prueba.
(ASTM E 140 - 1988).
La norma nos indica que para una prueba estndar, se debe de usar una esfera de 10
mm de dimetro, con una carga de 3000 Kg para metales duros y un tiempo de
aplicacin de 10 a 15 segundos.
As mismo la norma considera otros materiales regulando aplicar 1500 kg para metales
de dureza intermedia y 500 kg. Para metales suaves.
Los rangos de dureza para cargas que indica la norma son:
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 11
Tabla 2: rangos de dureza recomendados segn normas.
Dimetro de la esfera (mm) Carga (kgf) Rango Recomendado (DB)
10 3000 96-600
10 1500 48-300
10 500 16-100
La carga "P" nunca debe exceder a 3000 kg. Esta se usar para materiales duros
(Acero): la de 1 500 kg. Para materiales de dureza intermedia (cobre): la de 500 Kg.
para materiales suaves (magnesio).
La norma nos indica hacer cinco ensayos distribuidos al azar y en el punto 3.2.2. Indica
que la prueba de Brinell no se recomienda para materiales que tengan una dureza
mayor a 630 DB. Adems contiene tablas con tres columnas que indican 3000, 1500 y
500 Kgf y por rengln indican de 2.00 mm a 6.99 mm el dimetro de la huella (estos
nmeros del dimetro van incrementndose cada centsima de milmetro por lo tanto
se tienen cubiertos todos los nmeros de dureza.
Tiempos recomendados en ESIME para ensayos en diferentes materiales:
A).- Materiales Duros (acero y hierro) de 10 a 15 segundos como mnimo. 3000 kg. B).-
Materiales Semiduros (metales no ferrosos) de 30 a 45 segundos. 1500 kg. Cobre,
Bronce. C).- Materiales Suaves (magnesio y aluminio) de 120 a 180 segundos. 500kg.
El penetrador es de (Carburo de tungsteno) en tres dimetros 10, 5, 2.5 mm.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
12 J.A.C.
En el ao 1678 Hooke descubri una ley que tiene su nombre.
Figura 3: Representacin de la Ley de Hooke trabajando a traccin.
Ley de Hooke.
El alargamiento l de una barra de longitud l de seccin recta A de modulo de
elasticidad E, bajo la accin de una fuerza F, es directamente proporcional a la fuerza F
y longitud l e inversamente proporcional a su seccin recta A y modulo de elasticidad
E.
Hiptesis:
a) La seccin A no vara, que se estira en sentido longitudinal o sea que sigue la
direccin del eje del material y que la ley de Hooke vara solo en el centro y no
donde lo agarran las mordazas.
b) Que todos los materiales son macizos.
c) Que tambin son homogneos en todos los puntos.
d) Todos trabaja igual a la traccin y a la compresin.
Es el alargamiento por ciento que tiene la barra estudiada a traccin.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 13
Se entiende que una pieza est sometida a un esfuerzo de traccin, cuando las fuerzas
que actan sobre ella lo hacen en sentido de su eje longitudinal y adems tiende a
alargarla. Supongamos una pieza cilndrica con una seccin de valor A cm2 a la que
aplicamos una fuerza da F kilogramos, se denomina tensin de traccin (se representa
con la letra s = sigma del alfabeto griego) o simplemente tensin a la relacin de la
fuerza de traccin aplicada a la pieza y la seccin de sta.
Su expresin matemtica es:
Tambin se puede expresar:
Se llama as a la relacin entre la carga lmite que puede soportar un elemento y la
carga mxima admisible.
El coeficiente de seguridad permite a los proyectistas resguardar los elementos
proyectados de eventuales roturas, debidas a imprecisiones del clculo de las
solicitaciones, por la inevitable discrepancia existente entre las estructuras reales y las
esquematizadas para facilitar los clculos, as como por eventuales defectos de los
materiales, etc. Cuanto ms se aproxime la esquematizacin a la realidad (es decir,
ms cuidadosa sea la determinacin de las solicitaciones), ms se podr reducir el
valor del coeficiente de seguridad. Generalmente se adoptan valores comprendidos
entre 1,2 y 1,6; sin embargo, existen casos en los cuales los coeficientes de seguridad
se establecen por las normas, por ejemplo, en los rganos de la direccin y en las
llantas de las ruedas. La carga lmite depende del material y se conoce por las pruebas
de laboratorio (de traccin o de compresin). Se adopta como carga lmite la carga de
deformacin o fluencia en las construcciones mecnicas, y la carga de rotura en las
construcciones civiles. Cuando se proyecta un elemento, deben calcularse sus
dimensiones de modo que la carga mxima prevista sea inferior a la mxima admisible,
determinando la relacin entre la carga lmite y el coeficiente de seguridad
previamente adoptado.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
14 J.A.C.
Ejemplos de valores y criterios de uso.
En el diseo de aparatos a presin, en la norma en el clculo de
espesores de chapas de aparatos a presin, se aplica un coeficiente de seguridad de
1,50 para presiones de diseo, y un coeficiente de seguridad de 1,10 para presiones de
prueba. La tensin que toma la mencionada norma para los clculos es la tensin de
fluencia del material a la temperatura de trabajo. En este caso usamos el mtodo 2, o
sea, reducir la tensin a utilizar en los clculos.
La norma ASME tiene publicadas tablas de las distintas tensiones admisibles para
diseo en el ASME II, las que ya incorporan el coeficiente de seguridad, en este caso
disminuyendo la tensin a utilizar en los clculos. Como aproximacin rpida se puede
tomar un coeficiente de 4 dividiendo a la tensin de rotura del material.
En el caso del dimensionamiento de la pared de una tubera se suele aplicar, entre
otros, un coeficiente de seguridad por corrosin del orden de 1,2. Al resultado del
clculo del espesor se lo multiplica por 1,2, obtenindose un espesor mayor. En este
caso utilizamos el mtodo 1.
Ejemplo numrico:
Supongamos el caso de un ascensor, en el que se indique como carga de uso una carga
mxima de 320 kg 4 personas y que est diseado con un factor de seguridad de 1,5.
Este ltimo ser desconocido por el usuario por razones de seguridad.
Normalmente se evitar cargar el equipo con ms de 4 personas. En el hipottico caso
de que se monten 5 personas de 80 kg cada una, el ascensor estara cargado con 400
kg. Pero como el coeficiente de seguridad es 1,5, realmente el ascensor aguantar
perfectamente esa carga, de hecho aguantar 480 kg, por lo que le sobraran 80 kg.
Si continuamos el razonamiento con 6 personas la carga sera igual a la terica: 480 kg.
En este caso no podemos afirmar con certeza si el equipo soportar la carga. Es posible
que la mxima carga real sea menor a la mxima carga calculada, en cuyo caso fallar.
Tambin es posible lo contrario, y en ese caso no habr problemas.
En este caso el coeficiente se ha aplicado sobre la carga mxima de rotura del
dispositivo (mtodo 2). Si el ascensor se cargase con 480 kg, que es su carga mxima
calculada, los cables se romperan o estaran muy prximos a romperse. Al aplicar el
coeficiente de seguridad dividiendo 480 por 1,5, obtenemos los 320 kg que son la
carga de uso o de diseo.
La expresin matemtica es:
Sigma admisible o tensin admisible a la traccin.
Sigma de trabajo o tensin de trabajo a la traccin.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 15
El modulo de elasticidad longitudinal (E) o mdulo de Young es un parmetro que
caracteriza el comportamiento de un material elstico, segn la direccin en la que se
aplica una fuerza. Este comportamiento fue observado y estudiado por el cientfico
ingls Thomas Young.
Para un material elstico lineal e istropo, el mdulo de Young tiene el mismo valor
para una traccin que para una compresin, siendo una constante independiente del
esfuerzo siempre que no exceda de un valor mximo denominado lmite elstico, y es
siempre mayor que cero: si se aplica traccin a una barra, aumenta de longitud.
Tanto el mdulo de Young como el lmite elstico son distintos para los diversos
materiales. El mdulo de elasticidad es una constante elstica que, al igual que el
lmite elstico, puede encontrarse empricamente mediante ensayo de traccin del
material. Adems de este mdulo de elasticidad longitudinal, puede definirse
el mdulo de elasticidad transversal de un material.
Se realiza sobre probetas generalmente cilndricas, que sujetas por sus extremos
mediante mordazas, en mquinas especiales de ensayo homologadas, son sometidas a
un proceso de traccin pura, hasta rotura. Se miden, de manera continua y simultnea
las fuerzas de traccin y los alargamientos producidos.
Los detalles del ensayo se encuentran explicitados en las Norma espaolas UNE 7117 y
siguientes (especialmente las UNE 7474-3 y UNE 7474-5).
Representando en un diagrama cartesiano los resultados de un ensayo de traccin
sobre una probeta de un acero corrientemente usado en la construccin, se obtiene el
diagrama esquematizado en la figura. En ordenadas se representan las tensiones () o
cociente entre la fuerza aplicada P y la seccin inicial de la probeta; en abscisas, los
alargamientos unitarios (), o cociente entre el alargamiento total y la longitud inicial.
Figura 4: Diagrama esquematizado de traccin.
Punto A: Fin del periodo elstico, limite de proporcionalidad, limite de elasticidad o
fatiga. .
Punto B: Punto de Fluencia. .
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
16 J.A.C.
Punto R: Fatiga de Rotura. .
Punto F: Rotura fsica.
El diagrama que vimos es de un material elstico (representativo de lo que le sucede al
acero sin templar de bajo contenido de carbono). En los materiales frgiles con menos
elasticidad, el diagrama llega hasta el punto A, donde se produce la rotura fsica (esto
es tpico de los aceros templados o de alto contenido de carbono).
La grafica se determina en una mquina de ensayos. Las mquinas de ensayo estn
provistas de un sistema de representacin de grficos, de modo que dibujan una lnea
caracterstica de la rotura de la probeta. En el eje de las abscisas (eje de las x) se
representan los alargamientos (l, delta ele) que experimenta la probeta, mientras
que en el eje de las ordenadas (eje de las y) estn las tensiones (sr sigma de rotura
que es la fuerza/seccin) que suministra la mquina.
Figura 5: Comparacin de diagramas esfuerzo- deformacin Sometidos a traccin.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 17
Cuando una pieza est sometida a la accin de una fuerza, se deforma, por pequea
que sea esta fuerza. Una probeta o pieza de ensayo sometida a un esfuerzo de
creciente experimentara una deformacin creciente. Haciendo referencia a la grafica
anterior recordemos algunas de las caractersticas de las curvas esfuerzo deformacin
por deformacin (traccin o de compresin) entendemos la deformacin unitarias, o
sea por unidad de longitud de medicin, cm por cm (o pulgada por pulgada). Es, pues,
un aumento (o disminucin) porcentual de la longitud. Si la deformaciones 0,004 cm (o
bien 0,004 pulgada en una longitud de 2 pulgadas), la deformacin unitaria es 0,002
cm/cm, o 0,002 pulgada/pulgada, o sea 0,2%.
El esfuerzo mximo o resistencia o carga de rotura a la traccin, que corresponde
al punto ms alto de la curva esfuerzo-deformacin (figura 5) es la carga mxima
dividida por el rea original antes de producirse la deformacin. El esfuerzo a que una
barra de acero con contenido medio o bajo de carbono experimenta un acusado
alargamiento, sin aumento correspondiente de la carga, se llama
(figura 5).
Los aceros con contenido ms alto de carbono no tienen generalmente punto de
fluencia caracterstico. Para ello se define una resistencia de fluencia, que es el
esfuerzo correspondiente a una deformacin permanente especificada desde la parte
recta en la curva deformacin-esfuerzo.
La resistencia de fluencia se determina trazando una recta inclinada (grafico siguiente)
a partir de una cierta deformacin permanente A y paralela a la parte recta de la
curva , marcando donde corta a la curva esfuerzo-deformacin, o sea punto B. La
ordenada de B es la resistencia de fluencia (emplearemos el smbolo , tanto si el
material tiene punto de fluencia caracterstico, como si no lo tiene). La magnitud de la
deformacin permanente suele ser 0,2 % (0,002 cm/cm, o bien pulgada/pulgada, de
deformacin) para el acero, aluminio y aleaciones de magnesio. Algunas veces la
resistencia de fluencia se especifica para una extensin total (deformacin o
alargamiento, figura 6), por ejemplo, una deformacin de traccin de 0,5 %
usualmente para aleaciones a base de cobre (ver tabla AT 3).
El lmite elstico es el mximo esfuerzo a que puede ser sometida una probeta o
muestra de ensayo normalizado, sin que se deforme de forma permanente. La probeta
recupera su longitud original si es sometida a un esfuerzo inferior al lmite elstico. El
lmite de proporcionalidad en las aplicaciones prcticas de ingeniera coincide con el
lmite elstico, pero se define con precisin como el esfuerzo en el cual la grafica
esfuerzo-deformacin se desva con respecto a la lnea recta. Est indicada
aproximadamente por el punto P en la siguiente figura, recodemos que en algunos
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
18 J.A.C.
materiales, por ejemplo, en la fundicin de hierro figura anterior, la curva de esfuerzo-
deformacin no tiene parte recta alguna, o si la tiene es muy pequea.
Por debajo de la lnea de proporcionalidad, el esfuerzo es proporcional a la
deformacin y la constante de proporcionalidad en traccin se llama mdulo de
elasticidad E.
Figura 6: Porcentaje de alargamiento en 2 pulgadas (50,8 mm).
Ejercicio 1:
Dos barras una de acero y otra de cobre, de 25mm de dimetro estn sometidas a
esfuerzos de traccin de 15 toneladas cada una, analizar si se rompen.
Solucin
En primer lugar se calculara la seccin y a continuacin la tensin a la que est
sometido el materia. Finalmente se comparar el resultado obtenido con las
respectivas tensiones de rotura del acero y el cobre.
El rea de las barras es:
La tensin a la que estn sometidas las barras ser:
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 19
En la tabla 6 se pueden ver las tensiones para el acero es de 4.500 kg / cm 2 y la del
cobre es de 2.500 kg / cm2. Comparando estas tensiones con las obtenida
anteriormente, podemos deducir que la barra de cobre se rompe y la de acero no.
Respuesta: la barra de cobre se rompe.
Ejercicio 2:
De una barra de duraluminio de seccin cuadrada, se suspende un peso de 10
toneladas. Aplicando un coeficiente de seguridad k = 2, calcular la medida mnima del
lado de la seccin.
Solucin
La tensin de rotura del duraluminio, segn la tabla 6, es de 4.000 kg / cm 2.
Calculamos la tensin admisible (sa).
Respuesta: el lado mnimo de la barra cuadrada de duraluminio es de 2,23 cm.
Ejercicio 3:
Una barra prismtica de acero de 60 cm de longitud, se alarga l = 6,6 mm en su
longitud inicial, bajo una fuerza de extensin. Cul es el valor de la fuerza aplicada, si
el volumen de la barra es de 16 cm3 y el modulo de elasticidad del acero es E = 2 X 106
kg/cm2?
Solucin
Calculamos el rea de la barra:
Calculamos la fuerza:
Respuesta: la fuerza aplicada es de 532 kg.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
20 J.A.C.
Ejercicio 4:
Un trozo de alambre de acero de 30 cm de longitud y una seccin de 0,25 cm 2, es
sometido a una fuerza de 500 kg y se alarga 2,5 mm. Calcular el modulo de
elasticidad?
Solucin
Respuesta: el modulo de elasticidad es 24.000 kg/cm2.
Ejercicio 5:
Una barra de acero dulce, de seccin
rectangular se alarga 6 mm bajo una
carga de 6 toneladas y su longitud es de
14 metros. Determinar el valor de X, de
la tensin admisible, coeficiente de
seguridad con el cual se est trabajando
si la tensin de rotura de acero dulce es
3.500 kg/cm2y el modulo de elasticidad
es de 2 x 106 kg/cm2.
Solucin
Respuesta:
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 21
Ejercicio 6:
Una barra en las condiciones y dimensiones
indicadas en el dibujo, tiene un modulo resistente de E
= 2 x 106 kg/cm2, se carga con una fuerza para un
alargamiento igual o mayor 2 mm.
Solucin
Respuesta: La fuerza debe de ser de 8.144 kg.
Qu es una prensa universal y por qu se llama as?
Es una maquina semejante a una prensa, con facultades para someter materiales a
ensayos de traccin y compresin para medir sus propiedades. La presin se logra
mediante placas o mandbulas accionadas por tornillos o sistema hidrulico. La
mquina de ensayos universales tiene como funcin comprobar la resistencia de
diversos tipos de materiales. Para esto posee un sistema que aplica cargas controladas
sobre una probeta (modelo de dimensiones preestablecidas) y mide en forma de
grfica la deformacin, y la carga al momento de su ruptura.
Se llama as, porque posee las especificaciones de carga universales, o sea que posee
las medidas exactas de peso en kg.
Qu tipos de ensayos se pueden hacer?
La palabra ensayos significa que son pruebas, en el mbito de laboratorio, para llegar a
unas conclusiones. Se usan probetas a escala, que conservan las propiedades
completas del material que deseamos probar.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
22 J.A.C.
Entre los tipos de ensayo se encuentran los siguientes:
Traccin, compresin, cizalladura, flexin, pelado, desgarramiento, cclico y ductilidad
a la flexin.
Y algunas propiedades que son evaluadas son:
Elasticidad.
Dureza.
.
Resiliencia.
Existen varios modelos, entre ellos tenemos:
De una sola columna.
Doble columna.
De suelo.
Serie .
.
Figura 7: Prensa universal.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 23
Figura 8: Prensas universal.
Figura 9: Montaje de quijadas (mordazas) en la prensa. Prensa.
Figura 10: esquema de una mquina universal de ensayos.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
24 J.A.C.
Figura 11: Ensayo de traccin.
Figura 12: probeta con extensmetro. Usado para medir loa alargamientos.
Objetivos:
El objetivo del ensayo de traccin es determinar aspectos importantes de la resistencia
y alargamiento de materiales, que pueden servir para el control de calidad, las
especificaciones de los materiales y el clculo de piezas sometidas a esfuerzos.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 25
Introduccin.
Uno de los ensayos mecnicos tensin-deformacin ms comn es el realizado a
traccin. El ensayo de traccin puede ser utilizado para determinar varias propiedades
de los materiales.
Normalmente se deforma una probeta hasta rotura, con una carga de traccin que
aumenta gradualmente y que es aplicada un-axialmente a lo largo del eje de la
probeta.
Los ensayos de traccin se realizan en materiales metlicos (aluminio y probeta de
acero).
Existen diferentes normas para realizar el ensayo de traccin, DIN 53455, ISO/DP 527,
ASTM 638.
Las probetas de ensayo para materiales metlicos se obtienen, generalmente por
mecanizado de una muestra del producto objeto de ensayo, o de una muestra
moldeada. En el caso de tratarse de productos que tengan una seccin constante
(perfiles, barras, etc.) o de barras obtenidas por moldeo, se pueden utilizar como
probetas las muestras sin mecanizar. La seccin de la probeta puede ser circular,
cuadrada o rectangular.
Generalmente las probetas de ensayo para materiales no metlicos se pueden
preparar por prensado, por inyeccin o bien por arranque de viruta mediante corte de
planchas. En general hay tres tipos de probeta:
Las probetas se conformarn de acuerdo a las dimensiones de la figura 12. El tipo de
muestra
M-I es la muestra preferida y se usar cuando haya material suficiente tendiendo un
espesor de 10 mm o menor.
El tipo de probeta M-III se emplear cuando el material sometido al ensayo presente
un espesor de 4 mm o menor y el tipo de probeta M-II se usar cuando sean
requeridas comparaciones directas entre materiales con diferente rigidez (no rgida y
semi-rgida).
Se emplea el tipo de probeta M-II con espesores de 4 mm o menores. El tipo de
probeta M-I debe ser empleado para todos los materiales con espesores
comprendidos entre 4 y 10 mm.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
26 J.A.C.
Figura 13: Tipos de probetas empleados en los ensayos de traccin en plsticos.
Las probetas para materiales compuestos reforzadas sern del tipo M-I. En todos los
casos el espesor mximo de las probetas ser de 10 mm. Las probetas que se van a
ensayar deben presentar superficies libres de defectos visibles, araazos o
imperfecciones. Las marcas correspondientes a las operaciones del mecanizado de la
probeta sern cuidadosamente eliminadas con una lima fina o un abrasivo y las
superficies limadas sern suavizados con papel abrasivo. El acabado final se har en
una direccin paralela al eje largo de la probeta.
Si es necesario hacer marcas para las mordazas, stas se harn con pinturas de cera o
tinta china, las cuales no afectan al material. Nunca se harn araazos o marcas con
punzones. Cuando se sospeche de la presencia de anisotropa en las propiedades
mecnicas, se harn probetas con idnticas dimensiones teniendo sus ejes largos
paralelos y perpendiculares a la direccin sospechada de anisotropa.
Figura 12: Probeta sacada de una plancha.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 27
Procedimiento.
El ensayo consiste en deformar una probeta por estiramiento un-axial y registrar dicha
deformacin frente a la tensin aplicada. Se realiza en dinammetros o mquinas de
traccin (Figura 14) con velocidad regulable y un registro grfico. Los diagramas as
obtenidos, denominados diagramas de tensin-deformacin, tienen la forma que se
indica en la figura 16. En dicha figura se muestran los diagramas tensin deformacin
de 4 tipos de plsticos diferentes as como los diferentes parmetros que se pueden
obtener del ensayo.
Figura 15: Dinammetros o mquinas de traccin.
Figura 13: Evolucin de las probetas rectangulares durante el ensayo de traccin (la zona central es la que soporta
mayor deformacin, y por esa zona romper).
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
28 J.A.C.
Las probetas tienen que medirse por lo menos en cinco puntos dentro de la longitud
marcada y la diferencia de la medida no puede ser mayor de 0.1 mm.
La probeta se coloca dentro de las mordazas tensoras, de manera que se adapten bien
y tengan efecto de cua con accionamiento neumtico, hidrulico o manual. La fuerza
inicial no debe ser demasiado alta, porque de lo contrario podra falsear el resultado
del ensayo. As mismo se debe cuidar que no se produzca deslizamiento de la probeta.
La mquina de ensayos est diseada para alargar la probeta a una velocidad
constante y para medir continua y simultneamente la carga instantnea aplicada (con
una celda de carga) y el alargamiento resultante (utilizando un extensmetro) (figura
14). El ensayo dura varios minutos y es destructivo, o sea, la probeta del ensayo es
deformada permanentemente y a menudo rota. La velocidad de estiramiento ser
siguiendo la norma ASTM.
Figura 17: Diagramas tensin-deformacin para diferentes tipos de plsticos.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 29
Para el ensayo se tomarn tres probetas, una de un material metlico, otra de un
polmero termoplstico y por ltimo una probeta de un material compuesto reforzado
con fibra de vidrio.
Las curvas tensin-deformacin para plsticos casi siempre muestran una regin lineal
a bajas tensiones, y una lnea tangente a esa porcin de curva, permite calcular el
mdulo de elasticidad.
Procedimiento experimental.
Medir el ancho y espesor de la probeta con un calibre o nonius en diferentes
puntos a lo largo de su seccin.
Hacer una marca en la probeta para poder medir posteriormente el
alargamiento mximo experimentado.
Colocar la probeta en la mquina de ensayo y sujetarla con las mordazas.
Seleccionar la velocidad de ensayo de acuerdo con la norma ASTM. Ha de ser
siempre aquella que provoque rotura de la probeta en un tiempo comprendido
entre 0.5 y 5 minutos.
Determinacin de las propiedades mecnicas de las probetas ensayadas.
La evaluacin del ensayo se realiza a partir de las curvas tensin-deformacin. Los
parmetros ms importantes son tensiones (en o en ), Mdulo de
elasticidad y deformacin o alargamiento (en %). Veamos lo ms caracterstico:
a) Tensin de traccin
Se calcula a partir de la fuerza de traccin soportada por la probeta dividida por su
seccin transversal.
b) Lmite elstico
Es la mxima tensin que el material es capaz de mantener sin desviacin de la ley de
Hooke, es decir es una medida de su resistencia a la deformacin elstica. Se expresa
en fuerza por unidad de rea, generalmente .
c) Resistencia a la traccin
Tensin mxima de traccin que ha soportado la probeta durante el ensayo.
d) Tensin de traccin a rotura
Tensin de traccin soportada por la probeta en el momento de su rotura.
e) Modulo de elasticidad o Mdulo de Young .
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
30 J.A.C.
Es la relacin entre la tensin realizada y la deformacin adquirida en el tramo lineal
de la curva tensin-deformacin (regin elstica). Sus unidades son
Se calcula mediante la tangente a la recta en el tramo lineal.
f) Alargamiento y deformacin
l es el incremento en longitud producido por la tensin de traccin y se expresa en
unidades de longitud, usualmente milmetros. La deformacin se define como l/l0, en
donde l0 es la longitud original antes de aplicar la carga y no tiene unidades. A veces, la
deformacin se expresa como porcentaje. Generalmente se calculan tres tipos de
deformaciones:
f1) Deformacin en el lmite elstico ,
f2) Deformacin a la tensin mxima ( ).
f3) Deformacin a la rotura .
Generalmente se da la deformacin en el lmite elstico convencional o en el punto de
fluencia convencional que corresponde al 0.2% de elongacin.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 31
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
32 J.A.C.
Las probetas se montan en las llamadas mquinas universales de ensayos, como vimos
se montaban las probetas plsticas, en las que estas se fijan por sus extremos a
sendas mordazas de la mquina. Por medio de un sistema hidrulico o de tornillos, se
comienza por aplicar la carga de una forma progresivamente creciente sobre la
probeta, produciendo el alargamiento de la probeta hasta llegar a la rotura.
Figura 18: Probeta antes y despus de ensayo.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 33
Figura 14: otro tipo de probeta antes y despus de ensayo.
Figura 15: Probeta maquinada.
Figura 16: Probeta torneada.
Figura 217: Representacin de la Ley de Hooke trabajando a traccin.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
34 J.A.C.
Ley de Hooke.
El acortamiento - l de una barra de longitud l de seccin recta A de modulo de
elasticidad E, bajo la accin de una fuerza F, es directamente proporcional a la fuerza F
y longitud l e inversamente proporcional a su seccin recta A y modulo de elasticidad
E.
Ejercicio 1
Una silla de madera de tensin de rotura a la compresin sr = 252 kg/cm2 tiene cuatro
patas de seccin cuadrada de a = 30 mm. Calcular el peso que puede soportar si
consideramos un coeficiente de seguridad de k = 1,8.
Solucin
La tensin de trabajo ser:
La seccin de las 4 patas ser:
Respuesta: Puede resistir 5.040 kg.
Ejercicio 2.
Una barra de 200 mm de longitud, de 10 mm por 50 mm,
se rompe con un esfuerzo de traccin de 22 toneladas, y se
alarga de 200 a 250 mm. Calcular el esfuerzo unitario de
traccin y el alargamiento por ciento?
Solucin:
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 35
Respuesta: la tensin es de 4.400 kg/cm2, el alargamiento porcentual es 25 % y el
modulo de elasticidad es 17.600 kg/cm2.
Definicin:
El ensayo de compresin es poco frecuente en los metales y consiste en aplicar a la
probeta, en la direccin de su eje longitudinal, una carga esttica que tiende a
provocar un acortamiento de la misma y cuyo valor se ir incrementando hasta la
rotura o suspensin del ensayo.
Figura 24: Pieza para ensayar a la compresin.
El diagrama obtenido en un ensayo de compresin presenta para los aceros, al igual
que el de traccin un perodo elstico y otro plstico.
En los grficos de metales sometidos a compresin, obtenidas sobre probetas
cilndricas de una altura doble con respecto al dimetro, se verifica lo expuesto
anteriormente, siendo adems posible deducir que los materiales frgiles (fundicin)
rompen sin deformarse, y los dctiles, carecen de importancia, ya que se deforman
continuamente hasta la suspensin de la aplicacin de la carga, siendo posible
determinar nicamente, a los efectos comparativos, la tensin al lmite de
proporcionalidad.
Debido a que los ensayos no se finalizaron no se puede calcular el acortamiento de
rotura y la resistencia esttica a la compresin.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
36 J.A.C.
Los siguientes diagramas son los correspondientes a los ensayos realizados en el SAE
1015 y el SAE 1045.
Figura 25: Diagramas son los correspondientes a los ensayos realizados en el SAE 1015 y el SAE
1045.
Figura 26: probeta antes y despus del ensayo.
En los grficos de metales sometidos a compresin, que indica la figura siguiente
obtenidas sobre probetas cilndricas de una altura doble con respecto al dimetro, se
verifica lo expuesto anteriormente, siendo adems posible deducir que los materiales
frgiles (fundicin) rompen prcticamente sin deformarse, y los dctiles, en estos
materiales el ensayo carece de importancia, ya que se deforman continuamente hasta
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 37
la suspensin de la aplicacin de la carga, siendo posible determinar nicamente, a los
efectos comparativos, la tensin al lmite de proporcionalidad.
Figura 27: Grafico de compresin de diferentes metales.
Probetas para compresin de metales.
En los ensayos de compresin, la forma de la probeta es de dimensiones
normalizadas. El rozamiento con los platos de la maquina hace aparecer, un estado de
tensin compuesta que aumenta la resistencia del material, la influencia de estas
tensiones va disminuyendo hacia la seccin media de la probeta, razn por la cual se
obtiene mejores condiciones de compresin simple cuando estn se presenta con
forma prismticas o cilndricas de mayores alturas, las que se limitan, para evitar el
efecto del flexiona miento lateral debido al pandeo.
En ensayos no se utilizan probetas industriales, para una buena distribucin de cargas
se necesitan, probetas planas y paralelas entre s para evitar datos errneos.
Propiedades de los materiales de construccin.
Algunas de las propiedades ms importantes de los materiales para la construccin son
la densidad, la resistencia a la compresin y la resistencia a la traccin.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
38 J.A.C.
Densidad.
Se puede decir que, en general, los materiales de construccin son de densidad media.
Son menos pesados que algunos metales.
Ensayo: Densidad de Materiales.
Si fabricamos tres columnas iguales de acero, vidrio y hormign, de 15 cm de dimetro
y 30 cm de altura, cada una de ellas tendr un peso diferente en funcin de la
densidad de cada material.
Figura 28: Tabla de densidad.
Figura 29: Probetas con su peso.
Resistencia a la Compresin.
Los materiales ptreos y cermicos son muy resistentes a la composicin, en algunos
casos, ms que el acero, como por ejemplo el vidrio.
Los pilares de una vivienda deben ser resistentes a esfuerzos de compresin. El acero
es un material resistente a este esfuerzo pero es caro y pesado. El hormign resulta ser
un material ms dbil, pero resulta ms ligero y econmico.
Ensayo: Resistencia a la Compresin de Materiales.
Si tomamos las tres columnas iguales de acero, vidrio y hormign del ensayo anterior,
cada una de ellas tendr una resistencia diferente.
La resistencia a la compresin indica la fuerza mxima que soporta uel material de una
determinada seccin antes de romperse. La unidad en que se emplea para medir esta
resistencia es el mega pascal (Mpa).
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 39
Figura 30:Tabla de resistencia a la compresin.
Figura 31: Resistencia de las probetas a la compresin.
Resistencia a la Traccin.
El comportamiento de un material cuando actan sobre l fuerzas que tienden a
estirarlo es importantsimo en muchas aplicaciones. Los materiales ptreos, en
general, son poco resistentes a la traccin. Soportan mucho mejor los esfuerzos de
compresin que los de traccin. Sin embargo, los perfiles laminados de acero,
empleados en la construccin de edificios, son muy resistentes a la traccin.
Los materiales ptreos se rompen cuando sobrepasan el lmite de resistencia a la
traccin, en cambio los metales, debido a su ductilidad, solo sufren un estrechamiento
de la seccin central.
Ensayo: Resistencia a la Traccin de Materiales.
La resistencia a la traccin nos indica la fuerza mxima a la traccin que puede
soportar un material de una determinada seccin.
Continuamos ensayando con nuestras columnas de pruebas realizadas en acero, vidrio
y hormign.
Figura 32: Tabla de resistencia a la traccin.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
40 J.A.C.
Figura33: Resistencia de las probetas a la traccin.
Figura 34: Tres modos de falla de las probetas.
Figura 35: Ensayo a la compresin de un tubo de hormign.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 41
Figura 36: Ensayo de compresin de una probeta de acero.
Con este tipo de ensayo se pretende obtener el comportamiento de un determinado
material sometido a esfuerzos cortantes. Se ensaya directamente sobre la pieza que va
a sufrir este tipo de esfuerzo como tornillos, roblones, chavetas, bulones, ejes, etc., en
las mquinas universales.
Figura 37: Esfuerzo cortante directo.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
42 J.A.C.
La unin representada en la figura 7.22, muestra que la carga ejercida sobre la barra a
traccin, debe transmitir a la horquilla esa carga por medio del pasador que liga ambas
partes.
El dibujo del pasador es representado como un cuerpo libre, sometido a un esfuerzo
cortante, que tiende a cortarlo transversalmente en las secciones m, n y m, n.
Al esfuerzo cortante o tensin cortante la designaremos con la letra griega tau (), es
decir la tensin especifica cortante media, vemos que en condicin de equilibrio del
trozo medio del pasador obliga a que:
, en el caso del dibujo de la figura
anterior, As = 2 reas.
El esfuerzo de corte o cizalladura, no es nunca tan simple como hemos supuesto, hay
que tener en cuenta que la tensin de corte calculada, por la formula anterior, ser
solo una aproximacin grosera, de las tensiones reales que existen en el material. No
obstante a falta de conocimientos ms exactos, el proyectista se ve obligado a menudo
a hacer uso de este simple concepto de tensin media, como base para dimensionar
piezas.
Por lo que respecta a las diversas clases de mquinas y estructuras, en los que se
encuentra frecuentemente piezas sometidas a esfuerzos de traccin, compresin,
cortaduras directas, flexin, el problema general del proyecto de tales elementos,
consiste en dimensionarlas de modo que puedan resistir econmicamente y con
seguridad, las cargas que deben soportar. Los clculos para ello se basan en ensayos
de laboratorios, hechos en los materiales, para establecer las tensiones admisibles
que se utilizan en el proyecto.
Figura 38: Esfuerzo cortante nico.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 43
Solo una seccin se opone al esfuerzo cortante por lo tanto
Figura 39: Esfuerzo cortante doble.
Dos secciones se oponen al esfuerzo cortante por lo tanto .
Uniones remachadas o roblonadas, atornilladas y con chavetas. (Trabajando al
esfuerzo cortante.
Juntas remachadas o roblonadas.
Figura 40: Piezas remachadas con doble y simple cubrejuntas.
Doble cubrejunta Simple cubrejunta
Figura 41: Uniones remachadas a solapa y doble cubrejuntas.
Unin a solapa Unin con doble cubrejunta
Para hacer una conexin remachada, se perforan o taladran agujeros en los elementos
que van a unirse. Los agujeros se alinean y se colocan en ellos los remaches que se
fijan en su lugar. Los remaches son barras cilndricas metlicas, con cabeza en uno de
los extremos, la espiga o vstago del remache se extiende ms hall de la placa, como
se observa en la figura 42.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
44 J.A.C.
Figura 42: Tipos de cabeza de remaches y largo de la espiga.
Los remaches son usados para unir piezas metlicas y de forma ms general en la
industria aeronutica, para fijar las chapas a la estructura del avin o para unir y
componer la propia estructura reticular del mismo y forman parte de la superficie de
chapas para reducir la resistencia del aire sobre el fuselaje.
Otra aplicacin muy comn es en trabajos de unin de estructuras metlicas.
Figura 43: Uniones remachadas.
El remachado se puede hacer en fro o en caliente a mano o con remachadoras
neumticas. Los remaches cuyo dimetro es mayor de 10 mm se llaman roblones, y su
roblonado se hace en caliente.
Los remaches se calientan antes de ser puestos en el agujero por eso el dimetro del
agujero debe de ser mayor que el dimetro del remache, para los pequeos 0,25 mm).
Cuando los remache se enfran, tienden a contraerse, por lo que aprietan firmemente
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 45
las placas unidas, una contra la otra, produciendo entre ellas una resistencia por
friccin (sin embargo, esta resistencia se desprecia en los clculos de diseo.
Figura 44: Remachado.
Juntas atornilladas.
Las juntas atornilladas se analizan de la misma manera que las remachadas que vimos
anteriormente. Pero debemos tener en cuenta que la tensin cortante de los tornillos
es distinta a las de los remaches. (Lo manuales nos dan esos valores).
Figura 45: Uniones atornilladas.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
46 J.A.C.
Ejercicio 1.
Una barra de tirante, formada por tres partes, como muestra
el dibujo, est destinada a soportar una carga de 10.000 kg.
Calcular el dimetro correcto del pasador de unin, si la
tensin admisible al corte es de 700 kg/cm2.
Solucin
Respuesta: El dimetro debe ser de 3,015 cm.
Ejercicio 2.
Se tienen dos chapas de 16 mm de espesor, sometidas cada una, como indica el dibujo
a un esfuerzo de 15.000 kg. Las chapas, que tienden a deslizar una con respecto a la
otra, estn cosidas por tres remaches. La tensin admisible del material del remache
es de 950 kg/cm2.
F
F
Solucin
Si damos un corte ideal seccionando los vstagos de los remaches (como muestra el
prximo dibujo), se ve perfectamente el equilibrio que debe de existir entre la fuerza F
y las tensiones de cortadura que aparecen en las secciones transversales de los
remaches.
Se calcula el rea de un remache.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 47
Como son 3 remaches se debe calcular el rea total que se opone al corte.
Calculamos el dimetro del remache.
Respuesta: el dimetro del remache es 2,59 cm, se deberan usar remaches de 25 mm.
Ejercicio 3.
Un chapn de acero de 120 mm de ancho y 14 mm de espesor, sometido a un
esfuerzo de traccin de 20.000 kg necesita ser empalmado. El empalme efecta por
doble cubrejuntas de 10 mm de espesor remachados en dos filas como se indica en el
dibujo, con remaches de 13 mm de dimetro. Calcular el nmero de remaches que
debe llevar a cada lado de la junta si la tensin admisible es de 1.000 kg/ cm 2.
Solucin
Calculamos el rea total que resiste el esfuerzo cortante.
Calculamos el rea del remache que se opone al esfuerzo cortante, en este caso al ser
doble cubrejunta, son dos reas las que se oponen al corte.
Dividiendo el rea total por el rea de un remache obtenemos el nmero de remaches.
Respuesta: se necesitan 8 remaches por lado de la unin.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
48 J.A.C.
Ejercicio 4.
Determinar que espesor debe de tener la chapa central, de la unin remachada del
dibujo, para soportar los 21.000 kg a traccin. Tambin calcular el nmero de
remaches que debe llevar para resistir la misma carga, el dimetro de los remaches es
de 20 mm, la tensin admisible del material de acero de la chapa central es de 700
kg/cm2 y la tensin admisible de acero del remache, es un 80% de la tensin de la
chapa central.
Solucin
Primero calculamos el rea de la chapa central, despus calculamos el valor de (a)
dividindola por el ancho, al ancho le debemos restar el dimetro de dos agujeros.
Calculamos el rea total que se opone al corte.
Calculamos el rea de un remache, que se opone al corte, como son 2 reas las que se
oponen al corte.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 49
Calculamos el nmero de remaches.
Respuesta: Es ancho de la chapa centrales de 3 cm y la cantidad de remaches 7, si
queremos mantener la unin uniforme para la esttica se pueden usar 8 remaches.
Uniones con chavetas.
Los engranajes y poleas, se pueden fijar a los rboles por ajustes forzados, por ajustes
por contraccin, por una o ms clases de chavetas, por conexiones ranuradas, etc. Lo
que vamos a intentar ver el diseo de chavetas planas o cuadradas.
Las chavetas cuadradas son de seccin rectangular con la dimensin menor orientada
en direccin radial como se ve en la figura 7.26, pueden ser primaticas, en cua.
Cuando est colocada una de estas chavetas en su sitio, la polea o engranaje hace
fuerza en un sentido en la parte superior, y el eje en la parte inferior en sentido
puesto, se puede ver en la figura 7.26. Ese par de fuerzas tiende a ladear la chaveta, lo
que depende del ajuste para que no ocurra.
Figura 46: chaveta cuadrada de cua.
Ejercicio 5:
Como ya dijimos las poleas se unen normalmente con los ejes de transmisin por
medio de chavetas, como lo indica el dibujo. Supongamos que la polea indicada en el
dibujo, transmite una potencia de 12 CV girando a 100 rpm. La polea est fijada a un
eje de 6 cm de dimetro, mediante una chaveta de 1 x 1 x 5 cm de longitud segn el
eje. Se desea determinar la tensin de cortadura en la chaveta.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
50 J.A.C.
Solucin
El momento torsor que la polea transmite al eje se deducir de la expresin:
En el dibujo hemos considerado la polea aislada y en equilibrio bajo las acciones a que
est sometida inicialmente y a las que por reaccin recibe de la chaveta y el eje.
Dentro del muy complejo juego de esfuerzos que se desarrollan, se pueden reducir
estas reacciones al esfuerzo F ejercido por la chaveta sobre la polea, as como a la
resultante de las acciones que ofrece el eje sobre la polea, resultante que pasa por el
centro O.
Al establecer el equilibrio se tiene:
Suponiendo que el esfuerzo F se reparte uniformemente sobre transversal de la
chaveta, se tendr:
Respuesta: La tensin cortante es de 573 kg/cm2.
Cortadura de punzonado.
En los casos que vimos anteriormente, los clculos son para evitar que el esfuerzo
rompa las piezas, en el caso que vamos a estudiar, Los clculos son para poder cortar la
pieza por punzonado.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 51
Calculo del esfuerzo necesario para efectuar el corte de una lmina.
Antes de colocar la estampa en la prensa, deber calcularse el esfuerzo necesario para
realizar el corte. Ello le permitir al mecnico, utiliza la mquina cuya potencia se
ajusta al esfuerzo calculado.
Dicho esfuerzo depende de los factores siguientes:
Adems debe tenerse en cuenta que en el instante de la operacin se producen
rozamientos que aumentan el esfuerzo terico entre un 50 y un 80 %.
El permetro esta expresado por la longitud del contorno de la figura en cm y el
coeficiente de resistencia al corte (tensin de rotura cortante) est dado en las tablas
de los manuales segn la calidad del material de la chapa en kg/mm2 o kg/cm2.
El aumento de rozamiento que se origina durante la operacin y que constituye una
extraordinaria resistencia, debe asignrsele un valor que oscila entre 1,5 y 1,7 del
esfuerzo total.
Figura 47: Calculo de permetro de una matriz de corte.
Ejercicio6.
Cul ser el esfuerzo necesario para efectuar el corte indicado en el dibujo, sobre una
lamina de acero cuya tensin cortante es de 34 kg/mm2?
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
52 J.A.C.
Solucin
Respuesta: Deber emplearse una prensa de 6 toneladas.
Ejercicio 7.
Determinar la fuerza que ha de ejercer un punzn para practicar un agujero de 25 mm
de dimetro en una chapa de acero dulce de construccin de 20 mm de espesor. La
resistencia a la cortadura del acero que constituye la chapa es .
Solucin
7,85 cm
Respuesta: Deber emplearse una prensa de 83
toneladas.
La dureza de un material es la resistencia que opone a la penetracin de un cuerpo
ms duro.
La resistencia se determina introduciendo un cuerpo de forma esfrica, cnica o
piramidal, por el efecto que produce una fuerza determinada durante cierto tiempo en
el cuerpo a ensayar. Como indicador de dureza se emplea la deformacin permanente
(plstica).
En algunos casos, es necesario determinar las caractersticas mecnicas de los
materiales sin llegar a su destruccin. Tambin podemos determinar la dureza
conseguida mediante un tratamiento de dureza. Podemos mencionar los tres tipos de
ensayos de dureza ms importantes:
Para los materiales duros se emplea como elemento de penetracin un cono de
diamante de ngulo 120, y para los semiduros y blandos una bolita de acero de 1/16,
deducindose la fuerza Rockwell de la profundidad conseguida en la penetracin. El
cuerpo empleado para la penetracin se hace incidir sobre la superficie de la pieza a
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 53
ensayar con carga previa de 10Kg. La profundidad de penetracin alcanzada constituye
el valor de partida para la medicin de la profundidad de la huella.
Despus se aumenta en 140Kg la carga aplicada al cono (150Kg), y en 90Kg la aplicada
a la bolita (100Kg), bajndose nuevamente el valor previo. Se mide la profundidad de
penetracin que queda y en la escala del aparato se lee directamente la
correspondiente dureza Rockwell cono o la Rockwell bolita.
Figura 48: Dureza Rockwell.
La siguiente es una tabla simplificada de los materiales ms comunes que se miden con
Rockwell.
Figura 49: Tabla de algunos materiales que se miden con el sistema Rockwell.
Definiciones.
Numero de dureza Rockwell: es un nmero obtenido por la profundidad de la huella;
el cual proviene cuando se aumenta la carga sobre un penetrador desde una carga fija
menor hasta una mayor, retornando despus a la carga menor.
Los nmeros de dureza Rockwell se expresan siempre con un smbolo de escala, que
indica el penetrador y la carga utilizada.
Ejemplo: 60 HRC indica un valor de dureza Rockwell 60 medido en la escala C.
Maquina y equipo.
La mquina de prueba consiste en un soporte rgido o yunque, sobre el que se coloca
la probeta y un dispositivo que aplica las cargas prefijadas a un penetrador en contacto
con la misma.
Penetradores.
a) Penetrador de diamante.
Este tipo de penetrador debe emplearse en pruebas de dureza para las escalas A, C y
D. Consiste en un cono de diamante cuyo ngulo es de 120 0.5 y su eje debe
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
54 J.A.C.
coincidir con la direccin de penetracin con una tolerancia de 0.5. La punta es un
casquete esfrico con un radio de 0.200 mm.
La forma del casquete y el valor del radio del penetrador tienen una influencia
importante en el valor de la dureza obtenida. La anisotropa del diamante hace difcil el
maquinado del mismo en forma totalmente simtrica. Por lo cual es necesario
comparar los resultados obtenidos con un penetrador patrn sobre piezas patrn de
diferentes durezas.
b) Penetrador esfrico de acero.
Este tipo de penetrador debe emplearse en los ensayos de dureza para las escalas B, E
Y F. Consiste en un baln de acero templado y pulido, con un dimetro de 1.588 mm
0.003 mm; Excepto para la escala E, que tiene un dimetro de 3.175 mm 0.004 mm.
Dicho baln debe estar pulido y no debe presentar defectos superficiales.
Debe eliminarse y anularse la prueba si presenta una deformacin mayor a la
tolerancia indicada anteriormente o cualquier otro defecto superficial.
En los dos tipos de penetrador debe evitarse la acumulacin en el penetrador de:
polvo, tierra, grasa o capas de xidos, dado que esto afecta los resultados de la
prueba.
Procedimiento.
Aplicacin de la carga menor: debe colocarse la probeta sobre el soporte y aplicar la
carga menor gradualmente hasta que se obtenga la indicacin apropiada en la
cartula. Esto se obtiene cuando el indicador haya dado el nmero apropiado de
revoluciones completas y quede dentro de 5 divisiones de la posicin de ajuste en la
parte superior de la cartula.
Aplicacin de la carga mayor: Debe aplicarse la carga mayor accionando la palanca de
operacin sin impacto y dejando que gire libremente. Se retira la carga mayor llevando
la palanca Ensayos de dureza de operacin de regreso a la posicin original dentro de
los 2 segundos siguientes despus de que su movimiento ha cesado sin interrumpirla
maniobra de regreso.
Lectura de la escala para dureza Rockwell: Debe considerarse la dureza Rockwell
como la lectura del indicador en la escala apropiada de la cartula, despus de que se
ha quitado la carga mayor y mientras la carga menor aun est actuando. Estas lecturas
se estiman a veces a la mitad de una divisin, dependiendo del material que se pruebe.
Condiciones del ensayo.
1. La superficie del material debe estar lisa, seca y libre de grasa, polvo etc.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 55
2. El espesor de la probeta debe ser por lo menos diez veces la profundidad de la
huella, y el ensayo no es vlido si en la cara posterior a la del ensayo aparece
una protuberancia.
3. Si se ensaya una pieza cilndrica, el radio debe ser mayor en seis milmetros al
del penetrador. Los valores de dureza resultan ligeramente inferiores a los
valores reales.
4. La aplicacin de la carga debe hacerse de manera perpendicular a la superficie
de la probeta.
Se comprime una bola de acero templada, de dimetro (D) 2,5; 5 10mm, contra el
material a ensayar con una fuerza P. Despus de liberar la carga se mide el dimetro
(d) de la huella con un dispositivo amplificador ptico. La dureza Brinell es un valor
adimensional resultante de:
Donde:
: Es la carga aplicada en N (kgf).
: Es el dimetro del baln (municin) en mm.
: Es el dimetro medio de la huella en mm.
1 kgf es igual a 9.80665 N.
La fuerza del ensayo debe tomarse de magnitud tal que se forme una huella con
dimetro Para materiales blandos y bolas de ensayo
pequeas, la fuerza del ensayo debe ser menor. Se calcula partiendo del grado de
carga y del dimetro de la bola.
El grado de la carga para el acero no templado y el hierro fundido es a = 30; para
metales no frreos y sus aleaciones a = 10; para el aluminio y el cinc a = 5; para los
metales de cojinetes a = 2,5; para el plomo y el estao a = 1,25.
Figura 50: Cargas y dimetro de esfera usadas para el ensayo de dureza Brinell.
En algunos materiales, la penetracin provoca una deformacin en la huella, la cual
puede llegar a dar una informacin falsa a la hora de medir el dimetro.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
56 J.A.C.
Figura 51: Deformacin de la huella.
Se sabe experimentalmente que l numero de dureza Brinell de casi todos los
materiales est influenciado por la carga de penetracin, el dimetro del baln y las
caractersticas elsticas del mismo. En general debe usarse un baln de 10 mm de
dimetro y de una composicin qumica adecuada con cargas de 3000 kgf, 1500 kgf o
500 kgf, dependiendo de la dureza del material que va a probarse. Aunque los
nmeros de dureza Brinell pueden variar conforme la carga de prueba usada con el
baln de 10 mm, cuando se usen balines ms pequeos en probetas delgadas, los
resultados de las pruebas generalmente corresponden a los obtenidos con el baln de
10 mm de dimetro. l numero de dureza Brinell seguido del smbolo HB sin sufijos
indica las siguientes condiciones de prueba.
Dimetro del baln = 10 mm
Carga = 3000 kgf
Duracin de la carga = 10 a 15 segundos.
Aparatos y equipo.
Maquina de prueba: El equipo para la prueba de dureza Brinell generalmente consiste
de una maquina que soporta la probeta y aplica una carga predeterminada sobre un
baln que est en contacto con la probeta. La magnitud de la carga est limitada dentro
de ciertos valores. El diseo de la mquina de prueba debe ser tal que no permita un
movimiento lateral del baln o de la probeta mientras se est aplicando la carga.
Penetrador: El baln estndar para la prueba de dureza Brinell debe ser de 10 mm de
dimetro con una desviacin de este valor no mayor de 0.005mm en el dimetro.
Puede usarse el baln que tenga una dureza Vickers de por lo menos 850 usando una
carga de 98N (10 kgf) en materiales que tengan una dureza no mayor de 450 HB o un
baln de carburo de tungsteno en materiales con una dureza no mayor de 630 HB. La
prueba de dureza Brinell no se recomienda en materiales que tengan una dureza
mayor de 630 HB.
El baln debe ser pulido y estar libre de defectos; en las pruebas de investigacin o de
arbitraje debe informarse especficamente el tipo de baln empleado cuando se
determinen durezas Brinell que sean mayores de 200.
Microscopio de medicin.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 57
Las divisiones de la escala micromtrica del microscopio o de otros dispositivos de
medicin que se usen para medir el dimetro de la huella, deben permitir una
medicin directa en dcimas de milmetro con una aproximacin hasta 0.02 mm. Este
requisito se aplica nicamente al diseo del microscopio y no es un requisito para la
medicin de la huella.
Espesor.
El espesor de la probeta debe ser tal, que en la cara opuesta a la de la prueba no
quede huellas u otras marcas de esta. En cualquier caso el espesor de la probeta debe
ser cuando menos 10 veces la profundidad de la huella.
Acabado.
Cuando menos la superficie sobre la cual se va a aplicar la carga debe estar limada,
esmerilada o pulida con un material abrasivo, de tal manera que las orillas de la huella
estn claramente definidas para permitir la medicin del dimetro con la exactitud
especificada.
Procedimiento.
Magnitud de la carga de prueba: La carga para la prueba de dureza Brinell estndar es
de 3000kgf, 1500kgf o 500kgf. Es deseable que la carga de la prueba sea de tal
magnitud que el dimetro de la huella este entre 2.5 a 6.00 mm.
No es obligatorio el que la prueba cumpla estos intervalos de carga pero debe
tomarse en cuenta que pueden obtenerse diversos valores de Dureza Brinell si s varia
la carga a la especificada usando un baln de 10 mm.
Para materiales ms blandos en ocasiones se ocupan cargas de 250kgf, 125kgf o
100kgf. La carga usada debe anotarse en los informes.
Espaciamiento de las huellas: La distancia del centro de la huella a la orilla de la
probeta o a la orilla de otra huella debe ser cuando menos tres veces el dimetro de la
misma.
Aplicacin de la carga de prueba: La carga de prueba debe aplicarse a la probeta lenta
y uniformemente. Aplicar toda la carga de prueba por 10 s a 15 s excepto para ciertos
metales blandos (suaves.)
Medicin de la huella.
Dimetro: En la prueba deben medirse dos dimetros de la huella perpendiculares
entre s. Y su valor promedio se usa como base para calcular el nmero de dureza
Brinell, estas mediciones comnmente son tomadas con un microscopio porttil a
bajos aumentos que tiene una escala fija en el ocular.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
58 J.A.C.
Figura 52: Tabla de algunos valores de dureza de los metales.
Definiciones.
En este caso se emplea como cuerpo de penetracin una pirmide cuadrangular de
diamante.
La huella vista desde arriba es un cuadrado. Este procedimiento es apropiado para
aceros nitrurados y cementados en su capa externa, as como para piezas de paredes
delgadas de acero o metales no frreos.
La dureza Vickers se calcula partiendo de la fuerza en Newton y de la diagonal en
mm2 de la huella de la pirmide segn la frmula:
: Es la carga aplicada en N
: Es la diagonal media de la huella en mm.
La diagonal es el valor medio de las diagonales de la huella y
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 59
Este ensayo, al igual que el Brinell, se basa en el principio de calcular el valor de dureza
relacionando la fuerza de aplicacin sobre la superficie de la impresin en el material.
Lo hemos simplificado utilizando en este caso el valor de la longitud de la diagonal.
Los valores de las cargas ms usados van desde .
Numero de dureza Vickers.
Existen tres tipos de ensayo de dureza Vickers caracterizados por diferentes intervalos
de fuerzas de ensayo.
Figura 53: existen tres tipos de ensayo Vickers.
Designacin.
l numero de dureza Vickers es seguido por las siglas HV con un primer sufijo
convencional y un segundo sufijo que indica el tiempo de aplicacin de la carga,
cuando este ultimo difiere del tiempo normal, el cual es de 10 a 15 segundos.
Las pruebas de dureza Vickers se efectan con cargas desde 1.96 N hasta 980.7 N.
En la prctica, l numero de dureza Vickers se mantiene constante para cargas usadas
de 49 N o mayores. Para cargas menores l numero de dureza vara dependiendo de la
carga aplicada. A continuacin indicamos los nmeros de dureza Vickers para cargas de
prueba de 9.8 N.
Aparatos y equipo.
Mquina de prueba: El equipo para la prueba de dureza Vickers consiste generalmente
de una mquina que soporta la probeta y permite un contacto gradual y suave entre
esta y el penetrador, bajo una carga predeterminada que se aplica durante un periodo
de tiempo dado. El diseo de la mquina debe ser tal que no tenga balanceos o
movimientos laterales de la probeta y del penetrador, mientras se aplica o retira la
carga, se utiliza un microscopio de medicin que generalmente va montado en la
mquina.
Penetrador de diamante.
El penetrador debe estar finamente pulido con aristas bien definidas. La base de la
pirmide debe ser cuadrada y sus caras opuestas deben formar un ngulo de 136.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
60 J.A.C.
Las cuatro caras del penetrador deben estar inclinadas simtricamente con respecto al
eje del mismo y terminar en un vrtice afilado, o sea que la lnea de unin entre las
caras opuestas no deben ser mayor de 0.001 mm de longitud.
El buen estado de la punta del penetrador es de considerable importancia cuando la
carga de prueba es pequea y la huella tambin, por esta razn se recomienda
verificar peridicamente la punta del penetrador para evitar fallas.
Microscopio de medicin.
Las divisiones de la escala micromtrica del microscopio, o de cualquier otro
dispositivo de medicin, debern ser tal que pueda medirse la longitud de las
diagonales de una huella con una aproximacin de 5%, lo que sea mayor efectuada en
una probeta, con la superficie pulida.
Preparacin de la probeta.
La prueba de dureza Vickers es aplicada a un gran nmero probetas desde barras
grandes y secciones laminadas hasta piezas diminutas en montajes metalogrficos. Las
probetas deben acondicionarse para que estas proporcionen un buen soporte de tal
forma que no se muevan durante la prueba.
Acabado.
La superficie de la probeta debe prepararse de tal manera que se definan claramente
los extremos de las diagonales y puedan medirse. Al preparar la probeta debe tenerse
cuidado de no revenir la superficie durante el rectificado de la misma o de no
endurecerla por trabajo mecnico durante el pulido.
Procedimiento.
Magnitud de la carga de prueba: Pueden usarse cargas de prueba desde 1.96 N hasta
980.7 N conforme con los requisitos de la prueba. l numero de dureza Vickers es
prcticamente independiente de la carga de prueba.
Aplicacin de la carga de prueba: La carga de prueba debe aplicarse y retirarse
suavemente sin golpes o vibraciones. El tiempo de aplicacin de la carga de prueba
completa debe ser de 10 a 15 segundos a menos que se especifique otra cosa.
Espacio entre huellas: El centro de la huella no debe estar cercano a la orilla de la
probeta u otra huella en una distancia igual a dos veces y media la longitud de la
diagonal de la huella. Cuando se prueba material con recubrimiento, la superficie de
unin debe considerarse como una orilla para l clculo del espacio entre huellas.
Medicin de la huella: Deben medirse ambas diagonales de la huella y su valor
promedio usarse como base para l clculo del numero de dureza Vickers. Se
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 61
recomienda efectuar la medicin con la huella centrada, tanto como sea posible, en el
campo ptico del microscopio.
A continuacin se compara el procedimiento y el clculo de cada uno de estos
nmeros estandarizados:
Figura 54: Ensayo Brinell.
Figura 55: Ensayo Rockwell A, C y D.
Figura 56: Ensayo Rockwell B, F, G, y E.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
62 J.A.C.
Figura 18: Ensayo Vickers.
Clculos de Torsin.
Se considera que una pieza est sometida a torsin, cuando actan sobre ella un
sistema de fuerzas en sentido perpendicular a su eje longitudinal, de forma que
tienden a hacerla girar. En la figura 7.39 se puede observar el esquema de una pieza
sometida a torsin.
Figura 58: Barra trabajando a la torsin.
ngulo de torsin.
A
Para la realizacin del ensayo se fija un extremo de la pieza a la bancada de la
mquina y el otro se sujeta por medio de unas mordazas a un cabezal giratorio, donde
se van a ir introduciendo los esfuerzos progresivamente crecientes. La mquina
proporciona una grfica en la que se relaciona el ngulo de torsin con los esfuerzos
aplicados.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 63
Este tipo de ensayo tambin se realiza sobre muestras de las piezas como alambres,
tornillos, rboles, que van a trabajar con este tipo de solicitudes.
Consideremos un rbol de transmisin de seccin circular empotrado en su extremo B,
y en su extremo libre A, est sometido a la accin de un par de fuerzas, aplicados en el
plano de la seccin transversal de la barra, como lo muestra la figura 58.
Esta clase de accin determina en la barra el tipo de trabajo llamado torsin. Como
consecuencia de la torsin la seccin A gira con un ngulo ngulo total de torsin
con respecto a la seccin B.
Figura 59: ngulo de torsin.
Si dibujamos sobre la superficie de la barra una generatriz a b, pasa despus de la
deformacin producida por la torsin a la posicin a b. Y en la Figura vemos que se
forma el ngulo de torsin, y en la cara vemos que se forma el ngulo de torsin por
longitud de la barra sometida a torsin .
Si damos una seccin transversal ideal cualquiera, aparecen en ella tensiones cortantes
de torsin que equilibran al momento torsor (mt o MT) exterior. Se designa con el
nombre de torsor para una seccin ideal, la suma algebraica de los pares de fuerza que
haya a uno u otro lado de la seccin considerada.
Hiptesis: Las hiptesis en que se el clculo, de las barras de seccin circular sometidas
a torsin, son las siguientes:
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
64 J.A.C.
a) Las secciones circulares del eje, permanecen circulares durante la torsin y sus
dimetros y distancias entre ellos no varan, para los ngulos de torsin
pequeas.
b) las secciones permanecen planas y giran como si fuesen absolutamente rgidas.
Todo dmetro en la seccin recta, permanece recta y gira el mismo ngulo.
c) Las Tensiones cortantes de torsin, estn ligadas con las variaciones angulares
por la relacin:
El ngulo de torsin entre dos secciones distanciadas la unidad de longitud bale:
En la expresin anterior mt es el momento torsor, G el mdulo de elasticidad
transversal y Jp el momento de inercia polar de la seccin.
El ngulo total de torsin segn el dibujo anterior es:
Donde l es la longitud de rbol de trasmisin.
La tensin cortante mxima de torsin bale:
Figura 60: Tensin cortante de torsin.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 65
R es el radio de la seccin circular. La tensin en un punto situado a una distancia r del
centro bale:
Las distribuciones de las tensiones cortantes de torsin en la seccin transversal se
indican en el dibujo.
Figura 61: Disco de un eje de transmisin.
Si aislamos un disco de ese eje y consideramos la superficie lateral A, B, C y D. Despus
de aplicada la fuerza el giro del material nos da la superficie lateral A, B, C y D, siendo
sensiblemente iguales las longitudes de los lados, variando solamente los ngulos.
El elemento est sometido a fatiga cortante pura y est fatiga que acta en los lados
del elemento, tiene direccin indicada por las flechas.
La magnitud de esta fatiga es:
Donde G es igual al modulo de elasticidad transversal o modulo de esfuerzo cortante,
es igual al ngulo de giro por unidad de longitud del rbol de transmisin y d es al
dimetro.
Para estudiar el estado de fatiga en el interior del eje, se supondr que las secciones
permanecen rectas, y giran como si fueran perfectamente rgidas, es decir todo
dimetro de la seccin recta, permanece recta y gira en el mismo ngulo.
Pero de acuerdo a esta hiptesis, que se hace valida en los ensayos de laboratorio, la
fatiga cortante es proporcional a la distancia de la fibra girada al centro del eje de
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
66 J.A.C.
transmisin, lgicamente la fatiga mxima se presenta en la superficie exterior del eje
de transmisin.
Veremos ahora la relacin entre el momento torsor y las fatigas que origina:
Para el equilibrio de la porcin del eje entre el extremo donde aplicamos el momento
torsor, y una seccin sean estticamente equivalentes, a un par igual y opuesto al
momento torsor.
Llegamos a la expresin:
Donde Jp es el momento de inercia polar de la seccin circular del rbol de transmisin,
cuyo valor es:
Entonces sustituimos el valor del momento de de inercia y nos queda:
Luego es proporcional al modulo o fuerza aplicada para provocar la torsin, e
inversamente proporcional a G y la 4ta potencia del dimetro.
Si el rbol de trasmisin tiene una longitud el ngulo de torsin ser:
Estas ecuaciones son comprobadas experimentalmente por numerosos ensayos, por
otra parte, si medimos el ngulo de torsin producido por el eje dado por un momento
conocido se puede deducir el valor de G.
Calculo de rboles de transmisin.
En la transmisin de fuerza por medio de un rbol, la torsin resulta del antagonismo
entre la cupla motora y la cupla resistente. El esfuerzo de torsin est acompaado
frecuentemente, por la tensin de flexin, producida principalmente por el peso
propio del rbol y las poleas.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 67
Suponemos que eligiendo entre apoyos y distancias convenientes, podemos
prescindir de los efectos de flexin.
En condiciones de seguridad se expresa:
De donde se fija el dimetro mnimo para soportar un momento torsor. Generalmente
los datos del problema son la potencia N a transmitir, CV o HP y la frecuencia n de
rotacin del rbol en rpm.
La potencia expresada en kg.cm es:
La velocidad angular es:
Por otra parte se demuestra en mecnica en:
Sustituyendo en esta los valores anteriores y despejando el momento torsor se tiene:
Sustituyendo el momento torsor de la formula anterior en la frmula de clculo del
dimetro tenemos:
Para eliminar irregularidades en el funcionamiento de rboles de transmisin, es
indispensable limitar el valor del ngulo de torsin entre las secciones extremas de
la pieza. Igualando las expresiones:
Y adoptando como se acostumbra, para la distancia l el valor de:
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
68 J.A.C.
Resulta:
cm
La formula anterior nos permite calcular el dimetro necesario, para no sobrepasar un
ngulo de torsin por metro lineal, previamente fijados.
Tambin puede expresarse:
Ejercicio 1.
Calcular el dimetro de un rbol de transmisin, para transmitir una potencia de 100
HP a 300 rpm. En previsin de los efectos de inercia, se fija para el material, una
tensin cortante admisible de torsin de 300 kg/cm2.
Solucin
Respuesta: El dimetro del eje debe tener como mnimo 7,4 cm.
Ejercicio 2.
Calcular el dimetro y la tensin cortante mxima de torsin, de un rbol que
transmite 80 HP a 200 rpm limitando el ngulo unitario de torsin por metro de
longitud a (15 segundos). Se tomara G = 600.000 kg/cm2.
Solucin
Primero transformamos los grados del sistema sexagesimal al sistema decimal.
Segundo transformamos los grados decimales en radianes
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 69
Calculamos el dimetro del eje de transmisin.
Calculamos la fatiga mxima del material.
Respuesta: el eje tiene un dimetro mnimo de 10,25 cm y la tensin cortante mxima
de torsin es de 134,63 kg/cm2.
Ejercicio 3.
Determinar la potencia en caballos vapor, que puede transmitir un rbol de acero de
seccin circular y 10 cm de dimetro, gira a 450 rpm y la tensin de corte mxima a la
torsin es de 400 kg/cm2.
Solucin
Respuesta: La potencia es de 492,44 CV.
Ejercicio 4.
Se tiene una barra de acero dulce, de seccin circular cuyo radio es de 3 cm y la
longitud de 2 m. Se desea determinar los valores de tensin de corte mxima de
torsin y los valores del ngulo de torsin , cuando la barra est sometida a un
momento torsor de 350 Se toma a G = 810.000 kg/cm2.
Solucin
Mtodo 1.
La siguiente formula es para barras de 1 metro.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
70 J.A.C.
Para barra de 2 metros.
ngulo en grados.
Mtodo 2:
ngulo en radianes.
ngulo en grados.
Respuesta: Por los dos mtodos nos da un ngulo de 35346,01, en el mtodo uno
nos da una tensin de corte a la torsin de 824,5 kg/cm2 y por el mtodo dos nos dan
825,28 kg/cm2, lo que es prcticamente lo mismo.
Ejercicio 5.
Determinar el dimetro correcto para un rbol macizo de acero, que transmite 200 CV
a una velocidad de 3.600 rpm, si la tensin de trabajo a la cizalladura es de 420 kg/cm 2.
Solucin
Respuesta: El eje de transmisin tiene un dimetro mnimo de 4,17 cm.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 71
Ejercicio 6.
Un rbol de transmisin, circular hueco, cuyo dimetro exterior mide 40 cm y su
dimetro 20 cm, tiene una longitud de 8 metros y est sometido a un momento
torsor. Se toma a G igual a 800.000 kg/cm2.
Determinar:
a) Dimetro de la seccin plena que lo reemplaza a igual tensin mxima de
cizalladura de torsin. Y la diferencia de peso entre ambos rboles.
b) Determinar el mximo momento torsor que en los dos casos es capaz de
trasmitir el rbol en ambos casos con una tensin admisible a la cizalladura de
torsin de 300 kg/ cm2.
c) Calcular en ngulo de torsin en ambos casos si tomamos a G igual a 800.000
kg/cm2.
Solucin
Caso a) La tensin mxima a la cizalladura de la seccin plena y hueca est dado por la
siguiente igualdad:
Relacin de peso entre ambos ejes.
El rbol de trasmisin hueco es un 21,7% ms econmico en peso (ms liviano), razn
que justifica el empleo de piezas huecas.
Caso b) El mximo momento torsor a trasmitir sin sobrepasar la tensin cortante de
torsin de 300 kg/cm2.
Momento torsor rbol macizo.
Momento torsor rbol hueco.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
72 J.A.C.
Tenemos una pequea diferencia entre ambos debido a los lugares que dejamos
despus de la coma.
Caso C) ngulo de torsin.
ngulo de torsin del rbol macizo.
ngulo de torsin del rbol hueco.
Respuesta a: Se debe usar un eje macizo de 39,15 cm y es un 21,7 ms pesado que el
hueco. Respuesta b: El momento flector es 3.534.291,74 . Respuesta c: El
ngulo de torsin es de 0,015 rad/s.
Ejercicio 7.
Un rbol de transmisin debe de tener un dimetro exterior y un dimetro interior
. Calcular el dimetro exterior correcto que el rbol transmita 200 CV a 105
rpm con una tensin de trabajo de cizalladura de 420 kg/cm2.
Solucin
Calculamos el rbol pleno.
Calculamos el dimetro exterior.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 73
Respuesta: El dimetro exterior debe de ser de 12,1 cm.
Ejercicio 8.
Se tiene una barra de seccin anular, con un dimetro exterior de 8 cm y un dimetro
interior de 4 cm, est sometido a un momento torsor de 500 Calcular la
tensin mxima de cizalladura.
Solucin
Respuesta: La tensin mxima de cizalladura es de 530,5 kg/cm2.
Ejercicio 9.
Se tiene una barra de acero de seccin circular, cuyo dimetro es de 12 cm. Se desea
sustituir esta barra por otra barra de seccin anular, que sea capaz de de resistir el
mismo momento torsor, con la misma tensin cortante mxima y se verifique la
relacin k = 0,5.
Solucin
Respuesta: El dimetro exterior es de 12,8 cm.
Ejercicio 10.
El rbol de transmisin macizo, representado en el dibujo es de acero, tiene un
dimetro de 4 cm y gira a 525 rpm. Esta soportado en cojinetes, colocados de modo
que la flexin del eje sea despreciable. Una correa de transmisin aplica 50 CV a la
polea izquierda, mientras las poleas acopladas a la polea intermedia y de la derecha
transmiten desde estas 30 y 20 CV respectivamente. Calcular el mximo esfuerzo
cortante producido en el rbol y el ngulo total de torsin. Se supone G.= 0,84 x 10 6
kg/cm2.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
74 J.A.C.
Solucin
Resolucin del mayor par en la parte izquierda del rbol.
Anlogamente para la parte derecha del eje trasmite.
El ngulo de torsin es.
Respuesta: El mximo esfuerzo cortante es 6.821 kg/cm2 en la parte izquierda,
2.728,37 kg/ cm2 en la parte derecha y el ngulo total de torsin es de 10950,4.
Ejercicio 11.
Un eje de acero de 50 mm de dimetro y una longitud de 50 cm, es retorcido en una
mquina hasta que un extremo giro un ngulo de 0,6, con respecto al otro extremo.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 75
Para este ngulo, la carga de torsin medida es de 114 . Cul es la mxima
tensin cortante y cul es el valor del modulo G?
Solucin
Respuesta: La tensin mxima es 464,47 kg/cm2 y G es 887.243,43 kg/cm2.
Introduccin:
Consideremos una barra sujeta rgidamente en un extremo y sometida en el otro a un
par aplicado en un plano perpendicular al eje. Se dice que esa barra est
sometida a torsin. El ensayo de torsin es un mecanismo en que se deforma
una muestra aplicndole un par torsor. La deformacin plstica alcanzable con este
tipo de ensayos es mucho mayor que en los de traccin (estriccin) o en los de
compresin ( , aumento de seccin).
ste ensayo da informacin directamente del comportamiento a cortadura del
material y la informacin de su comportamiento a traccin se puede deducir
fcilmente. Los efectos de la aplicacin de una carga de torsin a una barra son: (1)
producir un desplazamiento angular de la seccin de un extremo respecto al otro y (2)
originar tensiones cortantes en cualquier seccin de la barra perpendicular a su eje.
A veces, a lo largo de un eje actan una serie de pares. En este caso, es conveniente
introducir un nuevo concepto, el momento torsor, que se define para cada seccin de
la barra, como la suma algebraica de los momentos de los pares aplicados, situados a
un lado de la seccin considerada. Naturalmente, la eleccin de lado es arbitraria en
cada caso.
Objetivos.
Objetivo general.
Obtener el mdulo de rigidez del material ensayado en nuestro caso el cobre.
Objetivos especficos.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
76 J.A.C.
Conocer el funcionamiento y manejo de la mquina para ensayo de torsin.
Utilizar adecuadamente el extensmetro y el vernier.
Estudiar las caractersticas de la fractura por torsin en materiales dctiles y
frgiles.
Determinar la relacin entre momento torsor y deformacin angular para los
materiales ensayados.
Comparar los resultados obtenidos de los materiales ensayados.
Marco terico.
La Torsin en s, se refiere a la deformacin helicoidal que sufre un cuerpo cuando se
le aplica un par de fuerzas (sistema de fuerzas paralelas de igual magnitud y sentido
contrario). La torsin se puede medir observando la deformacin que produce en un
objeto un par determinado. Por ejemplo, se fija un objeto cilndrico de longitud
determinada por un extremo, y se aplica un par de fuerzas al otro extremo; la cantidad
de vueltas que d un extremo con respecto al otro es una medida de torsin. Los
materiales empleados en ingeniera para elaborar elementos de mquinas rotatorias,
como los cigeales y rboles motores, deben resistir las tensiones de torsin que les
aplican las cargas que mueven. El ensayo de torsin es un ensayo en que se deforma
una muestra aplicndole un par torsor.
La deformacin plstica alcanzable con este tipo de ensayos es mucho mayor que en
los de traccin (estriccin) o en los de compresin ( , aumento de
seccin). Da informacin directamente del comportamiento a cortadura del material y
la informacin de su comportamiento a traccin se puede deducir fcilmente.
La torsin en s se refiere a un desplazamiento circular de una determinada seccin
transversal de un elemento cuando se aplica sobre ste un momento torsor o
una fuerza que produce un momento torsor alrededor del eje (Ver figura 62). El ngulo
de torsin vara longitudinalmente.
Descripcin del ensayo de torsin.
El ensayo de torsin consiste en aplicar un par torsor a una probeta por medio de un
dispositivo de carga y medir el ngulo de torsin resultante en el extremo de la
probeta. Este ensayo se realiza en el rango de comportamiento linealmente elstico
del material.
Los resultados del ensayo de torsin resultan tiles para el clculo de elementos de
mquina sometidos a torsin tales como ejes de transmisin, tornillos, resortes de
torsin y cigeales.
Las probetas utilizadas en el ensayo son de seccin circular. El esfuerzo cortante
producido en la seccin transversal de la probeta (t ) y el ngulo de torsin (q ) estn
dados por las siguientes relaciones:
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 77
Figura 62. Angulo de torsin.
Donde:
: Momento torsor .
C: Distancia desde el eje de la probeta hasta el borde de la seccin transversal =
.
: Momento polar de inercia de la seccin transversal .
: Mdulo de rigidez .
: Longitud de la probeta
Mquina para el Ensayo de Torsin.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
78 J.A.C.
Figura 63: Mquina para el ensayo de Torsin.
Descripcin General de la Mquina:
La mquina de torsin, est destinada a ser usada en los Laboratorios de Ensayo
de Materiales, en las Escuelas de Ingeniera Industrial, Civil, Elctrica, Mecnica, etc.
Especificaciones:
Nombre: Mquina manual para pruebas de torsin.
Capacidad: Hasta 1,500 kg. cm.
Registro de la carga: Electrnico con indicacin digital del valor del par.
Voltaje: 115 V.
Longitud Mxima de Probeta: 225 mm.
Dimetro Mximo de Probeta: 9.525 mm (ACERO).
rea ocupada en Mesa De Trabajo:
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 79
Altura Mxima: 40 cm.
Relacin del Reductor: .
Capacidad del fusible: 0.75 A.
Aceite para el Reductor: SAE-90.
La mquina consta de una barra (1), que soporta todas las partes de la misma. Las
patas ajustables (2), permiten la nivelacin de la mquina. Los mandriles (3, 4) son
para fijar las probetas. Del lado derecho de la mquina, se tiene un reductor
de velocidad, de tornillo sinfn y rueda helicoidal, en cuya de salida est
montado un mandril (3). La base del reductor, est fija en la barra (1) y fijarlo, si se
desea, en cualquier punto con la palanca (6) y la cua (7).
El transportador (8) mide aproximadamente los ngulos totales de torsin de la
probeta. El volante (9) montado en la flecha de entrada del reductor, permite aplicar el
par de torsin.
Del lado izquierdo de la mquina, se tiene el cabezal con el otro mandril (4) y
el sistema electrnico de registro. Este sistema de registro, emplea como transductor
una celda de carga (10) unida al mandril (4) mediante un eje (11), montado sobre
baleros (12) para reducir al mnimo la friccin. La cubierta (13) contiene tambin las
partes electrnicas del sistema de registro de la carga. En el (14) se puede leer
el valor del par aplicado a la probeta en kg. - cm.
En el lateral derecho, se tiene un interruptor para encender/apagar la mquina (15).
En la parte trasera, el fusible de proteccin (16) y la clavija para conectar la mquina
en 115 V. (17).
Finalmente, en el lateral derecho del cabezal, se encuentra el ajustador a cero del
sistema (18).
Instalacin.
La mquina puede quedar convenientemente instalada sobre una mesa firme. No
requiere anclaje, pero si conviene tener cerca un contacto de 115 V/60 HZ.
El equipo se suministra sin aceite en el reductor, por lo que es conveniente ponerle el
necesario de (SAE-90).
Accesorios.
La mquina se complementa con un "TORSIOMETRO" que permite medir ngulos
directamente sobre la probeta.
Operacin de la mquina.
La probeta se coloca entre las mordazas. Se ajusta primero el mandril del lado del
cabezal de medicin (4) y luego girando el volante (9) se alinean el mandril opuesto (3)
y se aprieta. Se hace girar el transportador (8) para ponerlo en la posicin de cero.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
80 J.A.C.
Se enciende la maquina unos 15 minutos antes de empezar a usarla, para permitir que
el registrador electrnico entre en rgimen. Al encender la mquina, se ver iluminada
la pantalla (14). La mquina est lista para aplicar carga a la probeta, lo cual se hace
girando el volante (9). Hay que tener en cuenta que una vuelta del volante,
corresponde a 6 de torsin de la probeta.
Es conveniente aplicar la carga de incrementos de torsin de la probeta de 0.2 a 1.0
grados, por cada incremento, segn el material de que se trate.
Sugerencia para incremento de deformacin para distintos materiales:
Figura 64: Incremento de deformacin sugerido para distintos materiales.
Incremento
Material
Grados
Acero al C. 0.15 % 0.5
Acero al C. 0.15 % Normalizado 0.2
Acero al C. 0.4 % 0.5
Acero al C. 0.4 % Normalizado 0.4
Hierro Vaciado 0.5
Latn 0.5
Aluminio 1.0
El par de torsin se transmite a la probeta y de sta al sistema electrnico de medicin
que muestra en la pantalla (14) el valor del par de torsin en kg.cm. El ngulo de
torsin aproximado para toda la longitud de la probeta, se puede ver en el
transportador (8).
Operacin del Torsimetro.
El torsimetro es una figura de precisin para medir directamente en la probeta, el
ngulo de torsin de la misma.
En la figura 2 se muestra un dibujo esquemtico del torsimetro. Este se monta sobre
la seccin cilndrica de la probeta (1) y primero se fija la pieza (6) mediante su tornillo
(2). Las piezas (3), (4) y (5), forman un conjunto que se coloca despus de haber
situado el separador (7). Este separador permite tener entre puntas de los tornillos (2)
una distancia de exactamente 50 mm.
La tuerca (3), permite fijar el brazo (4) contra la pieza (5). El apriete contra el
separador. Debe permitir el deslizamiento de las partes.
La pieza (6) tiene un brazo donde se monta al comparador (8), cuyo palpador hace
contacto con la pieza (4), para medir el desplazamiento relativo entre las dos secciones
de apoyo entre puntos. Cuando se tiene fijo el torsimetro en la probeta y esta se
sujeta a esfuerzo, se presenta un giro entre las secciones coincidentes con los ejes de
los tornillos (2) y este giro se transmite por la pieza (4) hasta el vstago del
comparador que registrara en su cartula una cierta magnitud en centsimos de
milmetros.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 81
Figura 64: Torsimetro.
Figura 65: Vista superior del Torsimetro.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
82 J.A.C.
Figura 66: Partes del Torsimetro.
Figura 67: Montale de la probeta en un Torsimetro.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 83
Figura 68: Ensayo de torsin. Registro de tensiones de deformacin.
Las maquinas realizan la medida y la valoracin de los siguientes parmetros:
Fuerza de apriete inicial de la unin atornillada.
1. Par de apriete total.
2. Par de aflojado total.
3. Par de rozamiento bajo la cabeza del tornillo.
4. Par de rozamiento de la rosca.
5. ngulo.
6. Dilatacin
En las mquinas de ensayo de tornillera, utiliza detectores especiales
patentados de componentes mltiples, modelo 201, que operan como cabezales de
medida.
Para realizar la medida simultnea y ONLINE de todos estos parmetros y para su
procesamiento, se necesitan tarjetas de PC especiales, modelo 840 (WIN 95, 98, ME,
NT, 2000), y el software 940 (WIN 95, 98, ME, NT, 2000).
En principio, las tarjetas y el software son iguales que en las mquinas universales de
ensayo, con las ampliaciones especficas para las funciones y valoraciones que
requieren los ensayos en tortillera.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
84 J.A.C.
Figura 69: mquina de ensayo.
Las balanzas de torsin, estn construidas para calcular las fuerzas elctricas,
magnticas o gravitatorias muy pequeas a partir del ngulo que forma un brazo al
girar, antes de que la resistencia ejercida por la fuerza de torsin detenga
su movimiento. Fue diseada originalmente por el gelogo britnico ,y
mejorada por el qumico y fsico de la misma nacionalidad . El
instrumento fue inventado de forma independiente por el fsico francs Charles de
Coulomb, que lo emple para medir la atraccin elctrica y magntica.
Una balanza de torsin est formada por dos esferas pequeas, que suelen tener una
masa del orden de 1 g y van unidas a los extremos de una varilla horizontal suspendida
por su centro de un alambre fino o, en los experimentos ms recientes, de una fibra de
cuarzo. Si, por ejemplo, se colocan dos esferas grandes de plomo junto a las esferas de
la balanza, pero en lados opuestos, las esferas de la balanza se vern atradas por las
esferas grandes y el alambre o la fibra experimentarn una torsin.
El grado de torsin se mide a travs del movimiento de un rayo de luz reflejado por la
varilla sobre una escala. Esto permite hallar la fuerza gravitacional entre las dos masas.
El vernier, conocido tambin como pie de rey, consiste usualmente en una regla fija de
12 cm. con precisin de un milmetro, sobre la cual se desplaza otra regla mvil o
nonio. El nonio del vernier divide 9mm en 20 partes iguales de manera que pueden
efectuarse lecturas con una precisin de un vigsimo de milmetro.
La precisin de estos instrumentos depende mucho de la calidad y estado del
instrumento en s; por ejemplo, hay vernieres que son precisos hasta el milsimo de
una pulgada (.001"), cuando otros son aun ms precisos (.0005").
La medida se lee en decimales de pulgada o de unidades mtricas; algunos presentan
ambas unidades.
A parte de los vernieres quizs ms conocidos, estn los que se pueden considerar
como "digitales", si es que muestran la medida en una pantalla.
Existen los que son de una longitud y alcance de 4". Quiz ms comunes son los de 6",
pero tambin los hay de 12" y ms. Este instrumento es verstil por su diseo, pues
permite medir en distintas formas.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 85
Materiales y Equipos.
1. Mquina para ensayo de torsin.
2. Extensmetro.
3. Vernier.
4. Probetas.
Procedimiento.
1. Medir el dimetro de la probeta.
2. Fijar la probeta a las mordazas fijas y mviles de la mquina de torsin,
ajustndola con los tornillos de fijacin.
3. Montar el extensmetro y calibrarlo en cero.
4. Aplicar una carga.
5. Leer el ngulo de torsin correspondiente y registrar el valor en la tabla 22.
6. Repetir el procedimiento con distintos valores de carga.
Tabla Datos.
Material Cobre
D (mm) 9,00
LAB (mm) 500
LBC (mm) 200
F ( N ) ( )
0,00 0,00
2,50 0,82
7,50 1,51
12,50 2,10
17,50 3,30
22,50 4,01
27,50 4,68
32,50 5,55
37,50 6,40
42,50 7,08
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
86 J.A.C.
Grafico.
Figura 70: Grafico.
Anlisis de resultados.
Podemos ver que el modulo de rigidez hallado comprende los resultados esperados,
adems pudimos Estudiar las caractersticas de la fractura por torsin en materiales
dctiles y frgiles. Y determinar la relacin entre momento torsor y deformacin
angular para los materiales ensayados. Tambin que La deformacin plstica
alcanzable con este tipo de ensayos es mucho mayor que en los de traccin (estriccin)
o en los de compresin.
Conclusiones.
Pudimos reconocer y aplicar un nuevo ensayo muy til para nuestra vida como futuros
ingenieros, tambin hemos reconocido el funcionamiento y manejo de la mquina
para ensayo de torsin.
Como conclusin principal podemos decir que La Torsin en s, se refiere a la
deformacin helicoidal que sufre un cuerpo cuando se le aplica un par de fuerzas
(sistema de fuerzas paralelas de igual magnitud y sentido contrario).
Los resultados del ensayo de torsin resultan tiles para el clculo de elementos de
mquina sometidos a torsin tales como ejes de transmisin, tornillos, resortes de
torsin y cigeales.
Bibliografa
DAVIS, Harmer E. Y TROXELL, George E. Ensaye de los materiales en ingeniera: 7
ED. Mxico: C.E.C.S.A. 1979. 477 p.
NORMA TCNICA COLOMBIANA NTC 4525. Terminologa de ensayos mecnicos.
Instituto Colombiano de Normas Tcnicas y Certificacin. ICONTEC. 1998-10-28.
BEER, Ferdinand P. y JOHNSTON, E. Russell. Mecnica de materiales. 2 ed. Mxico:
McGraw Hill, 1999. 742 p. ISBN 958-600-127-X.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 87
Se define que un material trabaja a fluencia, comportamiento visco elstico, cuando
experimenta alargamientos crecientes en funcin del tiempo, an para cargas
aplicadas constantes. Los ensayos de fluencia se realizan para analizar las
caractersticas resistentes de los materiales en las condiciones que muestran un
comportamiento visco elstico.
Figura 71: Esquema del ensayo de fluencia
El comportamiento visco elstico es caracterstico de materiales plsticos a
temperatura, incluida la ambiente; y tambin materiales metlicos en ciertos rangos
de temperaturas. El equipo de ensayo es, en consecuencia, una mquina de ensayos
de traccin provista de un horno, contenedor de la probeta, con control de la
temperatura de ensayo. La figura 2.14 indica el esquema del ensayo.
Como en el ensayo de traccin, deben registrarse las deformaciones,
sobre la probeta, y adems los tiempos transcurridos, te, en correspondencia con las
deformaciones sufridas.
El ensayo de fluencia se realiza habitualmente segn el procedimiento, que se
comenta a continuacin, que considera el objetivo de correlacionar deformaciones,
, y tiempos, , para una carga, , y temperatura, , constantes (CREEP).
Es el siguiente:
a. Marcar la longitud de la probeta con dos puntos separados 10 mm.
b. Montar la probeta en las mordazas de pa prensa y en el interior del horno de
calentamiento.
c. Efectuar la elevacin de temperatura hasta alcanzar la temperatura de ensayo
.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
88 J.A.C.
d. Elevar la carga de la prensa hasta el nivel requerido, , en el que se obtiene
respuesta de fluencia en el material, y mantener la carga hasta la fractura.
e. Registrar para cada ensayo la sucesin de los valores de las variables , , .
Y .
f. Repetir el ensayo para otras combinaciones de las variables .
En la figura 72 se representan los registros de los parmetros funcin del tiempo de
ensayo, para cada carga de ensayo constante y temperatura de ensayo igualmente
constante .
Figura 72: Curvas de fluencia para el acero AE235 con F = 12 KN.
Se utiliza como probetas, las especificadas en el ensayo de traccin, acero AE235, con
una longitud inicial , sometida a la temperatura .
Ensayo de relajacin de tensiones.
Una alternativa del ensayo de fluencia (CREEP) es cuando se investiga las correlaciones
entre las tensiones y el tiempo para una temperatura y velocidad de deformacin
constante, L/L0 = cte. Es el denominado ensayo de relajacin de tensiones (stress,
relajacin). En este supuesto, el ensayo se realiza de forma similar a la fluencia,
sustituyendo a partir del punto d, en la siguiente forma:
d. Elevar la carga de la prensa hasta el nivel requerido y variable de modo que se
consiga la velocidad de deformacin prefijada.
e. Registrar en cada ensayo los valores de las variables:
Figura 73: Registro de resultados en un ensayo de relajacin de tensiones.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 89
En la figura 73 se describe la grfica que correlaciona tensiones y tiempos para un
determinado nivel de velocidad de deformacin obtenido para el material polimrico,
polietileno de alta densidad, a temperatura ambiente.
Sobre el Ensayo de Fluencia.
Correlacin tensin-deformacin en fluencia.
Analizamos grficamente la correlacin entre las tensiones,
para los parmetros Te constante, durante todo el proceso del ensayo y comparamos
con la correlacin obtenida en el ensayo de traccin anterior podemos
establecer la correlacin grfica haciendo uso de las expresiones 2.2 y 2.3 del
ensayo de traccin, es decir:
Lo que significa una deformacin creciente continuamente con valores mximos:
Con estas expresiones de cambio de variable pasamos a los diagramas
representados en la figura 74.
Figura 74: Correlacin grfica s-e para Te indicadas.
La comparacin cualitativa con los diagramas del ensayo de traccin, nos
permite observar:
a. El arranque de la curva a partir del = 0 prcticamente es de 90 cuando en el
ensayo de traccin existe una pendiente E = / , mdulo de elasticidad, dando
una respuesta lineal. En fluencia no existe periodo elstico.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
90 J.A.C.
b. A partir de la subida brusca, las tensiones permanecen invariantes para cada
nivel de temperaturas, zona plana del diagrama, registrndose alargamientos
crecientes en el tiempo. En el diagrama de traccin, en el denominado periodo
plstico, las tensiones,
manifestacin de un proceso de endurecimiento. En fluencia estn inhibidos los
procesos de endurecimiento. El periodo denominado secundario muestra
invarianza de las tensiones requeridas para proseguir el proceso de
deformacin con gradiente constante.
c. A partir de los puntos sealados en la figura, aparece la irreversibilidad del
proceso pues la carga F requerida para seguir la fluencia es menor. Se debe,
como en el caso del ensayo de traccin, a la localizacin de la fluencia en un
punto con la disminucin en mayor grado de la seccin resistente hasta
producirse la rotura. El punto b de inflexin, como el m del ensayo de traccin,
indica el inicio de la ruina total de la probeta. Es el periodo terciario.
Aplicabilidad de la fluencia a los materiales en servicio.
La posibilidad de aplicar materiales a servicios con temperaturas en que se muestre la
fluencia implica admitir deformaciones permanentes e que sern crecientes por el
tiempo de servicio de la pieza, pues al no disponer de periodo elstico no podemos
aplicarlos a temperaturas de fluencia bajo las hiptesis de elasticidad, modelos
elsticos.
En fluencia la aplicabilidad de los materiales en servicio exige admitir deformaciones
permanentes.
Correlacin bsica en fluencia.
A partir de la figura 75 podemos establecer las correlaciones grficas por los cambios
de variables de las expresiones 2.2 y 2.3.
Figura 75: Correlacin e-t para cada variable si y Ti de ensayo.
En la modelizacin se consideran como en la cuestin anterior los tres
periodos:
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 91
a. Primario o transitorio, 0 a. En ste el gradiente de alargamientos es muy alto
con corta extensin del periodo. No es interesante como aplicacin industrial
su modelizacin.
b. Secundario, a-b. En este periodo las deformaciones mantienen una cierta
linealidad con los tiempos de ensayo. Se establece:
(1)
El modelo genrico al integrar la expresin 1 es:
(2)
Siendo y , funcin del material, de la temperatura de ensayo, Te, y de la
tensin de ensayo, .
c. Terciario, b-c. Este periodo es irreversible hasta la fractura, luego no puede
interesarnos ms que la definicin del punto b, punto que indica la mxima deformacin
estable, m, que es capaz de soportar el material.
En el proceso de fluencia, la mayor importancia sucede en el periodo denominado
secundario, caracterizado por la correlacin lineal entre las deformaciones y los
tiempos, o sus logaritmos.
El modelo de clculo en fluencia.
Como ya se ha citado, slo puede obtenerse aplicabilidad de la resistencia a fluencia
cuando se admite el servicio de las piezas con deformaciones permanentes. Sin
embargo, el diseo puede o debe imponer una limitacin a las deformaciones
permanentes que pueda tomar la pieza, max, las que obviamente deben ser
inferiores a las mximas del periodo secundario m.
Desde aqu el diseo define el tiempo mximo de servicio, , que la pieza puede
estar en la mquina, despejando de la expresin 2.
(3)
Para las condiciones de y Te que determinan el valor de .
En resumen, las bases del diseo en fluencia son:
Disear admitiendo deformaciones permanentes.
Imponer una limitacin a las deformaciones permanentes,
Seleccionar la tensin ptima, para la temperatura de servicio; lo que nos
identifica
Calcular el tiempo de servicio de acuerdo con la expresin 3.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
92 J.A.C.
El plan de mantenimiento de una pieza que trabaja a fluencia, debe especificar
claramente las horas de servicio para proceder a su reposicin.
La seccin de fractura en fluencia.
La seccin fracturada se sita en una zona de alta estriccin con una seccin que se ha
reducido fuertemente, en mayor grado cuando sus temperaturas son mayores. La
morfologa es fibrosa y griscea como corresponde a la fractura de tipo dctil. La
fractura en fluencia es de tipo dctil: fibrosa, gris y acompaada de alta estriccin.
En ingeniera y, en especial, en ciencia de los materiales, la fatiga de materiales se
refiere a un fenmeno por el cual la rotura de los materiales bajo cargas dinmicas
cclicas se produce ms fcilmente que con cargas estticas. Aunque es un fenmeno
que, sin definicin formal, era reconocido desde la antigedad, este comportamiento
no fue de inters real hasta la Revolucin Industrial, cuando, a mediados del siglo
XIX comenzaron a producir las fuerzas necesarias para provocar la rotura con cargas
dinmicas son muy inferiores a las necesarias en el caso esttico; y a desarrollar
mtodos de clculo para el diseo de piezas confiables. Este no es el caso de
materiales de aparicin reciente, para los que es necesaria la fabricacin y el ensayo de
prototipos.
1. Denominado ciclo de carga repetida, los mximos y mnimos son asimtricos
con respecto al nivel cero de carga.
2. Aleatorio: el nivel de tensin puede variar al azar en amplitud y frecuencia.
La amplitud de la tensin vara alrededor de un valor medio, el promedio de las
tensiones mxima y mnima en cada ciclo:
El intervalo de tensiones es la diferencia entre tensin mxima y mnima
La amplitud de tensin es la mitad del intervalo de tensiones.
El cociente de tensiones R es el cociente entre las amplitudes mnima y mxima.
Por convencin, los esfuerzos a traccin son positivos y los de compresin son
negativos. Para el caso de un ciclo con inversin completa de carga, el valor de es
igual
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 93
Estas curvas se obtienen a travs de una serie de ensayos donde una probeta del
material se somete a tensiones cclicas con una amplitud mxima relativamente
grande (aproximadamente 2/3 de la resistencia esttica a traccin). Se cuentan los
ciclos hasta rotura. Este procedimiento se repite en otras probetas a amplitudes
mximas decrecientes.
Los resultados se representan en un diagrama de tensin, S, frente al logaritmo del
nmero N de ciclos hasta la rotura para cada una de las probetas. Los valores de S se
toman normalmente como amplitudes de la tensin .
Se pueden obtener dos tipos de curvas S-N. A mayor tensin, menor nmero de ciclos
hasta rotura. En algunas aleaciones frreas y en aleaciones de titanio, la curva S-N se
hace horizontal para valores grandes de N, es decir, existe una tensin lmite,
denominada lmite de fatiga, por debajo del cual la rotura por fatiga no ocurrir.
Figura 76: Curva S-N representativa.
Suele decirse, de manera muy superficial, que muchas de las aleaciones no frreas
(aluminio, cobre, magnesio, etc.) no tienen un lmite de fatiga, dado que la curva S-N
contina decreciendo al aumentar N. Segn esto, la rotura por fatiga ocurrir
independientemente de la magnitud de la tensin mxima aplicada, y por tanto, para
estos materiales, la respuesta a fatiga se especificara mediante la resistencia a la
fatiga que se define como el nivel de tensin que produce la rotura despus de un
determinado nmero de ciclos. Sin embargo, esto no es exacto: es ingenuo creer que
un material se romper al cabo de tantos ciclos, no importa cun ridculamente
pequea sea la tensin presente.
En rigor, todo material cristalino (metales,...) presenta un lmite de fatiga. Ocurre que
para materiales como la mayora de los frricos, dicho lmite suele situarse en el
entorno del milln de ciclos (para ensayos de probeta rotatoria), para tensiones
internas que rondan 0,7-0,45 veces el lmite elstico del material; mientras que para
aquellos que se dicen sin lmite de fatiga, como el aluminio, se da incluso para
tensiones muy bajas (en el aluminio, de 0,1-0,2 veces dicho lmite), y aparece a ciclos
muy elevados (en el aluminio puede alcanzar los mil millones de ciclos; en el titanio
pueden ser, segn aleaciones, cien millones de ciclos o incluso, excepcionalmente el
billn de ciclos). Como en general no se disean mquinas ni elementos de manera
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
94 J.A.C.
que las mximas tensiones sean de 0,1-0,2 veces el lmite elstico del material, pues en
ese caso se estaran desaprovechando buena parte de las capacidades mecnicas del
material, y como tampoco se suele disear asumiendo valores de vida por encima del
milln de ciclos, en la prctica este tipo de materiales no van a poder presentar su
lmite de fatiga, aunque s lo tienen.
Figura 77: Curva S-N de un Aluminio frgil, se puede observar cmo la curva decrece y tiende a
decrecer hasta llegar a rotura.
Esta confusin surge de la propia naturaleza de las curvas S-N de , que fueron
concebidas en el siglo XIX para los aceros. Al ampliarse el tipo de materiales metlicos
usuales en ingeniera, los mismos conceptos y las mismas curvas se trasladaron a otros
metales cuyo comportamiento a fatiga es esencialmente diferente (de hecho, es una
caracterstica propia de la fatiga la gran variabilidad de comportamientos que presenta
en los distintos tipos de materiales). Y como quiera que el acero ha sido y es la piedra
angular de la ingeniera, interesaba comparar las propiedades de los dems metales
con respecto al mismo: es y era comn que, al ensayar materiales, los ensayos se
suspendieran una vez superado el milln de ciclos, considerando que no interesaba
caracterizar materiales por encima de ese lmite temporal.
Otro parmetro importante que caracteriza el comportamiento a fatiga de un material
es la vida a fatiga . Es el nmero de ciclos para producir una rotura a un nivel
especificado de tensiones.
Adems, el conocimiento del comportamiento a fatiga no es igual en todos los
materiales: el material mejor conocido, ms ensayado y ms fiable en cuanto a
predicciones a fatiga es la familia de los aceros. De otros materiales metlicos de uso
comn como el aluminio, el titanio, aleaciones de cobre, nquel, magnesio o cromo, se
dispone de menos informacin (decreciente sta con la novedad de la aleacin),
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 95
aunque la forma de los criterios de clculo a fatiga y de las curvas S-N parece regular, y
es parecida a la de los de los aceros, y se considera que su fiabilidad es alta. Para
materiales cermicos, por el contrario, se dispone de muy poca informacin, y de
hecho, el estudio de la fatiga en ellos y en polmeros y materiales compuestos es un
tema de candente investigacin actual.
Figura 78: Resistencia a la fatiga para diversos materiales.
En todo caso, existe una diferencia notable entre la teora y la realidad. Esto conduce a
incertidumbres significativas en el diseo cuando la vida a fatiga o el lmite de fatiga
son considerados. La dispersin en los resultados es una consecuencia de la
sensibilidad de la fatiga a varios parmetros del ensayo y del material que son
imposibles de controlar de forma precisa. Estos parmetros incluyen la fabricacin de
las probetas y la preparacin de las superficies, variables metalrgicas, alineamiento
de la probeta en el equipo de ensayos, tensin media y frecuencia de carga del ensayo.
Aproximadamente la mitad de las probetas ensayadas se rompen a niveles de tensin
que estn cerca del 25% por debajo de la curva. Esto suele asociarse a la presencia de
fuentes de concentracin de tensiones internas, tales como defectos, impurezas,
entallas, ralladuras,..., que han permanecido sin detectar.
Se han desarrollado tcnicas estadsticas y se han utilizado para manejar este fallo en
trminos de probabilidades. Una manera adecuada de presentar los resultados
tratados de esta manera es con una serie de curvas de probabilidad constante.
Fatiga de bajo nmero de ciclos .
Fatiga de alto nmero de ciclos ciclos.
Inicio de propagacin de la grieta.
El proceso de rotura por fatiga se desarrolla a partir del inicio de la grieta y se contina
con su propagacin y la rotura final.
Inicio.
Las grietas que originan la rotura o fractura casi siempre nuclean sobre la superficie en
un punto donde existen concentraciones de tensin (originadas por diseo o acabados,
ver Factores).
Las cargas cclicas pueden producir discontinuidades superficiales microscpicas a
partir de escalones producidos por deslizamiento de dislocaciones, los cuales actuarn
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
96 J.A.C.
como concentradores de la tensin y, por tanto, como lugares de de
grietas.
Propagacin.
Etapa I: una vez nucleada una grieta, entonces se propaga muy lentamente y,
en metales poli cristalinos, a lo largo de planos cristalogrficos de tensin de
cizalladura alta; las grietas normalmente se extienden en pocos granos en esta
fase.
Etapa II: la velocidad de extensin de la grieta aumenta de manera vertiginosa y
en este punto la grieta deja de crecer en el eje del esfuerzo aplicado para
comenzar a crecer en direccin perpendicular al esfuerzo aplicado. La grieta
crece por un proceso de y agudizamiento de la punta a causa de
los ciclos de tensin.
Rotura.
Al mismo tiempo que la grieta aumenta en anchura, el extremo avanza por continua
deformacin por cizalladura hasta que alcanza una configuracin enromada. Se alcanza
una dimensin crtica de la grieta y se produce la rotura.
La regin de una superficie de fractura que se form durante la etapa II de
propagacin puede caracterizarse por dos tipos de marcas, denominadas marcas de
playa y estras. Ambas indican la posicin del extremo de la grieta en diferentes
instantes y tienen el aspecto de crestas concntricas que se expanden desde los
puntos de iniciacin. Las marcas de playa son macroscpicas y pueden verse a simple
vista.
Las marcas de playa y estras no aparecen en roturas rpidas.
Velocidad de propagacin.
Los resultados de los estudios de fatiga han mostrado que la vida de un componente
estructural puede relacionarse con la velocidad de crecimiento de la grieta. La
velocidad de propagacin de la grieta es una funcin del nivel de tensin y de la
amplitud de la misma.
Dnde:
A y m son constantes para un determinado material.
K Factor de intensidad de tensiones.
pendiente de la curva de velocidad de crecimiento.
El valor de m normalmente est comprendido entre 1 y 6.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 97
O bien
Desarrollando estas expresiones a partir de grficas generadas por ellas mismas, se
puede llegar a la siguiente ecuacin:
Dnde:
Nmero de ciclos hasta rotura.
Parmetro independiente de la longitud de la grieta.
y Siguen siendo parmetros definidos por el material.
Es la longitud crtica de la grieta.
Longitud de grieta inicial.
Se puede calcular por:
Dnde:
Es la tenacidad de fractura de deformaciones planas.
Estas frmulas fueron generadas por Paul C. Paris en 1961 realizando una grfica
logartmica log-log de la velocidad de crecimiento de grieta contra el factor de
intensidad de tensiones mostrando una relacin lineal en la grfica. Utilizando esta
grfica se pueden realizar predicciones cuantitativas sobre la vida residual de una
probeta dado un tamao de grieta particular. Se encuentra as el comienzo de la
iniciacin o iniciacin rpida de grieta.
Factores que intervienen.
Son diversos los factores que intervienen en un proceso de rotura por fatiga aparte de
las tensiones aplicadas. As pues, el diseo, tratamiento superficial y endurecimiento
superficial pueden tener una importancia relativa.
Diseo.
El diseo tiene una influencia grande en la rotura de fatiga. Cualquier discontinuidad
geomtrica acta como concentradora de tensiones y es por donde puede nuclear la
grieta de fatiga. Cuanto ms aguda es la discontinuidad, ms severa es la
concentracin de tensiones.
La probabilidad de rotura por fatiga puede ser reducida evitando estas irregularidades
estructurales, o sea, realizando modificaciones en el diseo, eliminando cambios
bruscos en el contorno que conduzcan a cantos vivos, por ejemplo, exigiendo
superficies redondeadas con radios de curvatura grandes.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
98 J.A.C.
Tratamientos superficiales.
En las operaciones de mecanizado, se producen pequeas rayas y surcos en la
superficie de la pieza por accin del corte. Estas marcas limitan la vida a fatiga pues
son pequeas grietas las cuales son mucho ms fciles de aumentar. Mejorando el
acabado superficial mediante pulido aumenta la vida a fatiga.
Uno de los mtodos ms efectivos de aumentar el rendimiento es mediante esfuerzos
residuales de compresin dentro de una capa delgada superficial. Cualquier tensin
externa de traccin es parcialmente contrarrestada y reducida en magnitud por el
esfuerzo residual de compresin. El efecto neto es que la probabilidad de nucleacin
de la grieta, y por tanto de rotura por fatiga se reduce.
Este proceso se llama granallado o . Partculas pequeas y duras con
dimetros del intervalo de 0,1 a 1,0 mm son proyectadas a altas velocidades sobre la
superficie a tratar. Esta deformacin induce tensiones residuales de compresin.
Endurecimiento superficial.
Es una tcnica por la cual se aumenta tanto la dureza superficial como la vida a fatiga
de los aceros aleados. Esto se lleva a cabo mediante procesos de carburacin y
nitruracin, en los cuales un componente es expuesto a una atmsfera rica en carbono
o en nitrgeno a temperaturas elevadas. Una capa superficial rica en carbono en
nitrgeno es introducida por difusin atmica a partir de la fase gaseosa. Esta capa es
normalmente de 1mm de profundidad y es ms dura que el material del ncleo. La
mejora en las propiedades de fatiga proviene del aumento de dureza dentro de la
capa, as como de las tensiones residuales de compresin que se originan en el
proceso de cementacin y nitruracin.
Influencia del medio.
El medio puede afectar el comportamiento a fatiga de los materiales. Hay dos tipos de
fatiga por el medio: fatiga trmica y fatiga con corrosin.
Fatiga trmica.
La fatiga trmica se induce normalmente a temperaturas elevadas debido a tensiones
trmicas fluctuantes; no es necesario que estn presentes tensiones mecnicas de
origen externo. La causa de estas tensiones trmicas es la restriccin a la dilatacin y o
contraccin que normalmente ocurren en piezas estructurales sometidas a variaciones
de temperatura. La magnitud de la tensin trmica resultante debido a un cambio de
temperatura depende del coeficiente de dilatacin trmica y del mdulo de
elasticidad. Se rige por la siguiente expresin:
Dnde:
Tensin trmica.
Coeficiente de dilatacin trmica.
Modulo de elasticidad.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 99
Incremento de temperatura.
Figura 79: Suela de zapato sometido a ensayo de fatiga.
Fatiga esttica (corrosin-fatiga).
La fatiga con corrosin ocurre por accin de una tensin cclica y ataque qumico
simultneo. Lgicamente los medios corrosivos tienen una influencia negativa y
reducen la vida a fatiga, incluso la atmsfera normal afecta a algunos materiales. A
consecuencia pueden producirse pequeas fisuras o picaduras que se comportarn
como concentradoras de tensiones originando grietas. La de propagacin tambin
aumenta en el medio corrosivo puesto que el medio corrosivo tambin corroer el
interior de la grieta produciendo nuevos concentradores de tensin.
Introduccin
El desgaste es conocido desde que el ser humano comenz a til zar elementos
naturales que le servan como utensilios domsticos. Este fenmeno al igual que la
corrosin y la fatiga, es una de las formas ms importantes de degradacin de piezas,
elementos mecnicos y equipos industriales. El desgaste puede ser definido como el
dado superficial sufrido por los materiales despus de determinadas condiciones de
trabajo a los que son sometidos. Este fenmeno se manifiesta por lo general en las
superficies de los materiales, llegando a afectar la sub-superficie. El resultado del
desgaste, es la prdida de material y la subsiguiente disminucin de las dimensiones y
por tanto la prdida de tolerancias. Los mecanismos de dado en los materiales se
deben principalmente a deformacin plstica, formacin y propagacin de grietas,
corrosin y/o desgaste
Desde que el desgaste comenz a ser un tpico importante y que necesitaba estudiado
y entendido, comenzaron a aparecer en los libros de diseo y en la mente de los
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
100 J.A.C.
diseadores, ideas sencillas de cmo prevenirlo o combatirlo, entre esas ideas se
tienen:
1. Mantener baja la presin de contacto.
2. Mantener baja la velocidad de deslizamiento.
3. Mantener lisas las superficies de rodamientos.
4. Usar materiales duros.
5. Asegurar bajos coeficientes de friccin.
6. Usar lubricantes.
Tipos de desgaste. Desgaste por fatiga de contacto. Este tipo de desgaste ocurre
cuando piezas son sometidas a elevados esfuerzos, los cuales provocan la aparicin y
propagacin de grietas bajo la accin repetitiva de estos. En el caso de piezas
sometidas a deslizamiento, las capas superficiales sufren intensas deformaciones como
resultado de la accin simultnea de las tensiones de contacto y de la fuerza de
friccin. Los esfuerzos a los que estn sometidos los materiales particularmente en las
capas superficiales, promueven en la mayora de los casos, alteraciones en la
estructura cristalina y en el tamao de grano. Con las nuevas tecnologas se ha
necesitado de materiales, que a travs de modernos procesos de produccin o de
tratamiento trmico, presenten una combinacin especial de micro estructura y
propiedades mecnicas, garantizando con esto, niveles de tolerancia, acabado
superficial y desvos de forma y posicin cada vez mejores. Por otra parte las leyes son
cada vez ms rigurosas, controlando los niveles de ruido y contaminantes perjudiciales
para el hombre y el medio ambiente que provienen de selecciones equivocadas de
materiales o procesos de producan empricos. El picado originado a partir de grietas,
es una de las fallas por fatiga de contacto superficial tpica de elementos de mquinas,
los cuales trabajan bajo rgimen de lubricacin y elevadas
cargas superficiales. Este es el caso de cojinetes de rodamiento y ruedas dentadas en
su punto de contacto. Aqu, el mecanismo principal de falla es la aparicin y
propagacin de grietas despus que las superficies han almacenado una determinada
deformacin plstica. Por esto, es importante el buen acabado superficial y la correcta
seleccin y filtrado de los lubricantes.
Segn (1998), la fatiga de contacto se debe al aparecimiento de
transformaciones micro estructurales o de cohesiones localizadas que conducen al
dado de las superficies.
Desgaste abrasivo.
Definicin.
La Norma ASTM G40-92 define el desgaste abrasivo como la prdida de masa
resultante de la interaccin entre partculas o asperezas duras que son forzadas contra
una superficie y se mueven a lo largo de el a. La diferencia entre desgaste abrasivo y
desgaste por deslizamiento es el grado de desgaste entre los cuerpos involucrados
(mayor en el desgaste abrasivo), ya sea por la naturaleza, tipo de material,
composicin qumica, o por la configuracin geomtrica. Como se muestra en la figura
7, existen bsicamente de los tipos de desgaste abrasivo, estos son: desgaste abrasivo
a de los cuerpos o a tres cuerpos. En abrasin a de los cuerpos, el desgaste es causado
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 101
por rugosidades duras pertenecientes a una de las superficies en contacto, mientras
que la abrasin a tres cuerpos, el desgaste es provocado por partculas duras sueltas
entre las superficies que se encuentran en movimiento relativo. Como ejemplo de
desgaste abrasivo a dos cuerpos, se tiene
un taladro penetrando una roca, mientras que a tres cuerpos se puede citar el
desgaste sufrido por las mandbulas de una trituradora al quebrar la roca, o por la
presencia de partculas contaminantes en un aceite que sirve para lubricar de los
superficies en contacto deslizante.
Figura 80: Desgaste abrasivo a) a de los cuerpos y b) a tres cuerpos
La figura 80 muestra la influencia del tamao de partcula generada durante el
desgaste o inherente al sistema en la definicin del mecanismo de desgaste operante.
El mecanismo de adhesin es verificado para tamaos de partculas menores de 10
m, que corresponden a tamaos caractersticos de micro-constituyentes en
materiales ferrosos (por ejemplo carburos en el acero AISI 5210) o partculas de
desgaste que permanecen en el rea de contacto, pero sin llegar a actuar como
partculas abrasivas, pues el nivel de actuacin de esas partculas para el sistema es
an bajo. Para tamaos mayores que 10 m, la variacin de la tasa de desgaste sigue
caractersticas frecuentemente vistas en sistemas abrasivos, como ser visto
posteriormente.
Figura 80: Variacin del desgaste especfico con el tamao de la partcula ( m)
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
102 J.A.C.
Mecanismos de desgaste abrasivo.
El mecanismo ms efectivo de remocin de material en desgaste abrasivo para
materiales dctiles es el corte. Aunque en funcin de determinadas variables del
sistema y propiedades de los materiales involucrados, la eficiencia en la remocin de
material bajo este mecanismo puede ser atenuada. Cuando esto ocurre, se dice que
esta presente el mecanismo de micro surcado, donde la remocin de material
solamente se dar por acciones repetidas de los abrasivos, llevando a un proceso de
fatiga de bajos ciclos. La Figura 9 muestra diferentes apariencias de la superficie en
funcin de la carga, aplicada provocadas por un penetrador esfrico de diamante de
un material dctil, en las cuales se pasa de micro surcado para micro corte. Estas
micrografas fueron obtenidas en microscopio electrnico de barrido.
Figura 81. Micrografas en microscopia electrnica de bar ido mostrando micro-mecanismos de abrasin
controlados por deformacin plstica: a1) micro surcado; b1) y c1) formacin de proas y d1) micro corte.
La proporcin de material del volumen del surco desplazado durante el proceso de
abrasin de un material dctil a los lados del surco, es decir la relacin entre micro
surcado y micro corte depende del ngulo de ataque de la partcula abrasiva. De
acuerdo a los investigadores , el material es sacado de
la superficie por micro corte cuando el ngulo de ataque de la partcula erosiva es
mayor que un valor crtico. Ese valor critico del ngulo de ataque es funcin del
material que est siendo desgastado y de las condiciones de ensayo. Tericamente
describe una transicin aguda entre micro surcado y micro corte. En la prctica, una
transicin ms gradual de micro surcado o micro corte es observado con el incremento
del ngulo de ataque.
Autores como
,
discutieron el hecho, que solo una parte del volumen del surco producido por
partculas duras, es inmediatamente removido como partculas de desgaste fuera del
material, es resto se localiza en el borde en forma de proa. En materiales con micro
constituyentes de plasticidad limitada, el mecanismo de micro corte acaba por ser
caracterstico, o sea, para una severidad de desgaste baja, se evidencia el micro
surcado y hay una transicin para micro fractura cuando alguna variable del sistema
promueve aumento de severidad. Este efecto puede ser visto en la figura 82.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 103
Figura 82. Relacin entre tenacidad a la fractura y resistencia al desgaste abrasivo en diferentes materiales
cermicos y polmeros (Zum Gar).
Desgaste por cavitacin.
Introduccin.
La cavitacin es un problema frecuentemente encontrado en equipos hidrulicos, el
cual genera gran dificultad para su mantenimiento. El problema de la cavitacin surgi
con el desarrollo de los barcos a vapor en el inicio de este siglo. Con la fabricacin
estos barcos, capaces de alcanzar mayores velocidades, algunos de el os comenzaron a
presentar un desgaste severo y localizado en sus hlices. Inicialmente se pens que
este desgaste se deba a la corrosin de los materiales de las hlices, siendo esta la
responsable por el dado en dichos materiales, aprovechando su baja resistencia a la
corrosin. Pero, al estudiarse el fenmeno ms detalladamente, se descubri que las
hlices no sufran desgaste cuando no estaban en funcionamiento y que este tambin
ocurra en medios qumicamente inertes. As el desgaste solo podra ser debido a un
fenmeno que ocurra durante el flujo de los fluidos frente a los materiales por los que
pasaban. En 1915 en Inglaterra se estudio este fenmeno por primera vez y se lleg a
la conclusin que el desgaste era provocado por repetidos golpes hidrulicos que
alcanzaban la superficie de las hlices durante su funcionamiento. Pero los
mecanismos por los cuales este desgaste ocurra no quedaron claros y el fenmeno
permaneci sin explicacin hasta 1917. En este ao, un artculo de autora de
fue publicado. En el artculo, propona un mecanismo para
explicar el fenmeno. Este investigador dedujo en su hiptesis, que durante el flujo de
un fluido pueden ocurrir cadas de presin que pueden alcanzar valores del orden de la
presin de vapor del lquido en la temperatura de trabajo, provocando la enucleacin
de pequeas burbujas de vapor. Estas burbujas son llevadas por el flujo y al alcanzar
regiones de mayores presiones sufren un colapso violento y cautico que genera altas
presiones y velocidades en las regiones prximas al colapso. Estas altas presiones y
velocidades que surgen del colapso, provocan el desgaste de superficies solidas
prximas. Como conclusin a esta teora, hasta ahora la ms aceptada, es que, el
desgaste por cavitacin se puede definir como aquel dado que ocurre en los materiales
debido al crecimiento y colapso de pequeas burbujas, que surgen debido a las
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
104 J.A.C.
variaciones de presin durante el flujo de un fluido. Aunque hasta la fecha se ha tenido
un enorme avance desde la publicacin del artculo de , un
entendimiento completo del fenmeno an esta lejos de ser alcanzado y an es
mucho lo que debe ser estudiado de este tpico. Los efectos que el desgaste por
cavitacin provocan, van desde la prdida de eficiencia, hasta la inutilizacin completa
del equipo.
Hasta hoy no hay una manera de preverse el desgaste de un equipo sujeto a cavitacin
y las paradas para mantenimiento de un equipo an son estipuladas con base en la
experiencia de los operadores. Sin embargo hoy tenemos dos maneras de lidiar con el
problema de la cavitacin: uno es el desarrollo de materiales ms resistentes y otro, es
mejor el diseo de equipos hidrulicos evitando cadas de presin muy bruscas.
Mecanismos de dao.
mostr la posibilidad del surgimiento de elevadas presiones y velocidades
debido al colapso de burbujas. En su trabajo utiliza un balance de energa para mostrar
la posibilidad de surgimiento de altas presiones originadas en el colapso de las
burbujas. De las suposiciones propuestas por , la que ms influye es aquel a
donde afirma que la presin interna puede ser despreciada. En realidad siempre
existir una cierta cantidad de aire o gases disueltos en el lquido, y en el interior de la
burbuja siempre existir vapor debido a su propia enucleacin. Por otro lado la presin
en el interior de la micro-burbuja no puede ser despreciada. Parte de la energa de
colapso es utilizada para comprimir los gases o vapores en el interior de la burbuja, los
cuales alcanzan presiones y temperaturas muy altas. Las consecuencias de este hecho
se pueden entender mejor de la siguiente forma. Durante el colapso, ocurre flujo de
fluido en direccin a la burbuja, provocando aumento de presin en la interface
burbuja/lquido y acelerando cada vez ms la interface. El colapso se da de manera tan
rpida que parte del vapor presente en la burbuja no tiene tiempo suficiente de
condensarse. As, el vapor (y tambin cualquier gas disuelto) ser comprimido a una alta
presin que, eventualmente, ser suficientemente alta para interrumpir el colapso y
hacer con que la burbuja crezca nuevamente de forma explosiva, emitiendo ondas de
presin o de choque, conforme se esquematiza en la Figura 83.
Figura 83: Representacin esquemtica del fenmeno de nuclearan y colapso de micro-burbujas y la emisin de
ondas de choque.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 105
Las ondas de presin emitidas durante el crecimiento explosivo de las burbujas son las
responsables por el dado del material. Estas ondas de choque que generan
elevadsimas presiones, son capaces de alcanzar valores del orden de y actan en
un intervalo de tiempo muy curto sometiendo al material a una tasa de deformacin
muy alta. Este mecanismo continuara indefinidamente si no existieran mecanismos de
disipacin de energa. La disipacin de energa ocurre en virtud de la viscosidad del
fluido, que de manera general, puede ser considerado como un factor de
amortiguamiento, transformando la energa mecnica del colapso en energa trmica.
La viscosidad tambin reduce la tasa de crecimiento o colapso de las micros burbujas,
reduciendo con esto el dado potencial. La compresibilidad del lquido tiene gran
influencia en la formacin de las ondas de choque y en la fase siguiente al colapso: la
compresibilidad del fluido causa una atenuacin de las ondas de choque emitidas y
disminuye el dao total provocado. Para que las ondas de choque puedan provocar
dao a un material, es necesario que el colapso ocurra muy prximo a las superficies
slidas. Pero cuando el colapso ocurre prximo a una superficie salida esta altera el
flujo y da origen a un segundo mecanismo de dao posible: los micro chorros. Cuando
el colapso de la burbuja ocurre prximo a una superficie slida, el flujo en la regin
entre esta y la burbuja es restringido. As la velocidad de contraccin de la burbuja en
esa regin es menor que en las regiones de la burbuja ms distantes de la superficie
slida. Esa diferencia de velocidad de contraccin, provoca una asimetra de colapso,
esto explica porque las micros burbujas no presentan una forma esfrica. El
comportamiento de prdida de esfericidad de las burbujas es presentado en la Figura
84. Con la continuacin del colapso, hay una aceleracin de la burbuja y por
consiguiente la formacin de un micro chor o, siendo este otro mecanismo de dao
posible adems de las ondas de presin.
Figura 84: Modelos de formacin de micro chorros.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
106 J.A.C.
Por lo tanto, existen dos mecanismo por los cuales el crecimiento y colapso de
burbujas pueden causar dao al material en regiones vecinas al colapso: la emisin de
ondas de choque y los micro chor os. La pregunta de s el dao por cavitacin es
provocado por ondas de presin o por micro chor os es un asunto an controversial en
la literatura. Durante la dcada del 40 y 50, se crea que las ondas de presin eran el
mecanismo responsable por el dao. Con el descubrimiento de los micros chorros, fue
entonces puesta atencin a las presiones generadas por estos. As que la pregunta an
no fue resuelta y la posicin actual es que el dao es provocado por la accin conjunta
de estos dos mecanismos.
Desgaste adhesivo.
La adhesin est asociada a toda formacin y posterior rompimiento de enlaces
adhesivos entre las interfaces, cuando dos superficies son colocadas en contacto
ntimo. La adhesin conlleva adems al soldado en fro de las superficies. Con respecto
al desgaste adhesivo, el papel principal o juega la interaccin entre las superficies y su
grado de limpieza, es decir, cuando el acercamiento entre los cuerpos es tal, que no se
presenta ningn tipo de impurezas, capaz de xido o suciedades, se permite que el
rea de contacto sea aumentada, pudindose formar uniones adhesivas ms
resistentes. El desgaste adhesivo es ayudado por la presencia de altas presiones
localizadas en las asperezas en contacto. Estas asperezas son deformadas
plsticamente, permitiendo la formacin de regiones soldadas localizadas. El desgaste
adhesivo ocurre como resultado de la destruccin de los enlaces entre las superficies
unidas, permitiendo que parte del material arrancado se transfiera a la superficie del
otro. As, la superficie que gana material aumenta su rugosidad con el agravante de
que cuando el movimiento continua, se genera desgaste abrasivo contra la otra
superficie. Piezas de maquinaria donde esta normalmente involucrado el desgaste
adhesivo, son. Sistemas, biela-seguidor, dados de extrusin-alambre, cola de milano-
apoyo, engranajes, rodamiento-apoyo y herramientas de corte, son elementos que
pueden sufrir desgaste debido a adhesin. La unin entre las superficies en contacto
son destruidas, en caso que la resistencia al corte de la interface sea menor que la
resistencia de los dos materiales considerados. Puede suceder que la regin adherida
tenga mayor resistencia al corte que alguno de los dos materiales o incluso que los
dos, por tanto se puede presentar desgate en uno, o en los dos materiales,
permitiendo que uno de ellos sea adherido a la otra superficie del otro o que los dos
materiales pierdan la interface. La tendencia a formar regiones adheridas, depende de
las propiedades fsicas y qumicas de los materiales en contacto, al igual que de los
valores de carga aplicados y las propiedades de los materiales que estn sobre las
superficies, y finalmente de la rugosidad. Generalmente el contacto entre metales es
no metlico debido a la presencia de capas absorbidas como xidos. La adhesin en
este caso se da por medio de enlaces dbiles o fuerzas de . Sin
embargo, la deformacin elstica o plstica de las asperezas puede provocar
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 107
rompimiento de estas capas, por lo que la unin de la interface se da por medio de
enlaces covalentes y metlicos, siendo los enlaces nicos insignificantes en los
metales. Mientras la fuerza de adhesin dependa del rea real de contacto, esta ser
influenciada por la resistencia de los materiales a la deformacin plstica, por el tipo
de estructura cristalina y por el nmero de sistemas de deslizamiento. El investigador
(1964) mostr que hay una fuerte tendencia a la adhesin de acuerdo al tipo
de estructura cristalina que presenten los materiales. En la figura 85 es mostrada la
dependencia del coeficiente de adhesin en funcin de la dureza y el tipo de
estructura cristalina presente. Aqu el coeficiente de adhesin es definido como la
relacin entre la fuerza necesaria para quebrar las uniones adheridas y la carga normal
con la cual las muestras fueron inicialmente comprimidas. De la figura es posible notar
que a medida que aumenta la dureza, en general hay un decrecimiento del coeficiente
de adhesin.
Figura 85. Coeficiente de adhesin en funcin de la dureza y el tipo de estructura cristalina.
Desgaste erosivo y erosivo-corrosivo.
Introduccin.
El desgaste erosivo es un fenmeno que afecta gran cantidad de elementos de
mquinas en las industrias minera y alimenticia, as como: turbinas hidrulicas,
implementos agrcolas, sistemas de bombeo y dragado en ros y minas, al igual que
piezas especficas usadas en las industrias petrolfera y petroqumica, entre otras
muchas aplicaciones. Con este tipo de desgaste, no solo se tiene perdida de material y
la consecuente falla de las piezas, sino que est asociado a perjuicios financieros en
virtud del tiempo asociado a la reparacin de equipos y substituciones de los
componentes desgastados. El conocimiento de los mecanismos de remocin de
material involucrados durante el desgaste erosivo, as como el reconocimiento y la
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
108 J.A.C.
caracterizacin de las diferentes variables involucradas, son lneas muy importantes de
investigacin en la ingeniera actual, as su estudio haya sido comenzado hace ya varias
dcadas. Varias teoras que intentan entender y relacionar los diferentes mecanismos
que actan durante la erosin, con las variables involucradas, han sido desarrolladas
en modelos matemticos. Estos modelos se basan en hiptesis, que a veces limitan el
anlisis, ya que son realizados para aplicaciones muy especficas, orientadas a la
solucin de problemas particulares en procesos industriales. Muchos de estos
modelos, aunque basados en lneas de pensamiento coherentes, estn siendo
actualmente estudiados nuevamente para perfeccionarlos. Desde este punto de vista,
se est intentando modelar una teora general del fenmeno de desgaste erosivo,
para lo cual se han utilizando los principios bsicos de la mecnica y de la
termodinmica, combinados con la ciencia e ingeniera de materiales. Un fenmeno
que acta de forma sinrgico con la erosin, es la corrosin, en general cuando el
medio de trabajo es hmedo. La corrosin puede ser definida de acuerdo con
literatura, como un fenmeno que deteriora un material (generalmente metlico), por
accin qumica o electroqumica del medio ambiente, asociada o no a esfuerzos
mecnicos. La accin combinada de estos procesos, corrosin y desgaste erosivo,
resulta en la degradacin acelerada de los materiales debido a su comportamiento
sinrgico. El proceso de desgaste corrosivo en materiales que forman capas pasivas es
acelerado cuando esta capa es dbil, como en el caso de algunos aceros inoxidables
austenticos.
Resumen histrico del estudio de la erosin.
Este tipo de desgaste comenz a ser un problema hace mucho tiempo, pero la erosin
como tal, solo se comenz a estudiar con seriedad en estos dos ltimos siglos.
Partculas duras chocando contra una superficie ha sido un problema serio y constante
para muchas industrias. Aunque por otro lado se tienen algunas aplicaciones
importantes que utilizan el proceso erosivo, como por ejemplo, durante el pulido de
piezas con chor o de arena. Las primeras publicaciones sobre erosin aparecieron en
1946, en el a se utilizaron 233 referencias de trabajos resueltos en industrias
particulares. Para esta poca, an se tena poco entendimiento del fenmeno y de los
mecanismos que llevaban a la prdida de material de las superficies en los materiales
analizados. Estos mecanismos hasta hoy continan siendo la base del estudio de la
erosin. Muchos de los investigadores en el transcurso de sus estudios, se han
interesado ms en los mecanismos de remocin de material, que en las caractersticas
del flujo de los fluidos, siendo que ah puede estar la clave para la solucin a muchos
problemas prcticos. Estudios que van desde gotas de agua impactando aviones, dado
en turbinas de vapor, hlices de barcos, etc., han sido desarrollados buscando explicar
las causas del desgaste a la luz de la mecnica de fluidos. Para l o se ha usando la
ecuacin de Reynolds, y se ha intentado encontrar los coeficientes de arrastre das
partculas. Cada da las personas estn ms interesadas e involucradas en el estudio
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 109
del desgaste en cualquiera de sus manifestaciones, es por esto que nuevos aparatos
con los ms sofisticados avances tecnolgicos son desarrollados en procura de la
medicin del desgaste y de esta forma dar una explicacin del porque los materiales
fallan durante su funcionamiento. [FINNIE, 1962] fue uno de los primeros
investigadores en estudiar la erosin en funcin del tipo de material a ser impactado
(dctil o frgil) y del ngulo de impacto de las partculas. Estudios iniciales fueran
realizados con metales dctiles y ngulos de impacto diferentes de 90 (pues se
pensaba que durante impacto normal de las partculas, no se provocaba ningn
desgaste). El anlisis de los mecanismos de desgaste presentes fue realizado con base
en variables como: velocidad de impacto, dureza y forma de las partculas, resistencia
mecnica de la superficie y ngulo de impacto, donde los principales mecanismos de
desgaste encontrados fueron la deformacin plstica y el corte de material. En
estudios posteriores, [FINNIE, 1972] considero la influencia de otras variables,
como: capacidad de deformacin del material, rugosidad superficial y rotacin de las
partculas en el momento del impacto. En este sentido de ideas, admiti
prdida de material en ngulos de incidencia normal; en virtud que partculas
fragmentadas y en rotacin podan cortar el material, permitiendo el desprendimiento
de este para ngulos de incidencia prximos de 90. BITTER, 1963, basado en los
estudios de , propuso otras variables como el endurecimiento por deformacin
del material y procesos de corte secundarios por fragmentacin de las partculas.
Explicaciones de los mecanismos involucrados de acuerdo a estas variables son: 1) el
endurecimiento por deformacin disminuye la capacidad de deformacin plstica del
material para dar lugar a la fractura frgil, 2) la fragmentacin de partculas, y posterior
movimiento tangencial cortan repetidas veces la superficie del material. Estos
mecanismos complementan el modelo de para desgaste en ngulos prximos la
90. En estudios realizados por , 1973, se presenta formalmente el concepto de
erosin secundaria. Esta es una segunda etapa del fenmeno de corte en la cual, los
fragmentos de las partculas que chocaron con la superficie la primera vez, realizan un
segundo proceso de corte al moverse tangencialmente sobre el a. Claramente, el
modelo de revel la importancia de estudiar las propiedades de las partculas
erosivas, tales como: su frgil dad y dureza, aunque algunos resultados experimentales
en la poca, mostraban que a tasa de desgaste por erosin era bastante independiente
de estas propiedades. Estudios posteriores centraban su atencin entonces en la
erosin en ngulo de impacto normal. De esta forma fueron apareciendo nuevas
variables y mecanismos entre los que pueden ser citados los siguientes: 1)- Micro-
fusin de regiones localizadas en la superficie [JENNINGS. et al, 1976], cuya ocurrencia
depende de las propiedades trmicas del material y de la energa cintica entregada
por las partculas erosivas: 2)- Fatiga de bajos ciclos, asociada a la acumulacin de
deformacin plstica [HUTCHINGS, 1981]. Este ltimo mecanismo permite la
formacin de grietas superficiales despus de un determinado nmero de ciclos de
impacto, donde material es removido en forma de pequeas lascas: 3)- Fenmenos
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
110 J.A.C.
corrosivos, los cuales son responsables por la deterioracin de los materiales en
condiciones de desgaste en medio hmedo. [WANG; XU, 1985.; MADSEN, 1983, 1986 y
1988]: 4)- Sinergismo erosin-corrosin, a partir del cual se encontr un aumento en
la prdida de material. En trabajos ms recientes [MENG; LUDEMA, 1994.;
SUNDARARAJAN, 1995.; FINNIE, 1996] se estudiaron de nuevo los modelos de desgaste
propuestos hasta la poca intentando explicar en forma ms general el problema del
desgaste. Este abordaje propone acoplar los diversos modelos y de esta forma dar una
explicacin ms racional al problema de la erosin y de la erosin - corrosin. Otro
abordaje reciente consiste en la investigar fenmenos asociados al desgaste que hasta
el momento han sido difciles de estudiar o han sido despreciados u olvidados en
trabajos anteriores, tales como l y la cavitacin [KWOK; CHENG; MAN, 20
0.; FOUVRY; VINCENT; KAPSA, 1996]
En diversos estudios realizados por investigadores como , se
mostr la importancia de los fenmenos corrosivos en la erosin de metales en medios
hmedos, en especial cuando las partculas abrasivas presentan baja angulosidad,
mismo que el material a desgastar sea considerado resistente a la corrosin (aceros
inoxidables. por ejemplo). Los resultados de estos investigadores permitieron concluir
que el efecto combinado de la erosin y la corrosin es mayor que la suma de los
efectos aislados. De esta forma, fueron propuestos algunos mecanismos mixtos para
explicar lo que fue llamado como procesos sinrgicos erosin - corrosin.
Desgaste por erosin.
Segn [ZUM GAHR, 1978], el desgaste erosivo se presenta en la superficie de los
cuerpos, resultado del impacto de partculas slidas, lquidas o gaseosas que los
impactan. Estas partculas pueden actuar solas o de manera combinada. La erosin
afecta muchos materiales de ingeniera, especialmente elementos que componen
maquinaria usada en la industria minera y en general toda pieza que sea impactada
por cualquier tipo de partcula. Las partculas que causan el desgaste erosivo pueden
estar en ambientes secos o hmedos pudiendo actuar en forma muy variadas tal como
se muestra en la figura 86. Cuando el medio de trabajo es hmedo (por ejemplo, un
medio con agua y partculas de arena), la erosin y la corrosin son fenmenos que
actan en forma sinrgica, provocando la degradacin acelerada de los materiales.
Para el estudio del desgaste de piezas en general, se han propuesto en los ltimos
aos varios modelos tericos. En estos modelos se intentan comprender los
mecanismos de remocin de material y las variables involucradas.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 111
Figura 86. Diferentes formas de actuacin de partculas erosivas en la formacin de: (a) micro corte y
micro-arado, (b) Agrietado superficial, (c) Desplazamiento de material al borde de los crteres de
impacto (d) grietas por fatiga superficial y sub-superficiales causadas por los mltiples impactos (e)
Formacin de pequeas hojuelas debido a la extrusin y forjado en los impactos y (f) Formacin de
pequeas hojuelas por procesos de extrusin inversos. [ZUM GAHR, 1978].
En otras definiciones clsicas de la erosin se afirma, que este es un fenmeno por
medio del cual, material es removido de una superficie durante la accin continua de
partculas duras o de fluidos que la alcanzan. Las partculas impactan las superficies a
diferentes velocidades y ngulos de incidencia, donde el desgaste se da a travs de
diferentes mecanismos. En la figura 87 son presentados esquemas que muestran la
forma como partculas erosivas actan en una superficie en dependencia del ngulo de
incidencia. Para erosin en ngulos cercanos a 90, la energa de la partcula es
consumida durante la deformacin de la superficie y para ngulos menores, esa
energa es utilizada en deformar y cortar el material de la superficie.
Figura87. Erosin de una superficie segn el ngulo de impacto a) normal y b) diferente de 90.
De acuerdo al medio donde actan las partculas erosivas, la erosin puede ser dividida
en:
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
112 J.A.C.
Erosin a seco. Cuando las partculas son arrastradas por aire u otro gas y son
obligadas a impactar una superficie. Uno de los sistemas usados en ensayos de erosin
a seco es presentado en la figura 88.
Figura 88. Mecanismo para desgaste erosivo.
Erosin en medio Acuoso. Se presenta cuando partculas duras son arrastradas en un
medio acuoso y son obligadas a impactar una superficie. Uno de los equipos utilizados
en la realizacin de ensayos de erosin en medio acuoso es presentado en la figura 88.
Figura 88. Montaje utilizado en las mediciones de desgaste erosivo en medio acuoso
Mecanismos de desgaste erosivo.
Cuando un material dctil es impactado, son formados crteres en su superficie,
alrededor de los cuales aparece una pequea proa constituida de material removido.
Despus de mltiples impactos, el material es arrancado en forma de
(partculas de desgaste). La forma y tamao de los crteres formados dependen (entre
otras variables) de la velocidad, tamao y ngulo de impacto de las partculas. En la
figura 18(a) es presentado el mecanismo de formacin de proa en metales dctiles.
Para materiales frgiles como los vidrios, cermicos o metales muy duros, el
mecanismo de remocin es diferente. Es estos materiales los sucesivos impactos
causan micro-grietas superficiales, las cuales crecen hasta que se unen, provocando el
arranque de material en forma de lascas. Este mecanismo es presentado en la figura
18(b). Es interesante notar que un material (aunque sea dctil), despus de estar
sometido a mltiples impactos, puede sufrir cambios estructurales que lo llevan a
comportarse de una forma frgil.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 113
Figura 89. Mecanismos de remocin de material que actan durante desgaste erosivo cuando una
partcula slida colisiona una superficie plana, para: a) metales dctiles; y b) metales frgiles.
Recientemente, han sido propuestas hiptesis que tienen en cuenta caractersticas
fsicas y morfolgicas de los cuerpos en el sistema de desgaste erosivo. A partir de
trabajos de [MENG.; LUDEMA, 19 4], las teoras inicialmente formuladas, se han
perfeccionado continuamente. Para l o, se han utilizado los principios bsicos de la
mecnica y de la termodinmica, los cuales constituyen una herramienta importante
en la bsqueda del entendimiento de este tipo de desgaste. El estudio del desgaste
que involucra prdida de material por impacto de partculas, ha presentado varios
problemas. Los principales interrogantes que se han intentado resolver a travs de
estos aos son 1) Cuales son los mecanismos que acta cuando el ngulo de impacto
es de 90 y cuales los que actan en el caso de incidencia oblicua? 2) Cuales son los
mecanismos que actan en el caso materiales dctiles o en el caso de ser el os frgiles?
3) Es posible que varios mecanismos puedan actuar, independientemente del ngulo
de impacto y del tipo de material?. Varios de esos problemas fueran en parte
resueltos, siendo conocidos varios mecanismos, pero otros continan en estudio
buscando su completo entendimiento. Por tanto, son varios los mecanismos de
prdida de masa que estn presentes durante un proceso erosivo. Mecanismos que
dependen entonces del tipo de material ensayado (dctil o frgil), del ngulo de
impacto de las partculas y otras variables que sern mencionadas en la seccin
siguiente. Las regiones fracturadas a partir de estos mecanismos de desgaste,
presentan una apariencia muy diferente al ser observadas al microscopio, siendo que
las fallas no necesariamente estn unidas a las caractersticas de ductilidad y frgil dad
macroscpicas del material. Una falla dctil corresponde a situaciones en que ocurre
deformacin plstica, la cual pode ser relacionada con el tamao y morfologa de las
partculas (marcas de desprendimiento de material, araones, surcos, etc.). La
deformacin por fractura frgil, se debe al surgimiento de grietas y desprendimiento
de lascas de material. Estas grietas en materiales dctiles pueden aparecer despus de
un proceso de endurecimiento superficial en la superficie y la sub-superficie. Desgaste
por .
El desgaste por ocurre entre dos superficies en contacto (no necesariamente
movindose tangencialmente), las cuales experimentan pequeas oscilaciones cclicas
superficies en
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
114 J.A.C.
contacto, ocurren pequeos deslizamientos en la direccin del movimiento relativo,
esos pequeos deslizamientos son causa de desgaste por .
Desgaste por es comnmente observado en los cubos de las ruedas de
vehculos, entre las esferas y su camino de rodadura en un rodamiento de bolas, en los
puntos de contacto entre dos engranajes, entre otros ejemplos. El desgaste por
puede conducir a la perdida de las uniones de contacto de los cuerpos,
incrementando la vibracin y acelerando la tasa de desgaste. Tambin se ha observado
que en general los s (partculas de desgaste), son xidos y como estos ocupan un
mayor volumen que el material que los origina, pueden conducir a falla por
(adhesin severa que conduce a soldado de las superficies), en partes diseadas para
trabajar con una determinada holgura. De esta forma la holgura es ampliada y los
tendrn la posibilidad de abandonar la interface ms fcilmente. Un fenmeno
asociado al dao por , es la aparicin de grietas en la regin afectada, lo que
ocasiona reduccin de la resistencia a fatiga del material, en caso que el componente
experimente esfuerzos cclicos. El desgaste por es comnmente estudiado en
laboratorios, utilizando un sistema esfera-plano, donde son aplicadas tanto carga
normal como carga tangencial. Como fue mostrado en el captulo de la mecnica de
contacto, cuando una esfera es presionada normalmente contra una superficie plana,
se genera debajo de esta zona una distribucin de presiones, obtenindose una
presin mxima en el centro y aproximadamente cero en el borde del contacto.
Cuando adems de aplicar una fuerza normal, se aplica una fuerza tangencial y esta a
la vez tiene la posibilidad de ser aumentada, se generan deslizamientos que cambian la
distribucin de presin y llevan a un desgaste de la zona de contacto, la cual vara de
acuerdo a la intensidad de la fuerza tangencial, tal como se muestra en la figura 90.
Figura 90. (a) Distribucin del esfuerzo normal elstico, abajo de una esfera presionando un plano, (b)
a (d) Vistas bidimensionales del rea de contacto a medida que aumenta el valor de la fuerza
tangencial cclica
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 115
En la figura 90 las regiones rayadas representan reas arriba de las cuales ocurre
deslizamiento localizado entre las superficies. Por tanto, la zona de contacto puede ser
dividida en dos regiones; un rea central, donde no hay ningn movimiento tangencial
relativo y una zona anular, en la cual ocurre micro-deslizamiento. As, el dao por
ocurre en aquel as zonas de contacto donde ocurren esos pequeos
deslizamientos. Ahora, cuando la fuerza tangencial cclica es aumentada, se puede
pasar de pequeas zonas en el contacto afectadas por el micro-deslizamiento, hasta un
deslizamiento total en toda el rea de contacto. El dao por ocurre ms
severamente en la regin del rea de contacto que sufre deslizamiento. Este desgaste
en comnmente cuantificado como la prdida de masa o volumen que ocurre en la
superficie afectada.
Ensayos de laboratorio donde se ha estudiado el variando el nmero de
ciclos, han mostrado que hay un breve perodo inicial, donde el desgaste es acelerado,
(como se muestra en la figura 19), seguido de una estabilizacin (curva B) o un
decrecimiento (curva D) de la tasa de desgaste. Por otra parte, algunos materiales
pueden experimentar incrementos en la tasa de desgaste (curvas A o C), o presentar
un comportamiento lineal (curva B). En esta ltima condicin, se ha encontrado que la
tasa de desgaste es aproximadamente proporcional a la carga normal, siendo til
expresar esta relacin como tasa de desgaste especfica, la cual es l amada, coeficiente
de desgaste dimensional (k). El coeficiente de desgaste dimensional es por tanto, el
volumen removido, por unidad de distancia de deslizamiento, por unidad de carga
normal. La distancia de deslizamiento est relacionada con la duracin del ensayo, la
frecuencia de vibracin y la amplitud de desplazamiento cclico. Por tanto k, da una
medida de la severidad del desgaste y permite que resultados de ensayos a diferentes
valores de carga normal y amplitudes sean comparados. Desgaste por deslizamiento
Esencialmente, el desgaste por deslizamiento es aquel en el cual hay un movimiento
relativo entre dos superficies en contacto con una carga aplicada, donde el dao de la
superficie no ocurre por riscado debido a la penetracin de las asperezas o por
partculas externas.
El desgaste por deslizamiento es uno de los tipos de desgaste que ocurre con ms
frecuencia en la industria y por esto es estudiado con gran inters por los
investigadores. Una de las razones del gran esfuerzo dedicado al estudio del desgaste
por deslizamiento es su complejidad, especialmente en lo que se refiere a los mltiples
mecanismos involucrados. En el desgaste por deslizamiento estn presentes
mecanismos de adhesin, formacin y crecimiento de grietas sub-superficiales por
fatiga y formacin de pelculas superficiales por procesos Tambin
ocurre abrasin por micro corte, surcado o formacin de proas. Un esquema
mostrando un sistema que sufre este tipo de desgaste es presentado en la figura 91.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
116 J.A.C.
Figura 91: Ocurrencia de desgaste por deslizamiento.
Experimentos con diferentes tipos de metales mostraron, que el deslizamiento
produce deformacin plstico en la superficie y un gradiente de deformacin bajo de
la superficie desgastada. Variables relacionadas a las condiciones de contacto y otras
relacionadas con la micro estructura de los materiales deslizantes, influyen en la
intensidad de la deformacin plstico de las regiones debajo de esta. Durante el
desgaste por deslizamiento pueden ocurrir transiciones en la tasa de desgaste
influenciadas por la carga, velocidad y distancia de deslizamiento o condiciones
ambientales tales como temperatura, humedad, entre otros. Con el aumento de la
carga normal ocurre una transicin de desgaste moderado para desgaste severo
debido a la ruptura de la pelcula de xido formado durante el desgaste moderado. Ar
iba de esta transicin, el desgaste aumenta linealmente con la carga hasta que ocurre
una segunda transicin, donde el desgaste cambia de severo para moderado. A causa
de esta segunda transicin se da la presencia de una nueva pelcula de xido que se
forma para altas temperaturas de contacto y cuya estructura difiere de la estructura
del xido formado en el desgaste moderado.
Variables que influencian en el desgaste por deslizamiento.
Muchas variables estn involucradas en el comportamiento del desgaste por
deslizamiento, tales como las variables relacionadas con la geometra del par
deslizante y tambin las variables metalrgicas, sin excluir las variables externas como
las condiciones de carga y las del medio y circundante. Segn
cada variable tiene una naturaleza diferente en funcin de la etapa del proceso de
deslizamiento. Variables como el trabajo ejercido, la masa de cada cuerpo, las
propiedades del material y la temperatura de la interface, pueden ser consideradas
como variables de entrada del . Por otro lado, estas pueden ser el
resultado final del proceso, esto es, se pueden transformar en variables de salida del
. Deben ser considerados tambin efectos como las vibraciones, calor
generado, atmosfera y cambios de las propiedades de los materiales. Como resultado
final de la friccin y desgaste, hay generacin de productos indeseables, como
fragmentos de desgaste, ruido, calor y vibraciones.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 117
Identificar los pasos que se deben seguir para realizar un ensayo
metalogrficos.
Identificar mediante una observacin microscpica las micro estructuras de
aceros reconociendo as las fases y compuestos presentes y los tratamientos
trmicos que han sufrido las probetas.
Relacionar las caractersticas estructurales del acero con sus propiedades fsicas
o mecnicas.
Determinar los factores de los cuales depende el tamao de grano de un
material y conocer su influencia sobre las propiedades mecnicas de este.
Concepto La metalografa es la ciencia que estudia las caractersticas estructurales o
constitutivas de un metal o aleacin y las relaciona con las propiedades fsicas y
mecnicas. Algunas de las caractersticas estructurales son el tamao de grano, el
tamao, forma y distribucin de las fases que comprenden el material y de las
inclusiones no metlicas, as corno la presencia desegregaciones y otras irregularidades
que profundamente pueden modificar las propiedades mecnicas y el
comportamiento general de un metal. El principal instrumento para la realizacin de
un examen metalogrfico lo constituye el microscopio metalogrfico, con el cual es
posible examinar una muestra con aumentos que varan entre 50 y 2000.Objetivos de
un ensayo metalogrfico:
Obtener toda la informacin que es posible encontrar en la estructura de los
diferentes materiales.
Realizar una resea histrica del material buscando micro estructura,
inclusiones, tratamientos trmicos a los que haya sido sometido, micro
rechupes.
Determinar si dicho material cumple con los requisitos para los cuales ha sido
diseado.
Hallar la presencia de material fundido, forjado y laminado.
Conocer la distribucin de fases que componen la aleacin.
Determinar la presencia de segregaciones y otras irregularidades.
Para este ensayo se requiere de tecnologa y experiencia porque el proceso de anlisis
metalogrfico es de gran cuidado y precisin ya que se debe tener un conocimiento
amplio de la gran cantidad de casos que se pueden presentar.
Para este ensayo es necesaria la preparacin de la muestra, como se explica a
continuacin:
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
118 J.A.C.
Muestreo: se debe seleccionar una muestra lo ms representativa posible, es decir, si
es una falla lo que se pretende analizar se debe tomar el rea ms cercana a ella y otra
rea sana para comparar. Es la realizacin de una resea histrica del material
buscando micro estructura, inclusiones, tratamientos trmicos a los que haya sido
sometido, micro rechupes, con el fin de determinar si dicho material cumple con los
requisitos para los cuales ha sido diseado; adems hallaremos la presencia de
material fundido, forjado y laminado. Se conocer la distribucin de fases que
componen la aleacin y las inclusiones no metlicas, as como la presencia de
segregaciones y otras irregularidades.
a) Corte: El tamao de la muestra siempre que se pueda debe ser tal que su manejo no
encierre dificultad en la operacin.
Corte por Sierra.
Produce severas condiciones de trabajo en fro y no es ventajoso. El corte mediante
este mtodo ocasiona superficies irregulares con valles excesivamente altos, dando
como efecto ms tiempo de aplicacin de las tcnicas de preparacin de las muestras.
Generalmente este tipo de corte es utilizado para extraer probetas de piezas muy
grandes, para poder luego proceder con el corte abrasivo y adecuar la probeta a los
requerimientos necesarios.
Corte por Disco Abrasivo.
Este tipo de corte es el ms utilizado, ya que la superficie resultante es suave, y el
corte se realiza rpidamente. Los discos para los cortes abrasivos, estn formados por
granos abrasivos (tales como xido de aluminio o carburo de silicio), aglutinados con
goma u otros materiales. Los discos con aglutinantes de goma son los ms usados para
corte hmedo; los de resina son para corte en seco.
b) Montaje de muestras: Con frecuencia, la muestra a preparar, por sus dimensiones o
por su forma, no permite ser pulida directamente, sino que es preciso montarla o
embutirla en una pastilla. El material del que se componen estas puede ser Lucita
(resina termoplstica) o Bakelita (resina ).
c) Desbaste: Despus de montada la probeta, se inicia el proceso de desbaste sobre
una serie de hojas de esmeril o lija con abrasivos ms finos, sucesivamente. El proceso
de desbaste se divide en 3 fases: Desbaste grosero, Desbaste intermedio y Desbaste
final. Cada etapa de preparacin de probetas debe realizarse muy
cuidadosamente para obtener al final una superficie exenta de rayas.
Desbaste Grosero.
Es el desbaste inicial, que tiene como objetivo planear la probeta, lo cual puede
hacerse a mano y aun mejor con ayuda de una lijadora de banda. El papel de lija
utilizado es de carburo de silicio con granos de 240 o papel de esmeril # 1. En cualquier
caso, la presin de la probeta sobre la lija o papel de esmeril debe ser suave, para
evitar la distorsin y rayado excesivo del metal.
Desbaste Intermedio.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 119
Se realiza apoyando la probeta sobre el papel de lija o de esmeril, colocado sobre una
mesa plana o esmeriladora de banda fija. En esta fase se utilizan los papeles de lija No.
320/340 y 400 o de esmeril # 1/O y 2/O.
Desbaste Final.
Se realiza de la misma forma que los anteriores, con papel de lija No. 600 de esmeril
# 3/0. En todo caso, en cada fase del desbaste debe tomarse siempre en cuenta el
sistema refrigerante. Cada vez que se cambie de papel, debe girarse 90 grados, en
direccin perpendicular a la que se segua con el papel de lija anterior, hasta que las
rayas desaparezcan por completo. Se avanza y se facilita mucho las operaciones
descritas utilizando una pulidora de discos, a las que se fija los papeles de lija
adecuado en cada fase de la operacin. Las velocidades empleadas varan de 150 a 250
rpm. En otro caso se pueden utilizar devastadoras fijas o de bandas giratorias.
d) Pulido:
Pulido fino.
La ltima aproximacin a una superficie plana libre de ralladuras se obtiene mediante
una rueda giratoria hmeda cubierta con un pao cargado con partculas abrasivas
seleccionadas en su tamao. En ste sentido, existen muchos abrasivos, prefiriendo a
gamma del oxido de aluminio para pulir metales ferrosos, los basados en cobre u oxido
de cerio para pulir aluminio, magnesio y sus aleaciones. Otros abrasivos son la pasta de
diamante, oxido de cromo y oxido de magnesio. La seleccin del pao para pulir
depende del material que se va a pulir y el propsito del estudio metalogrfico.
Pulido electroltico.
Es una alternativa de mejorar al pulido total pudiendo reemplazar al fino pero muy
difcilmente al pulido intermedio. Se realiza colocando la muestra sobre el orificio de la
superficie de un tanque que contiene la solucin electroltica previamente
seleccionada, haciendo las veces de nodo. Como ctodo se emplea un material inerte
como platino, aleacin de nquel, cromo, etc. Dentro del tanque hay unas aspas que
contienen en constante agitacin al lquido para que circule permanentemente por la
superficie atacndola y pulindola a la vez. Deben controlarse el tiempo, el amperaje,
el voltaje y la velocidad de rotacin del electrolito para obtener un pulido satisfactorio.
Muchas veces despus de terminado este pulido la muestra queda con el ataque
qumico deseado para la observacin en el microscopio.
e) Ataque: Permite poner en evidencia la estructura del metal o aleacin. Existen
diversos mtodos de ataque pero el ms utilizado es el ataque qumico. El ataque
qumico puede hacerse sumergiendo la muestra con cara pulida hacia arriba en un
reactivo adecuado, o pasar sobre la cara pulida un algodn embebido en dicho
reactivo. Luego se lava la probeta con agua, se enjuaga con alcohol o ter y se seca en
corriente de aire. El fundamento se basa en que el constituyente metalogrfico de
mayor velocidad de reaccin se ataca ms rpido y se ver ms oscuro al microscopio,
y el menos atacable permanecer ms brillante, reflejar ms luz y se ver ms
brillante en el microscopio.
f) Observacin
g) Fotomicrografa
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
120 J.A.C.
En comparacin al microscopio biolgico el microscopio metalrgico difiere en la
manera en que la luz es proyectada. Como una muestra es opaca a la
luz, la misma debe ser iluminada por luz reflejada. Un haz de luz horizontal de alguna
fuente de luz es reflejado, por medio de un reflector de vidrio plano, hacia abajo a
travs del objetivo del microscopio sobre la superficie de la muestra. Un poco de esta
luz incidente reflejada desde la superficie de la muestra se amplificar al pasar a travs
del sistema inferior de lentes, el objetivo, y continuar hacia arriba a travs del
reflector de vidrio plano; luego, una vez ms lo amplificar el sistema superior de
lentes, el ocular. El poder de amplificacin inicial del objetivo y del ocular est
generalmente grabado en la base del lente. Cuando es utilizada una combinacin
particular de objetivo y ocular y una longitud adecuada de tubo, la amplificacin total
es igual al producto de las amplificaciones del objetivo y ocular. La amplificacin
mxima obtenida con el microscopio ptico es de unos 2000 x. La limitacin principal
es la longitud de onda de la luz visible, la cual limita la resolucin de los detalles finos
de la muestra . La utilidad del microscopio metalrgico puede ser
ampliada debido a la incorporacin de diversos aparatos auxiliares, como son los que
permiten observar aspectos estructurales que no son visibles en condiciones normales.
Puesto que el ojo humano es insensible a las diferencias de fase, debe incorporarse al
microscopio un aparato ptico especial. Las diferencias de fases causados por
variaciones extremadamente pequeas al nivel de micro estructuras, se transforman
ms tarde, en diferencias de intensidad en la imagen observada, revelando de esta
forma aspectos invisibles bajo iluminacin ordinaria.
Preparacin Normal o Tradicional
Esmerilado burdo o tosco: La muestra debe ser de un tamao de fcil manipulacin.
Una muestra blanda se puede aplanar si se mueve lentamente hacia arriba y abajo a
travs de una superficie de una lima plana poco spera. La muestra plana o dura puede
esmerilarse sobre una lija de banda, manteniendo la muestra fra sumergindola
frecuentemente en agua durante la operacin de esmerilado, evitando alterar su
estado con el calor que se produce en el acto de pulido y asi mantener una misma fase.
En todas las operaciones de esmerilado, la muestra debe moverse en sentido
perpendicular a la ralladura existente. El esmerilado, contina hasta que la superficie
quede plana, y todas las ralladuras debidas al corte manual o al disco cortador no sean
visibles, emulando la superficie de un espejo.
Montaje: Este paso se realiza en el caso que las muestras sean pequeas o de difcil
manipulacin en las etapas de pulido intermedio y final. Piezas pequeas como
tornillos, tuercas, muestras de hojas metlicas, secciones delgadas entre otros, deben
montarse en un material adecuado o sujetarse rgidamente en una monta mecnica.
La resina que se utiliza para fijar la probeta, se aplica a la probeta por medio de
temperatura, es decir, es una resina termo-fijadora, comnmente empleada para
montar muestras es la baquelita. La muestra y cantidades correctas de baquelita, se
colocan en un cilindro de la prensa de montar manual. La temperatura y presin
aplicada producen una fuerte adhesin de la baquelita a la muestra, proporcionando
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 121
un tamao uniforme convenientes para manipular las muestras en operaciones de
pulido posteriores.
Pulido Intermedio: Luego del paso anterior, la muestra se pule sobre una serie de
hojas de esmeril o lijas que contienen abrasivos finos. El primer papel es generalmente
N 150 luego 200, 300, 400 y finalmente es posible encontrar en el mercado N1500.
Antes de pulir con la siguiente lija se debe girar en 90 la muestra, a fin de eliminar el
rayado realizado con la lija anterior. Las operaciones de pulido intermedio con lijas de
esmeril se hacen en hmedo; sin embargo, en ciertos casos, es conveniente realizar
este paso en seco ya que ciertas aleaciones se corroen fcilmente por la accin del
agua.
Pulido Fino: Esta etapa representa una de los pasos de mayor cuidado por parte del
preparador de muestras, ya que en muchas ocasiones en la superficie del metal se han
formado dobles caras o planos y que por supuesto por ningn motivo pueden ser
utilizadas para el pulido fino, sino se remedia tal defecto superficial. El pulido fino se
realiza mediante un disco giratorio cubierto con un pao especial, hmedo, cargado
con partculas abrasivas, como es el oxido de aluminio para pulir materiales ferrosos y
de los base cobre, y oxido de cerio para pulir aluminio, magnesio y sus aleaciones. La
seleccin del pao para pulir depende del material y del propsito del estudio
metalogrfico. Se pueden encontrar paos de lanilla o pelillo, similares a los que se
utilizan en las mesas de pool. Tambin se pueden encontrar paos sintticos para pulir
con fines de pulido general, de los cuales el Gama y el Micro pao son los que se
utilizan ms ampliamente.
Preparacin Electroqumica
La tcnica por pulido electroqumico requiere al igual que el caso anterior, la seleccin
de una probeta de un tamao apropiado para luego utilizar el electro pulido. Este
mtodo consiste en una disolucin electroqumica de la superficie del metal que
produce un aislamiento y pulido, se aplica por lo general a muestras pequeas. En el
caso de metales blandos se requiere tomar ciertas precauciones para realizar el pulido
debido a que se pueden formar capas amorfas. Para que ello no ocurra se utiliza
tambin el pulido electroltico, para lo cual se coloca la probeta como nodo en una
solucin adecuada de electrolito (suspendida por un hilo de platino sujeta por pinzas
conectadas al polo positivo de una batera) de tal forma de aplicar una fuerza
electromotriz creciente, la intensidad se va a elevar hasta alcanzar un mximo. Aunque
el potencial va aumentando, cae hasta alcanzar un valor constante y luego se vuelve a
elevar bruscamente. Esta parte constante de la curva indica que corresponde al
perodo de formacin de la superficie lisa y brillante. Las probetas se lavan y luego se
atacan por el mtodo usual o bien se puede utilizar un ataque electroltico que
consiste en reducir la intensidad de corriente sin cambiar el electrolito inicial.
En los aceros, el carbono se encuentra en general, o combinado en forma de cementita
o disuelto, rara vez en forma de grafito. Este es el motivo por el cual solo se emplea el
diagrama de equilibrio meta estable para el estudio de los aceros. Los
constituyentes estructurales de equilibrio de los aceros son:
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
122 J.A.C.
Austenita: Se define como una solucin slida de carbono en hierro gamma. Solo es
estable a temperaturas superiores a , desdoblndose por reaccin eutectoides,
a temperaturas inferiores, en ferrita y cementita. Solo puede aparecer austenita a
temperatura ambiente en los aceros austenticos, en este caso la austenita si es
estable a temperatura ambiente. Es deformable como el hierro gamma, poco duro,
presenta gran resistencia al desgaste, es magntica, es el constituyente ms denso de
los aceros y no se ataca con reactivos. La resistencia de la austenita retenida a la
temperatura ambiente oscila entre y el alargamiento entre y
Puede disolver hasta de carbono. Presenta red cristalogrfica
cbica centrada en las caras , con los siguientes parmetros de red,
y .
Ferrita: Este constituyente est formado por una solucin slida de insercin de
carbono en hierro alfa. Es el constituyente ms blando de los aceros pero es el ms
tenaz, es el ms maleable, su resistencia a la traccin es de y su
alargamiento de Su solubilidad mxima es de Puede tambin
mantener en solucin de sustitucin a otros elementos tales como Si, P, Ni, Cr, Cu...
que figuran en los aceros, bien como impurezas, bien como elementos de aleacin. La
ferrita se presenta en los aceros hipoeutectoides como constituyente y mezclada con
la cementita entra a formar parte de la perlita. Si el acero es muy pobre en carbono, su
estructura est formada casi en su totalidad por granos de ferrita cuyos lmites pueden
revelarse fcilmente con el microscopio, despus de un ataque con cido ntrico
diluido. Los granos son . Tiene una distancia interatmica de y un
dimetro atmico de .
Perlita: Est formada por una mezcla de dos fases, ferrita y cementita, se
produce a cuando la composicin es de Su estructura est constituida
por lminas alternadas de ferrita y cementita, siendo el espesor de las lminas de
ferrita superior al de las de cementita, estas ltimas quedan en relieve despus del
ataque con cido ntrico, lo cual hace que en la observacin microscpica se revelen
por las sombras que proyectan sobre las lminas de ferrita. La perlita es ms dura y
resistente que la ferrita, pero ms blanda y maleable que la cementita. Se presenta en
forma laminar, reticular y globular.
Cementita: Es un constituyente que aparece en fundiciones y aceros. Es el carburo de
hierro, de frmula , que cristaliza en el sistema ortorrmbico. Es muy frgil y
duro, teniendo sobre , y es muy resistente al rozamiento en las
fundiciones atruchadas. A bajas temperaturas es ferro magntico y pierde esta
propiedad a de ). Se piensa que funde por encima de ,y
es termodinmicamente inestable a temperaturas inferiores a . Se puede
presentar en forma reticular, laminar y globular.
Bainita: Es el constituyente que se obtiene en la transformacin isotrmica de la
austenita cuando la temperatura del bao de enfriamiento es de . Se
diferencian 2 tipos de estructuras: la Bainita superior de aspecto arborescente
formada a , compuesta por una matriz ferrtica conteniendo carburos y la
Bainita inferior, formada a tiene un aspecto similar a la martensita y
esta constituida por agujas alargadas de ferrita que contienen delgadas placas de
carburos. La bainita tiene una dureza que va de
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 123
: Se obtiene con un revenido despus del temple. Al realizar el calentamiento
la martensita experimenta una serie de transformaciones y en el intervalo
comprendido entre la antigua martensita ha perdido tanto carbono, que
se ha convertido ya en ferrita. La estructura as obtenida se conoce como .
Martensita: Es una solucin slida, intersticial, sobresaturada de carbono en hierro
alfa. Es el constituyente estructural de temple de los aceros y su micro estructura se
presenta en forma de agujas cruzadas. Los tomos de hierro estn como en la ferrita,
en los vrtices. Los tomos de carbono estn en las caras y en las aristas, presenta por
tanto una red distorsionada. Esta distorsin de la red es la responsable de la dureza de
la martensita. Presenta una red tetragonal. Sus caractersticas mecnicas son
resistencia a la traccin entre , dureza entre ,
alargamiento de y es magntica.
La forma mas sencilla de realizar el estudio, es examinando las superficies metlicas a
simple vista, logrando determinar de esta forma las caractersticas macroscpicas. Este
examen se denomina microgrfico y de ellos se extraen datos sobre los tratamientos
mecnicos sufridos por el material, es decir, determinar si el material fue trefilado,
laminado, forjado, entre otros, comprobar la distribucin de defectos como grietas
superficiales, de forja, rechupes, partes soldadas. As mismo, los exmenes
macroscpicos se realizan generalmente sin preparacin especial, pero a veces es
necesaria una cuidadosa preparacin de la superficie para poner de manifiesto las
caractersticas macroscpicas. En , se utilizan criterios para el tipo de
corte a realizar (transversal o longitudinal) para extraer la muestra dependiendo el
estudio a realizar, por ejemplo:
Corte transversal: Naturaleza del material, homogeneidad, segregaciones, procesos
de fabricacin, y otros.
Corte longitudinal: Proceso de fabricacin de piezas, tipo y calidad de la soldadura y
otros.
Por otra parte, existe otro tipo de examen que es el examen microgrfico, que
representa una tcnica ms avanzada y se basa en la amplificacin de la superficie
mediante instrumentos pticos (microscopio) para observar las caractersticas
estructurales microscpicas (micro estructura). Este tipo de examen permite realizar el
estudio o controlar el proceso trmico al que ha sido sometido un metal, debido a que
los mismos colocan en evidencia la estructura o los cambios estructurales que sufren
en dicho proceso. Como consecuencia de ello tambin es posible deducir las
variaciones que experimentan sus propiedades mecnicas (dependiendo de los
constituyentes metalogrficos presentes en la estructura). Los estudios pticos
microscpicos producen resultados que no solo son tiles a los investigadores sino
tambin a los ingenieros. El examen de la micro estructura es muy til para determinar
si un metal o aleacin satisface las especificaciones en relacin a trabajos mecnicos
anteriores, tratamientos trmicos y composicin general. La micro estructura es un
instrumento para analizar las fallas metlicas y para controlar procesos industriales.
Para un estudio de ella se necesita una preparacin an ms cuidadosa de la
superficie. No obstante el procedimiento de preparacin de la superficie es
bsicamente el mismo para ambos ensayos metalogrficos. Esta experiencia delinea
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
124 J.A.C.
una forma de preparar muestras pequeas de acero blando) con el fin de realizar un
examen metalogrfico. Los pasos a seguir en el procedimiento de preparacin son los
mismos para todos los materiales difiriendo solo las herramientas de corte y el grado
de finura de los papeles de esmeril segn la dureza del material. El reactivo de ataque
a utilizar depende del tipo de aleacin. Los ensayos microgrficos se realizan sobre
muestras o probetas de los materiales que han de ser sometidos a estudio,
preparamos una superficie que luego de ser pulida convenientemente, se ataca con
reactivos qumicos apropiados a la finalidad de la determinacin a realizar.
Conociendo mejor el examen microgrfico:
Si el examen se ejecuta para analizar una fractura, la que se sospecha provocada por
irregularidades en el material, las muestras debern ser por lo menos dos, una de la
propia fractura y otra de una zona intacta de la misma pieza, con el objeto de observar
y comparar las modificaciones que ha sufrido la estructura y de las que se podrn
deducir y contar con una mayor cantidad de datos, es necesario tener en cuenta
adems, los tratamientos recibidos por la pieza en su fabricacin, como forjado,
laminado, recocido, temple, entre otros; pues en muchos casos (forjado y laminado) es
beneficio contar con muestras en las distintas direcciones de sus fibras. Como se ha
indicado, el estudio en si se hace sobre superficies convenientemente preparadas de
dichas muestras o probetas. Esta preparacin consiste en llegar a un pulido casi
perfecto, para lo cual se parte de un desbaste que podramos llamar grueso, con el fin
de aplanar la superficie, lo que se consigue con un ajuste a lima o con el auxilio de
devastadoras mecnicas de diseo especial. Los reactivos qumicos y sus finalidades
son muy variadas, pero en principio se busca con ellos la revelacin, por coloracin o
por corrosin, de los distintos componentes de una estructura para
poder diferenciarlos con facilidad. Por lo general, estn constituidos por cidos o
lcalis diluidos en alcoholes, agua o glicerina. Y su eleccin se har de acuerdo con la
naturaleza qumica de la estructura a destacar en la muestra. Con tal fin, una vez
pulida la superficie se har en agua caliente, frotndola con un algodn o tela suave
para quitarle todo rastro de las operaciones anteriores que pueda presentar,
concluyendo esta limpieza con alcohol etlico o solvente similar y secndola con un
soplado de aire caliente. Las fotografas obtenidas de estos exmenes, genricamente
llamados Microfotografas, se logran con la ayuda del microscopio metalogrfico,
cuyos principios pticos y de observacin no difieren mayormente de los comunes. En
l, con iluminacin adecuada, se observa por reflexin (los rayos luminosos al incidir
sobre el objeto se refleja hacia el ocular), la imagen de la superficie atacada, a travs
de un sistema de lentes con los que se amplifica segn lo que requiera la observacin.
Por otra parte, con la observacin de las estructuras microgrficas y por comparacin
con microfotografas, es posible deducir el contenido aparente de carbono, finura y
variedad de los componentes, clasificacin de aceros, reconocer las inclusiones por
defectos de fabricacin )
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 125
Figura 92: Muestra 1
Figura 92: Muestra 2
Segn como vemos en las micrografas obtenidas de los exmenes, reafirman que la
muestra 1 es un acero SAE 1015 segn la distribucin de la perlita y la ferrita. Y las
micrografas de la muestra 2 reafirman que estamos trabajando con un acero SAE
1045, as lo muestra el contenido de ferrita y de la perlita laminar.
Cortadoras .
IB-FINOCUT.
Cortadora de precisin de baja velocidad.
Potencia del motor 40 W.
Velocidad variable 40 - 450 rpm cabezal micromtrico, mordaza universal,
apagado automtico al finalizar el proceso de corte.
Sistema de refrigeracin incorporado.
Disponibles diversas mordazas para distintas aplicaciones.
Disco de corte: dimetro 125 mm.
Cabezal micromtrico: 0 - 25 mm.
IB-MINICUT
La cortadora ms compacta diseada para cortar piezas de pequeo
tamao.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
126 J.A.C.
Suministrada con una campana de proteccin de fibra de vidrio desde la que se
puede controlar el proceso de corte.
Mordazas de accionamiento rpido. Interruptor de seguridad.
Sistema de recirculacin del refrigerante de 55 l.
Mxima capacidad de corte: dimetro 60 mm.
Potencia del motor: 1,5 CV
Disco de corte: dimetro 250 mm.
IB-METACUT
Cortadora diseada para mltiples aplicaciones.
Doble mordaza de accionamiento rpido.
Cmara de corte iluminada.
Campana de proteccin de fibra de vidrio con ventana para controlar el
proceso de corte.
Sistema de frenado electrnico.
Sistema de recirculacin del refrigerante de 55 l.
Mxima capacidad de corte: dimetro 75 mm.
Potencia del motor: 4 CV
Disco de corte: dimetro 250 mm.
Mesa de corte: 210 x 210 mm.
IB-SERVOCUT
Cortadora automtica controlada por microprocesador.
Diseada para realizar cortes eficaces y precisos en todo tipo de piezas.
Sistema de frenado electrnico.
Velocidad de avance programable.
Tcnica de corte por impulsos.
Sistema de recirculacin del refrigerante de 55 l.
Mxima capacidad de corte: dimetro 75 mm.
Potencia del motor: 4 CV
Disco de corte: dimetro 250 mm.
Mesa de corte: 210 x 210 mm.
Aire comprimido: 6 bar.
IB-ROBOCUT-M
Gran cortadora con un potente motor de 6,3 CV.
Sistema de frenado electrnico.
Mesa de corte con ranuras en T y doble mordaza de accionamiento rpido.
Base de fundicin.
Campana de proteccin de fibra de vidrio desde la que se controla el proceso
de corte.
Sistema de recirculacin de 85 l.
Armario base integrado.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 127
Mxima capacidad de corte: dimetro 120 mm.
Potencia del motor: 6,3 CV
Disco de corte: dimetro 350 mm.
Mesa de corte: 350 x 350 mm.
IB-ROBOCUT-A
Gran cortadora automtica con microprocesador de control y
operacin hidroneumtica.
Mesa de corte con ranuras en T y doble mordaza de accionamiento rpido ajustable
para aflojar diversos tipos y tamaos de piezas.
Fuerza de corte y avance programables.
Corte por impulsos.
Sistema de recirculacin de 85 l.
Armario base integrado.
Mxima capacidad de corte: dimetro 120 mm.
Potencia del motor: 6,3 CV.
Disco de corte: dimetro 350 mm.
Mesa de corte: 350 x 350 mm.
Aire comprimido: 6 bar
Prensas .
IB-METAPRESS
Prensa hidrulica para montaje en caliente.
Especialmente diseada para laboratorios donde se prepare un nmero moderado de
piezas.
Carcasa de fibra de vidrio anticorrosin.
Comparador de lectura directa de presin.
Sistema automtico de refrigeracin por agua.
Seal acstica al finalizar el proceso.
Admite moldes de 25 a 40 mm.
Temperatura mxima 200 C.
Potencia de calentamiento: 1400 W
Fuerza mxima: 50 KN.
IB-DIGIPRESS
Prensa de montaje por composicin en caliente controlada por microprocesador.
Posee una amplia pantalla digital que permite programar todos los parmetros de la
secuencia de moldeo: presin, temperaturas de calentamiento y enfriamiento, tiempo
de proceso, precarga, precalentamiento.
Memoriza hasta 200 programas.
Pueden emplearse moldes de 25 a 40 mm.
Operacin automtica controlada por microprocesador.
Fuerza mxima: 50 KN.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
128 J.A.C.
Temperatura mxima: 250 C.
Pulidoras .
SERIE IB-GRIPO
Las pulidoras de la serie GRIPO son idneas para la preparacin de probetas
en laboratorios de tamao medio.
Diseo de sobremesa.
Base ligera anti-corrosin.
Disponibles en versin de 1 y 2 platos.
Platos de 200, 250 y 300 mm.
Velocidad constante o variable con pantalla digital.
Interruptor de proteccin de sobrecarga del motor
GRIPO I: 1 plato, velocidad fija 300 rpm, platos 200 / 250 mm.
GRIPO IV: 1 plato, velocidad variable 50 - 600 rpm, platos 200 / 250 mm.
GRIPO 2: 2 platos, velocidad fija 300 rpm, platos 200 / 250 mm.
GRIPO 2V: 2 platos, velocidad variable 50 - 600 rpm, platos 200 / 250 mm.
GRIPO 2M: 2 platos, 2 velocidades fijas 150 / 300 rpm, platos 200 / 250 mm.
GRIPO 300-1V: 1 plato, velocidad variable 50 - 600 rpm, plato 300 mm.
IB-DISPOMAT
Es un equipo dispensador de fluido, programable y con microprocesador de control,
que permite ahorrar tiempo y fungibles. Es un instrumento independiente que puede
emplearse con cualquier pulidora, e incluso dispensar fluido a dos pulidoras
simultneamente. Todos los parmetros del proceso como frecuencia, duracin de la
dispensacin, seleccin de fluido, se controlan directamente desde el teclado del panel
frontal.
Figura 93.
IB-DIGISET
Diseada para preparar probetas de forma manual o automtica.
Microprocesador de control para ajustar los parmetros del proceso.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 129
Disponibles en versin de 1 y 2 platos.
Platos de 200, 250 y 300 mm.
Velocidad variable 50 - 600 rpm con pantalla digital.
Teclado de control en el panel frontal que permite controlar la velocidad del
plato, encendido y apagado y el agua.
Interruptor de proteccin de sobrecarga del motor.
Una barra de luces muestra la carga del motor.
IB-DIGIMAT
Es un cabezal programable con microprocesador de control, diseado para conectarlo
a las pulidoras de la serie DIGISET. El cabezal se utiliza para la preparacin automtica
de grandes cantidades de probetas. Todos los parmetros con fuerza, tiempo del ciclo,
velocidad del plato, sentido de giro y tipo de fluido pueden programarse y guardarse
en la memoria.
Los parmetros se muestran en la pantalla digital. Al finalizar el proceso, una seal
acstica informa al operario.
IB-DIGIPREP
DIGIPREP es un sistema automtico de preparacin de probetas formado por pulidoras
de la serie DIGISET, el cabezal DIGIMAT y el dispensador DISPOMAT. El sistema puede
memorizar hasta 100 programas. A travs de la salida RS-232 del cabezal tambin se
pueden enviar los datos a un PC. Todos los parmetros se controlan desde el cabezal,
los tres aparatos trabajan y se paran simultneamente. Al finalizar el ciclo se emite una
seal acstica.
Gracias a la completa automatizacin del proceso de obtienen unos resultados
reproducibles.
IB-MET-2000
Este microscopio est pensado especialmente para distinguir y analizar las estructuras
de superficies opacas, siendo, por tanto, un instrumento fundamental para la
investigacin en metalografa, controles de calidad de materiales, industria
metalrgica, mineraloga, etc.
.
Oculares gran angulares de 10x (18 mm), opcional 5x, 12,5x y 16x.
Ajuste de la distancia interpupilar de 55 a 75 mm.
Ajuste de dioptras desde -5 a +5, con soporte para retculos de contaje y
medida.
Revlver cudruple invertido, montado sobre cojinetes de bolas y resorte de
muelles.
Platina rectangular (150 x 200 mm) y carro mecnico con recorrido en X/Y 15 x
15 mm.
Mandos de enfoque coaxiales dotados de macro y micromtrico, con recorrido
de 20 mm, con pasos mnimos de 2 micras.
Ajuste fin de carrera para proteccin de la muestra.
Iluminacin con lmpara de halgeno de 6V, 20 W.
Incorpora un dispositivo porta-filtros (filtro verde, azul y mate).
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
130 J.A.C.
Objetivos plano-acromticos de 4x, 10x, 25x y 40x.
Opcional 100x (inmersin en aceite) y de 20x y 60x (en seco).
Tamao de grano
Una de las mediciones micro estructurales cuantitativas ms comunes es aquella del
tamao de grano de metales y aleaciones. Numerosos procedimientos han sido
desarrollados para estimar el tamao de grano, estos procesos estn sintetizados en
detalle en la norma ASTM E112.Algu nos tipos de tamao de grano son medidos,
tamao de grano de la ferrita y tamao de grano de la austenita. Cada tipo presenta
problemas particulares asociados con la revelacin de estos bordes de manera que
puede obtenerse un rango exacto. Los principales mtodos para la determinacin del
tamao de grano recomendados por la ASTM
son:
Mtodo de Comparacin.
Mtodo de .
Mtodo de Interseccin.
Mtodo de comparacin.
Mediante el mtodo de prueba y error se encuentra un patrn que coincide con la
muestra en estudio y entonces se designa el tamao de grano del metal por el nmero
correspondiente al nmero ndice del patrn mixto; se tratan de manera semejante,
en cuyo caso se acostumbra especificar el tamao de granos en trminos de dos
nmeros que denota el porcentaje aproximado de cada tamao presente. El mtodo
de comparacin es ms conveniente y bastante preciso en muestras de granos de ejes
iguales.
El nmero de tamao de grano n puede obtenerse con la siguiente relacin: N=2 n -1
Mtodo
Es el ms antiguo procedimiento para medir el tamao de grano de los metales. El cual
consiste en que un circulo de tamao conocido (generalmente 19.8 mm f, 5000 mm2
de rea) es extendido sobre una o usado como un patn sobre una
pantalla de proyeccin. Se cuenta el nmero de granos' que estn completamente
dentro del crculo n1 y el nmero de granos que interceptan el circulo n2 para un
conteo exacto los granos deben ser marcados cuando son contados lo que hace lento
este mtodo.
Mtodos de intercepcin.
El mtodo de intercepcin es ms rpido que el mtodo debido a que la
microfotografa o patrn no requiere marcas para obtener un conteo exacto. El
tamao de grano se estima contando por medio de una pantalla dividida de vidrio, o
por fotomicrografa o sobre la propia muestra, el nmero de granos interceptados por
una o ms lneas restas. Los granos tocados por el extremo de una lnea se cuentan
solo como medios granos. Las cuentas se hacen por lo menos en tres posiciones
distintas para lograr un promedio razonable. La longitud de lneas en milmetro,
dividida entre el nmero promedio de granos interceptados por ella da la longitud de
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 131
interseccin promedio o dimetro de grano. El mtodo de interseccin se recomienda
especialmente para granos que no sean de ejes iguales.
Conclusin.
Un ensayo de metalografa se realiza con el fin de obtener toda la informacin
que es posible encontrar en la estructura de los diferentes materiales.
Este ensayo se realiza con la ayuda de un microscopio en donde se observa la
estructura de ciertas muestras, que nos permitirn concluir que tipo de
aleacin se tiene, contenido de carbono (una aproximacin) y tamao de
grano.
Una vez se logra esto la muestra se podr relacionar con las propiedades fsicas
y mecnicas que se desean.
Operaciones a seguir para preparar la muestra son: corte, montaje, desbaste y
pulido. Al final se observa lo obtenido en el microscopio .
4.1 - Ensayos no destructivos, importancia y aplicacin.
4.1.1 - Introduccin.
Los ensayos no destructivos (END) aparecen como una expresin de la actividad
inteligente del hombre en sus primeros deseos de dominar y transformar la
naturaleza.
Los ensayos no destructivos son exmenes o pruebas que son utilizados para detectar
discontinuidades internas y/o superficiales o para determinar propiedades selectas en
materiales, soldaduras, partes y componentes; usando tcnicas que no alteran el
estado fsico o constitucin qumica, daen o destruyan los mismos. Dentro los
ensayos no destructivos estn incluidos la inspeccin por radiografa, inspeccin por
partculas magnticas, inspeccin por lquidos penetrantes, inspeccin visual y tambin
inspeccin por ultrasonido.
El propsito de estos ensayos es detectar discontinuidades superficiales e internas en
materiales, soldaduras, componentes e partes fabricadas.
La falla es el dao de una pieza que no le permite continuar en servicio, causando la
sustitucin prematura de los componentes. Refirindonos a prematuro por la
sustitucin de la pieza antes de haber alcanzado su vida til especificada en el diseo.
La falla de los materiales puede producirse por defectos de fabricacin, errores de
operacin o inadecuada seleccin de materiales.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
132 J.A.C.
Se denomina ensayo no destructivo (tambin llamado END, o en ingls NDT de (non
testing) a cualquier tipo de prueba practicada a un material que no altere
de forma permanente sus propiedades fsicas, qumicas, mecnicas o dimensionales.
Los ensayos no destructivos implican un dao imperceptible o nulo.
Se denomina as a toda prueba que se realice sobre un material sin afectarlo
metalrgicamente no mecnicamente, se realizan con el fin de determinar el estado
geomtrico, mecnico o qumico de la pieza para verificar si cumple con las reglas de
aplicacin que correspondan, ejemplo de ellos son: Radiografiado de cordones de
soldadura (rayos x), tintas penetrantes, partculas magnticas, medicin de espesores
por medios ultrasnicos
El propsito de estos ensayos es detectar discontinuidades superficiales e internas en
materiales, soldaduras, componentes e partes fabricadas.
Los mtodos de END, permiten el control del 100 % de una produccin y pueden
obtener informacin de todo el volumen de una pieza, con lo que contribuyen a
mantener un nivel de calidad uniforme, con la consiguiente conservacin y
aseguramiento de la calidad funcional de los sistemas y elementos.
Adems colaboran en prevenir accidentes, ya que se aplican en mantenimiento y en
vigilancia de los sistemas a lo largo del servicio.
Por otra parte proporcionan beneficios econmicos directos e indirectos. Beneficios
directos, por la disminucin de los costos de fabricacin, al eliminar en las primeras
etapas de fabricacin, los productos que seran rechazados en la inspeccin final, y el
aumento de la productividad, por reducirse el porcentaje de productos rechazados en
dicha inspeccin final.
Entre los beneficios indirectos se pueden citar su contribucin a la mejora de los
diseos, por ejemplo, demostrando la necesidad de realizar un cambio de diseo de
molde en zonas crticas de piezas fundidas o tambin contribuyendo en el control de
procesos de fabricacin.
Tipos de pruebas.
Pruebas no destructivas superficiales:
Estas pruebas proporcionan informacin acerca de la sanidad superficial de los
materiales inspeccionados. Los mtodos de PND superficiales son:
Inspeccin Visual (VT).
Lquidos penetrantes (PT).
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 133
Partculas Magnticas (MT).
Electromagnetismo (ET).
Pruebas no destructivas de hermeticidad.
Pruebas no destructivas volumtricas.
Radiografa Industrial (RT)
Ultrasonido industrial (UT)
Emisin Acstica (AE).
La amplia aplicacin de los mtodos de ensayos no destructivos en materiales se
encuentra resumida en los tres grupos siguientes:
. Permite la deteccin de discontinuidades, evaluacin de la
corrosin y deterioro por agentes ambientales; determinacin de tensiones;
deteccin de fugas.
Caracterizacin. Evaluacin de las caractersticas qumicas, estructurales,
mecnicas y tecnolgicas de los materiales; propiedades fsicas (elsticas,
elctricas y electromagnticas); transferencias de calor y trazado de isotermas.
Metrologa. Control de espesores; medidas de espesores por un solo lado,
medidas de espesores de recubrimiento; niveles de llenado.
Los ensayos no destructivos se utilizan en una variedad de ramas que cubren una gran
gama de actividades industriales.
En la industria automotriz:
Partes de motores.
Chasis.
En aviacin e industria aeroespacial:
Exteriores.
Chasis
Plantas generadoras:
Motores a reaccin.
Cohetes espaciales.
En construccin:
Ensayos de integridad en pilotes y pantallas.
Estructuras.
Puentes.
En manufactura:
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
134 J.A.C.
Partes de mquinas.
En ingeniera nuclear:
En petroqumica:
Transporte por tuberas
Tanques de almacenamiento
Miscelneos:
Atracciones de parques de diversiones.
Conservacin-restauracin de obras de arte.
Esta es una tcnica que requiere de una gran cantidad de informacin acerca de las
caractersticas de la pieza a ser examinada, para una aceptada interpretacin de las
posibles indicaciones. Esta ampliamente demostrado que cuando se aplica
correctamente como inspeccin preventiva, detecta problemas que pudieran ser
mayores en los pasos subsecuentes de produccin o durante el servicio de la pieza.
La inspeccin visual es la tcnica ms antigua entre los ensayos no destructivos, y
tambin la ms usada por su versatilidad y su bajo costo.
En ella se emplea como instrumento principal el ojo humano, el cual es
complementado frecuentemente con instrumentos de magnificacin, iluminacin y
medicin.
Esta tcnica es, y ha sido siempre un complemento para todos los dems ensayos no
destructivos, ya que a menudo la evaluacin final se hace por medio de una inspeccin
visual.
No se requiere de un gran entrenamiento para realizar una inspeccin visual correcta,
pero los resultados dependern en buena parte de la experiencia del inspector, y de
los conocimientos que este tenga respecto a la operacin, los materiales y dems
aspectos influyentes en los mecanismos de falla que el objeto pueda presentar.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 135
Figura: Falla detectada por inspeccin visual.
Aunque no es regla general algunas normas como el ASME y las AWS, exigen una
calificacin del personal que realiza la prueba de inspeccin visual, en donde se tiene
en cuenta las horas de experiencia del individuo a certificar y la agudeza visual
(corregida o natural) que este pueda certificar.
Dentro de las normas de certificacin de personal que involucran este ensayo se
encuentran la ISO-9712 y la ANSI/ASNT CP-189.
Segn los instrumentos que se utilicen como ayuda a la visin, y la distancia (o el
acceso) que se tenga entre el inspector y el objeto de estudio, la inspeccin visual se
puede dividir en dos grupos:
Inspeccin visual directa.
Inspeccin visual remota.
Este tipo de inspeccin se hace a una distancia corta del objeto, aprovechando al
mximo la capacidad visual natural del inspector. Se usan lentes de aumento,
microscopios, lmparas o linternas y con frecuencia se emplean instrumentos de
medicin como calibradores, micrmetros y galgas para medir, y clasificar las
condiciones encontradas.
Se utiliza en aquellos casos en que no se tiene acceso directo a los componentes en los
cuales, por su diseo es muy difcil ganar acceso a sus cavidades internas.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
136 J.A.C.
Este tipo de inspeccin es muy usada en la industria para verificar el estado interno de
los motores recprocos, las turbinas estacionarias, compresores, tuberas de calderas,
intercambiadores de calor, soldaduras internas, tanques y vlvulas entre otros.
En la industria aeronutica la inspeccin visual remota es muy usada para la inspeccin
interna de los motores a reaccin. Mediante esta inspeccin se puede diagnosticar el
estado de las cmaras de combustin, las etapas de compresin y las etapas de
turbina, sin realizar grandes destapes o desensambles.
Figura 94: Equipo para inspeccin visual remota.
Se utilizan boroscpios rgidos o flexibles, videoscpios y fibroscpios (fibra ptica),
con los cuales, mediante una sonda adaptable a una cmara digital, se puede llegar a la
mayora de las cavidades internas y lugares inaccesibles para el inspector.
En el mercado se pueden encontrar equipos con sondas de diferentes dimetros y
longitudes, segn la aplicacin, y con grabaciones de video y fotografa digital, lo cual
permite guardar un registro de cada inspeccin realizada.
Figura 95: Inspeccin remota de una turbina aeronutica.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 137
Figura 96: Foto interior turbina.
Figura97: Foto interior turbina.
Figura 98: Foto interior turbina.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
138 J.A.C.
Figura 99: Foto interior turbina.
Figura 100: Foto interior turbina.
Figura 101: Foto interior turbina.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 139
Figura 102: Foto interior turbina.
Figura 103: Foto interior turbina.
Figura 104: Foto interior turbina.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
140 J.A.C.
Figura 105: Foto interior turbina.
Figura 106: Foto interior turbina.
Figura 107: Foto interior turbina.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 141
Figura 108: Foto interior turbina.
Figura 109: Foto interior turbina.
Figura 110: Foto interior turbina.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
142 J.A.C.
Figura 111: Foto interior turbina.
Figura 112: Foto interior turbina.
Figura 113: Foto interior turbina.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 143
Figura 114: Foto interior turbina.
Figura 115: Foto interior turbina.
Figura 116: Foto interior turbina.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
144 J.A.C.
Figura 112: Foto interior turbina.
Figura 118: Foto interior turbina.
Figura 119: Foto interior turbina.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 145
Figura 120: Foto interior turbina.
La inspeccin por lquidos penetrantes es un tipo de ensayo no destructivo que se
utiliza para detectar e identificar discontinuidades presentes en la superficie de los
materiales examinados. Generalmente se emplea en aleaciones no ferrosas, aunque
tambin se puede utilizar para la inspeccin de materiales ferrosos cuando la
inspeccin por partculas magnticas es difcil de aplicar. En algunos casos se puede
utilizar en materiales no metlicos. El procedimiento consiste en aplicar un lquido
coloreado o fluorescente a la superficie en estudio, el cual penetra en cualquier
discontinuidad que pudiera existir debido al fenmeno de capilaridad. Despus de un
determinado tiempo se remueve el exceso de lquido y se aplica un revelador, el cual
absorbe el lquido que ha penetrado en las discontinuidades y sobre la capa del
revelador se delinea el contorno de stas.
Las aplicaciones de esta tcnica son amplias, y van desde la inspeccin de piezas
crticas como son los componentes aeronuticos hasta los cermicos como las vajillas
de uso domstico. Se pueden inspeccionar materiales metlicos, cermicos vidriados,
plsticos, porcelanas, recubrimientos electroqumicos, entre otros. Una de las
desventajas que presenta este mtodo es que slo es aplicable a defectos superficiales
y a materiales no porosos.
Se basa en la propiedad penetrante de algunos lquidos que son capaces de
introducirse en los posibles defectos superficiales de las piezas.
Este mtodo es usado generalmente en aleaciones no ferrosas (no magnetizables),
pero tambin suele emplearse en la inspeccin de materiales ferrosos (cuando no se
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
146 J.A.C.
cuenta con la inspeccin por partculas magnticas, por no tener equipo o ser difcil de
aplicar), tambin se suele emplear para inspeccionar piezas de materiales no
metlicos.
Un mtodo casero es emplear aceite o petrleo caliente, en los que se sumerge la
pieza a ensayar, despus de estar un tiempo sumergida, se seca y se espolvorea con cal
fina o talco (productos higroscpicos) que absorben las pequeas cantidades de aceite
atrapadas en las microfisuras, y de esta forma se hacen visibles.
En la industria se usan lquidos penetrantes coloreados o fluorescentes y un revelador.
Este mtodo consiste en aplicar lquido coloreado o fluorescente, en la superficie de la
pieza a estudiar, el cual penetra en cualquier discontinuidad que pudiera existir
debido, debido al fenmeno de capilaridad. Despus de determinado tiempo (indicado
por el fabricante), se elimina el exceso de lquido, ys e aplica el revelador, el que
absorbe el liquido, que entro en las discontinuidades y aparecen estas a la vista.
Figura 121: Kits de lquido penetrante.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 147
Figura 122: Proceso general de aplicacin de lquidos penetrantes.
Figura 123: Platina con fisuras.
La prueba de partculas magnticas es un mtodo de prueba no destructivo para la
deteccin de imperfecciones sobre o justamente debajo de la superficie de metales
ferrosos que tambin se puede aplicar en soldadura. Es una tcnica rpida y confiable
para deteccin y localizacin de grietas superficiales.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
148 J.A.C.
Un flujo magntico es enviado a travs del material y en el lugar de la imperfeccin se
forma un campo de fuga que atrae el polvo de hierro que se roca sobre la superficie,
as la longitud de la imperfeccin puede ser determinada de forma muy confiable.
Criterios de aceptacin definen si la indicacin es o no aceptable, es decir si se trata de
un defecto o no.
En el ensayo no destructivo de partculas magnticas inicialmente se somete a la pieza
a inspeccionar a una magnetizacin adecuada y se espolvorea partculas finas de
material ferro magntico.
Es un tipo de ensayo no destructivo que permite detectar discontinuidades
superficiales y sub-superficiales en materiales ferro-magnticos.
Se selecciona usualmente cuando se requiere una inspeccin ms rpida con los
lquidos penetrantes.
Ensayos magnticos y elctricos.
Los mtodos magnticos, se basan en la propiedad de que si un material es
imantado con un campo homogneo, las lneas de flujo magntico son desviadas por
las perturbaciones que pueda tener el material en su interior. Para detectar estas
perturbaciones que pueda tener el material en su interior. Para detectar estas
perturbaciones, se esparce en la superficie a ensayar una solucin con polvo
magnetizable en la que se puede apreciar las posibles desviaciones de las lneas de
fuerza. Evidentemente, este mtodo slo es aplicable a materiales susceptibles de
imantacin y adems tiene limitacin de que no es posible detectar deficiencias muy
profundas. En la figura 7. 59 se puede observar un esquema de este ensayo.
Figura 124: Esquema de ensayos magnticos.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 149
Figura 125: introduccin al magnetismo.
Figura 126: Materiales Ferro-magnticos.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
150 J.A.C.
Figura 127: Como funciona un ensayo magntico.
Figura 128: Esquema de un ensayo magntico.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 151
Figura 129: Mtodos de ensayos magnticos.
Figura 130: Sentido del campo magntico.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
152 J.A.C.
Figura 131: Importancia de la direccin del campo magntico.
Figura 132: Importancia de la direccin del campo magntico.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 153
Figura 133: Magnetizacin.
Figura 134: Yugo electromagntico.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
154 J.A.C.
Figura 135: Partculas solidas.
Figura 136: Partculas hmedas.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 155
Figura 137: Fisuras en un gancho de aparejo.
Figura 138: Fisuras en un engranaje de cadena.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
156 J.A.C.
Figura 139: Fisuras en un eje.
Figura 140: Fisuras en un rbol de trasmisin.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 157
Figura 141: Fisuras en un eje.
Figura 142: Fisuras en un buln.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
158 J.A.C.
Figura 143: Fisuras en un cigeal.
Figura 144: Falta de fusin en una soldadura.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 159
Figura 145: Fisuras en una soldadura.
Figura 146: Socavaciones y fisuras en una soldadura.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
160 J.A.C.
Figura 147: Desmagnetizacin.
Los ensayos elctricos se fundamentan en la variacin de resistencia que experimenta
un material con irregularidades en su masa provocadas por impurezas. El mtodo
consiste en establecer una corriente entre dos puntos extremos de la pieza e ir
verificando por medio de unos palpadores las variaciones de las tensiones entre estos.
Figura 148: esquema de ensayos elctricos.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 161
El electromagnetismo anteriormente llamado corrientes de Eddy o de Foucault se
emplea para inspeccionar materiales que sean electro conductores, siendo
especialmente aplicable aquellos que no son ferro magnticos. La inspeccin por
corriente EDDY est basada en el efecto de induccin electromagntica.
En el caso de utilizar VT y PT se tiene la limitante para detectar nicamente
discontinuidades superficiales (abiertas a la superficie); y con MT y ET se tiene la
posibilidad de detectar tanto discontinuidades superficiales como sub-superficiales (las
que se encuentran debajo de la superficie pero muy cercanas a ella).
Estas pruebas proporcionan informacin del grado en que pueden ser contenidos los
fluidos en recipientes, sin que escapen a la atmsfera o queden fuera de control. Los
mtodos de
PND de hermeticidad son:
Pruebas de Fuga.
Pruebas por Cambio de Presin (Neumtica o hidrosttica).
Pruebas de Burbuja.
Pruebas por Espectrmetro de Masas Pruebas de Fuga con Rastreadores de
Halgeno.
Estas pruebas proporcionan informacin acerca de la sanidad interna de los materiales
inspeccionados. Los mtodos de PND volumtricos son:
Una radiografa es una imagen registrada en una placa o pelcula fotogrfica. La
imagen se obtiene al exponer dicha placa o pelcula a una fuente de radiacin de alta
energa, comnmente rayos X o radiacin gamma procedente de istopos radiactivos
(Iridio 192, Cobalto 60, Cesio 137, etc.). Al interponer un objeto entre la fuente de
radiacin y la placa o pelcula las partes ms densas aparecen con un tono ms o
menos gris en funcin inversa a la densidad del objeto. Por ejemplo: si la radiacin
incide directamente sobre la placa o pelcula, se registra un tono negro. Sus usos
pueden ser tanto mdicos, para detectar fisuras en huesos, como industriales en la
deteccin de defectos en materiales y soldaduras tales como grietas, poros,
"rechupes", etc. La radiografa industrial de ensayo no destructivo de tipo
fsico utilizado para inspeccionar materiales en busca de discontinuidades
macroscpicas y variaciones en su estructura interna. La radiacin electromagntica de
onda corta tiene la propiedad de poder penetrar diversos materiales slidos, por lo
que al utilizarla se puede generar una imagen de la estructura interna del material
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
162 J.A.C.
examinado. El principio de esta tcnica consiste en que cuando la energa de los rayos
X o gamma atraviesa una pieza, sufre una atenuacin que es proporcional al espesor,
densidad y estructura del material inspeccionado.
Posteriormente, la energa que logra atravesar el material es registrada utilizando una
Ensayos no placa fotosensible, de la cual se obtiene una imagen del rea en estudio.
Los rayos x son una forma electromagntica (como una luz) que contiene una gran
energa y por ello, es posible que penetre en el cuerpo humano, produciendo as, una
imagen en una placa de fotografa durante este paso, las radiaciones se modifican,
entonces, al pasar por estructuras de gran densidad como el hueso, la imagen que se
producir en la placa ser de color blanco y si atraviesa estructuras con aire se formara
una imagen de color negro.
Los colores dependern de la densidad de las estructuras.
Se basa en la absorcin diferencial de la radiacin por los materiales.
Peligrosa para los seres vivos.
Da un registro permanente.
Se emplean rayos X y con un mtodo similar al usado en medicina. La pieza a
examinar se somete a la accin de los rayos, que atraviesan, e impresionan una placa
fotogrfica situada al otro lado de sta. Los posibles defectos aparecen como manchas
de otra tonalidad en la placa como se puede ver en el esquema de la figura 149.
Figura 149: Esquema de una radiografa industrial.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 163
La radiografa industrial, ensayo no destructivo, que se usa para inspeccionar
materiales en busca de discontinuidades microscpicas y variaciones en su estructura
interna. La radiacin electromagntica de onda tiene la propiedad de poder penetrar
diversos materiales slidos, por lo que al utilizarla se puede generar una imagen de
estructura interna del material examinado. Posteriormente, la energa que logra
atravesar el material es registrada utilizando una placa fotosensible, de la cual se
obtiene una imagen del rea en estudio.
La radiacin electromagntica se obtiene en forma de rayos gamma o rayos X (iridium
192, cesio 137 y cobalto 60). Para hacer este ensayo se requiere tener acceso a ambos
lados de la a radiografiar.
El personal debe estar entrenado para el manejo de materiales radiactivos.
Figura 150: Fuente de rayos X.
Figura 151: Fuente rayos gamma.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
164 J.A.C.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 165
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
166 J.A.C.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 167
La inspeccin por ultrasonido se define como un procedimiento de inspeccin no
destructivo de tipo mecnico, y su funcionamiento se basa en la impedancia acstica,
la que se manifiesta como el producto de la velocidad mxima de propagacin del
sonido entre la densidad del material. Cuando se invent este procedimiento, se meda
la disminucin de intensidad de energa acstica cuando se hacan viajar ondas
supersnicas en un material, requirindose el empleo de un emisor y un receptor.
Actualmente se utiliza un nico aparato que funciona como emisor y receptor,
basndose en la propiedad caracterstica del sonido de reflejarse al alcanzar una
interface acstica.
Los equipos de ultrasonido que se utilizan actualmente permiten detectar
discontinuidades superficiales, sub-superficiales e internas, dependiendo del tipo de
palpado utilizado y de las frecuencias que se seleccionen dentro de un rango que va
desde 0.25 hasta 25 MHz. Las ondas ultrasnicas son generadas por un cristal o un
cermico piezoelctrico denominado transductor y que tiene la propiedad de
transformar la energa elctrica en energa mecnica y viceversa. Al ser excitado
elctricamente el transductor vibra a altas frecuencias generando ultrasonido. Las
vibraciones generadas son recibidas por el material que se va a inspeccionar, y durante
el trayecto la intensidad de la energa snica se atena proporcionalmente a la
distancia del recorrido. Al alcanzar la frontera del material, el haz snico es reflejado, y
se recibe el eco por otro (o el mismo) transductor. Su seal es filtrada e incrementada
para ser enviada a un osciloscopio de rayos catdicos.
Los ultrasonidos son ondas vibratoria, similares a las de sonido, de alta frecuencia. El
mtodo se basa en lanzar un haz de de ultrasonidos por medio de un emisor sobre la
pieza a examinar y recibir las ondas enviadas en un emisor. Si el haz enviado choca
contra algn tipo de irregularidad, ste es reflejado y, por consiguiente, no recibido
por el receptor, captando la diferencia. En la figura 152 se puede ver un esquema de
este ensayo.
Figura 152: Esquema de un ensayo ultrasnico.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
168 J.A.C.
Figura 153: Bsqueda de fisuras en control de calidad de engranajes.
Figura 154: Bsqueda de fisuras en superficie de materiales compuestos.
Por medio de ultrasonido se puede medir espesores.
Figura 155: Medicin de espesores en tuberas.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 169
Es un mtodo de inspeccin de carcter mecnico y se basa en la emisin de pulsos
definidos que se propagan en el material de forma radial a la velocidad de sonido .Con
lo anterior se detectan y miden, a travs de instrumentos de AET, las ondas elsticas
que se crea en forma espontanea en los puntos de un material que se somete a
esfuerzo fsico y al que se deforma de manera plstica.
Estos mtodos permiten la deteccin de discontinuidades internas y sub-superficiales,
as como bajo ciertas condiciones, la deteccin de discontinuidades superficiales.
Es un anglicismo (de la palabra inglesa ).
Definicin:
Sustantivo femenino:
Muesca, depresin o escotadura en un borde de un rgano.
Dureza por .
Para los asientos de automviles y colchones, la dureza de es uno de los
valores caractersticos ms importantes que determinan su calidad, como por ejemplo
el confort del asiento. Estas piezas de moldeo se suelen ensayar normalmente segn la
norma DIN 53579-1. Para el ensayo de asientos, las probetas se acoplan en moldes
especiales para este tipo de ensayos.
:
La es la primera etapa de un cambio de fase, donde se generan pequeas
superficies de fase distinta a la existente, llamadas ncleos. Estos ncleos crecen hasta
alcanzar un tamao crtico. El cambio de fase que se produce durante el proceso
puede ser la formacin de gas o cristal a partir de un lquido.
Modelos basados en el
Las grietas en el estadio II crecen, al menos en parte, por de la punta
de la grieta (Laird, 1966). Durante un ciclo de carga y descarga, la punta de la grieta se
enroma cuando la carga aumenta por deformacin plstica del material al frente de la
grieta, esta extensin de la punta de la grieta se oxida y resulta imposible invertir el
proceso de deformacin. La grieta se cierra pero la extensin por se
mantiene, El resultado final es que se producen simultneamente dos fenmenos: la
El granallado es un procedimiento que utiliza micro-perdigones de acero de dimetro
comprendido entre 1,7 y 2,0 mm para bombardear la superficie del revestimiento.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
170 J.A.C.
Los impactos de los micros perdigones remueven las partes superficiales tiernas del
conglomerado bituminoso, liberando el material no ligado y creando una macro-
rugosidad. Simultneamente el material no ligado, es limpiado de la superficie, pero el
martillado de los perdigones, aumenta la micro-rugosidad.
Los micro-perdigones se recuperan por rebota miento, se limpian y se utilizan
nuevamente, mientras el polvo producido es aspirado y almacenado a fin de evitar
contaminaciones.
Una nueva norma de ASTM resultar de utilidad a las empresas de neumticos y
frenos, as como a los fabricantes de materiales de cojinetes, en estudios que
involucran la medicin de las fuerzas de friccin de los sistemas.
La nueva norma G203, Gua para determinar la disipacin de la energa de friccin en
reciprocantes, fue desarrollada por el Subcomit G02.50 sobre Friccin,
que es parte del Comit G02 de ASTM International sobre Desgaste y erosin.
, de y miembro del G02, dijo que la gua ser
til para hacer pruebas porque puede utilizarse un nmero nico para describir el
comportamiento de la friccin de un tribosistema y ese nmero incluir todas las
respuestas del sistema. El resultado es una mayor discriminacin al comparar los
comportamientos de friccin de los disponibles.
Los avances en los sistemas de adquisicin de datos permiten un margen mayor en
los muestreos y registro de fuerzas en las pruebas de friccin y desgaste, y la
integracin del historial de fuerzas en una determinada prueba como medida de la
energa gastada en la friccin superadora se ha transformado en prctica comn,
explic , de y miembro del G02. "Las tcnicas
tradicionales de monitoreo de la friccin utilizan promedios y se pierden las
excursiones de fuerza a corto plazo.
El Subcomit G02.50 invita a los interesados a participar en sus actividades de
desarrollo de normas. El F02.50 busca en este momento participantes para un estudio
sobre la friccin por deslizamiento en automviles utilizando el G194, Mtodo de
prueba para medir las caractersticas de deslizamiento de una forma esfrica sobre un
plano horizontal llano.
Creemos que una friccin controlada entre los neumticos y el camino puede reducir
el uso mundial de gasolina en un 10 por ciento sin cambiar los hbitos de manejo o el
diseo de los vehculos, explic .
Aplicaciones de los fenmenos .
Como no existe prcticamente ninguna actividad individual, comercial o industrial que
no involucre , espumas, emulsiones, dispersiones etc., se puede decir que
tenemos que enfrentar o usar fenmenos s cada vez que estemos en
presencia de una frontera bidimensional de los objetos tridimensionales que
conforman nuestro mundo.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 171
A pesar de esta situacin, no se contemplan cursos de fenmenos en la
mayora de las carreras tcnicas de las Universidades o Institutos Tecnolgicos
Superiores.
Esto se debe probablemente a que la enorme cantidad de trabajos de investigacin
producidos en este campo han sido difciles de adaptar a pensamientos universitarios,
y como consecuencia la transferencia de conocimiento en este campo ha quedado a
nivel de grupos de investigacin y en algunos escasos cursos de postgrado. Este
cuaderno es un intento de divulgacin a un nivel relativamente elemental.
Volviendo a las aplicaciones de los surfactantes en los procesos industriales se puede
citar una gran variedad de actividades e industrias que hacen uso extensivo de ellos. El
cuerpo humano hace uso de sustancias surfactantes en los alvolos pulmonares en los
jugos biliares, en las lgrimas, en la saliva, etc., sin contar que las paredes celulares son
membranas formadas de fosfolpidos, una variedad de surfactante anftero.
Las industrias del sector higiene y salud producen un sin nmero de lociones, cremas,
leches, espumas, ungentos, suspensiones etc., en los cuales el acondicionamiento
dispersado es esencial para conferirles las propiedades deseadas.
La industria de la limpieza, bien sea con fines domsticos (jabones, detergentes,
formulas para lavar ropa o platos, desinfectantes etc.) industriales (metal mecnica,
agro alimenticia) es la que hace el mayor uso de surfactantes en forma de polvos
lquidos.
La industria de la celulosa y del papel involucra tambin numerosos fenmenos
, tanto en cuanto a sus operaciones bsicas (dispersin de fibra,
preparacin de encolados para recubrimientos, y acabados) as como en los nuevos
procesos, tal como el des tintado de papel reciclado que rene operaciones de
, dispersin y flotacin.
Las industrias de pinturas, barnices y tintas usan formulaciones complejas que
involucran lquidos y slidos finamente divididos y que son ejemplos tpicos de
dispersiones y emulsiones.
La industria agro alimenticia usa surfactantes en formulaciones pesticidas para
pulverizar sobre las cosechas, en formulaciones limpiadoras o protectoras de frutas y
vegetales, en el acondicionamiento de alimentos en forma de emulsiones, dispersiones
o espumas. No habra mayonesa, ni helado, ni pan de emparedado esponjoso sin la
presencia de surfactantes naturales o sintticos.
Varias operaciones fundamentales de la industria qumica y petroqumica involucran
fenmenos : enriquecimiento de minerales por flotacin, lixiviacin,
intercambio inico, extraccin lquido - lquido, etc. Ciertos procesos tienen su
fundamento en un sistema dispersado como la polimerizacin en emulsin o en
suspensin, y la fabricacin de espumas slidas o elastmeras.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
172 J.A.C.
La industria petrolera hace un uso intensivo de los surfactantes, desde su inyeccin en
los yacimientos para vencer las fuerzas capilares que atrapan el petrleo en el medio
poroso rocoso, hasta la utilizacin de la qumica deshidratante, o el acondicionamiento
en forma de emulsin aceite-en-agua para conferir la forma de combustible fluido a los
bitmenes o residuos altamente viscosos, o para almacenar y
transportar los asfaltos destinados a la construccin o reparacin de carreteras.
Se podra probablemente encontrar unas cuantas aplicaciones ms (vase Cuaderno
FIRP # 300), pero es tiempo de abordar el tema central de este cuaderno, a saber los
fenmenos en las dispersiones polifsicas.
Definiciones.
En trminos generales un detergente es un producto que posee un poder limpiador de
una superficie. Los detergentes, tanto en polvo como lquidos, de uso domstico o
industrial, son formulaciones complejas en las cuales un surfactante (o una mezcla de
surfactantes) juega un papel determinante en la combinacin de efectos que se
desean: , descenso de la tensin , adsorcin en las interfases
lquido-lquido y slido-lquido, y .
La se refiere al proceso de limpieza de una superficie slida o de una
estructura fibrosa mediante un bao lquido, en el cual la accin limpiadora del
solvente est considerablemente aumentada por procesos fsico-qumicos atribuible al
surfactante y dems componentes del detergente.
Se denomina generalmente sucio los materiales indeseables que llegan a acumularse
en la superficie de un slido o en la trama fibrosa de un textil. Existen esencialmente
dos tipos de sucio. El primero es de carcter grasoso y puede considerarse como aceite
o grasa, y proviene de origen animal, vegetal o industrial. El segundo tipo es el sucio
slido en forma de partculas solubles o no en agua.
Se denomina generalmente mancha un depsito de material extrao localizado en
un sitio, a menudo de color diferente al sustrato, que puede tener un carcter de sucio
lquido o slido, o adherir al sustrato mediante enlaces qumicos (colorantes, xidos).
En muchos casos, particularmente en lo que trata de los sucios domsticos, se observa
una combinacin de los diferentes tipos: grasoso, slidos solubles, partculas
insolubles.
Sedimento.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 173
Derribos.
Desechos.
Ruinas.
Fenmenos de desgaste que ocurren entre dos superficies que tienen movimiento
relativo oscilatorio de amplitud pequea.
La definicin de la lubricacin.
Se puede explicar as:
: Elasticidad, sea que la cresta de la irregularidad en el momento de la
interaccin con la cresta de la otra superficie se deforma elsticamente sin llegar al
punto de fluencia del material
Hidrodinmica: Una vez que ocurre la deformacin elstica, la pelcula de aceite que
queda atrapada entre las rugosidades forma una pelcula hidrodinmica de un tamao
microscpico mucho menor que la pelcula hidrodinmica propiamente dicha.
El concepto de Lubricacin es poco conocido. En trminos
simples, es cuando las superficies en contacto se deforman en forma elstica o sea que
vuelven a su posicin inicial y la pelcula de lubricacin atrapada entre las superficies
provee una lubricacin hidrodinmica microscpica.
En la lubricacin hidrodinmica el espesor de la pelcula lubricante puede ser del orden
de 5 m en adelante, mientras que en la lubricacin es de 1 m
menos.
Normalmente esta lubricacin est asociada con superficies no concordantes y con la
lubricacin por pelcula fluida.
Si tomamos en cuenta las cuatro formas de lubricacin cuando buscamos el
aceite para el motor, reductor, compresor o lo que sea, podemos escoger una
viscosidad que reduce el consumo de energa o combustible mientras
minimizamos el desgaste.
El mejor coeficiente de friccin es provisto por la Lubricacin Hidrodinmica. La
lubricacin nos ayuda a reducir la friccin, evitando el
punto de.
Contacto donde entraramos a una Lubricacin Marginal cuando se escurre el
aceite y terminamos sin la pelcula lubricante.
Apresamiento, decomiso, embargo, ataque.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
174 J.A.C.
Adhesin severa que conduce a soldado de las superficies.
El contacto deslizante tribolgico da como resultado una reaccin qumica. Los
productos de la reaccin influyen en los procesos tribolgicos en la superficie, por
ejemplo las piezas en rozamiento con tolerancias estrechas pueden griparse.
El desgaste en las operaciones de corte se deriva de la difusin. En
general, el desgaste aumenta a medida que se eleva la temperatura.
Una causa frecuente de desgaste triboqumico es la oxidacin.
Entre las consecuencias de la se incluye el
La bicapa lipdica es la estructura bsica de la membrana y constituye una barrera
relativamente impermeable al agua. Los lpidos que la componen son, por trmino
medio, el 50% de la masa total de la membrana. Los tres tipos de lpidos ms
abundantes son en este orden: , colestrol y glicolipidos. Estos lpidos
son antipticos, es decir, poseen un extremo o polar (crculos) y otro
o no polar. Las molculas lipidias estn dotadas
de movimientos continuos de rotacin sobre su eje longitudinal, de flexin y de
translacin en su misma capa, pero raramente cambian de capa, , La
fluidez de la depende de su composicin: as; una bicapa formada
exclusivamente por fosfolipidos saturados (no poseen dobles enlaces), sera una
estructura rgida. Los no son saturados (poseen dobles enlaces) hacen
que la membrana sea fluida y las protenas se pueden desplazar en ella. Otro elemento
que modifica la fluidez de la , es la presencia de colesterol, muy
abundante en las membranas de clulas animales, sirve para crear una estabilidad
mecnica de la membrana orientando su grupo OH hacia la porcin polar de la
y la rigida estructura de sus anillos se coloca entre las cadenas de los fosfolipidos,
aumentando la fluidez.
Definicin de la Orimulsin: es un combustible en forma de emulsin que resulta de la
mezcla de agua (30 %), crudo extra pesado (70 %) y un surfactante o agente
estabilizador de la emulsin. Este combustible es utilizado en la industria de
generacin elctrica donde se quema en hornos, de forma similar al Fuel Ol, pero
requiriendo equipos adicionales para la remocin de azufre y metales. El nombre
deriva de la palabra Orinoco, mayor ro de Venezuela.
Composicin de la Orimulsin: Como se ha dicho antes, la Orimulsin no es ms que
una emulsin de crudo pesado en agua. A grandes rasgos, su composicin porcentual
es de aproximadamente un 30% de agua, 70% de bitumen natural, y un agregado
menor al 0,2 que representa la fraccin de de
emulsin.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 175
Los son un tipo de lpidos compuestos por una molcula
de glicerol, a la que se unen dos cidos grasos (1,2-diacilglicerol) y un grupo fosfato. El
fosfato se une mediante un enlace a otro grupo de tomos, que
generalmente contienen nitrgeno, como colina, y muchas
veces posee una carga elctrica. Todas las membranas plasmticas activas de las
clulas poseen una de . Los ms abundantes son
la fosfatidiletanolamina (o cefalina), fosfatidilinositol, cidofosfatdico, fosfatidilcolina
(o lecitina) y . Fosfolpidos purificados se producen comercialmente
por empresas como , etc y se han
encontrado aplicaciones en la nanotecnologa y la ciencia de los materiales.
La radiografa industrial de
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
176 J.A.C.
Tabla AT 3.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
J.A.C. 177
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
178 J.A.C.
Recopilados por Juan Catarino Tcnico en Mquinas Herramientas y Electromecnica Industrial.
Вам также может понравиться
- Felder EditableДокумент712 страницFelder EditableLizbeth Leon100% (2)
- Ensayos y propiedades de los materialesОт EverandEnsayos y propiedades de los materialesРейтинг: 5 из 5 звезд5/5 (1)
- Ensayo de TracciónДокумент8 страницEnsayo de TracciónLeonardo CuevaОценок пока нет
- Normatividad Pruebas MaterialesДокумент100 страницNormatividad Pruebas MaterialesAndrés BallénОценок пока нет
- Mecanica de Materiales Flexion en VigasДокумент22 страницыMecanica de Materiales Flexion en VigasYordi_8426Оценок пока нет
- Prob Conc F IIДокумент12 страницProb Conc F IIEudomar Junior Gutierrez BeltranОценок пока нет
- Ciencia de Los MaterialesДокумент104 страницыCiencia de Los MaterialesDaniel Garnica SepulvedaОценок пока нет
- Mecanic AДокумент10 страницMecanic ASacheelOrtízОценок пока нет
- Texto ISOSTÁTICAДокумент80 страницTexto ISOSTÁTICAJuan Rodrigo Choque100% (1)
- Resistencia de MaterialesДокумент420 страницResistencia de Materialesmeyli80100% (1)
- Manual Mto Bomba API Oh2Документ86 страницManual Mto Bomba API Oh2Carlos Juárez0% (2)
- Manual Resistencia de MaterialesДокумент16 страницManual Resistencia de MaterialesMario Enrique BenescoОценок пока нет
- Ejercicios de Mecánica de MaterialesДокумент7 страницEjercicios de Mecánica de MaterialesRoberto BravoОценок пока нет
- Prueba PDFДокумент460 страницPrueba PDFperezОценок пока нет
- Esfuerzos Por Flexion PDFДокумент23 страницыEsfuerzos Por Flexion PDFFabianRey100% (2)
- Ejercicios de Perspectiva Caballera (OK)Документ15 страницEjercicios de Perspectiva Caballera (OK)sinparticoОценок пока нет
- Unidad IV. Vigas - Ingenieria Mecanica. DiagramasДокумент24 страницыUnidad IV. Vigas - Ingenieria Mecanica. DiagramasCecilia VenturaОценок пока нет
- Resistencia de MaterialesДокумент5 страницResistencia de MaterialesLivio German AguilarОценок пока нет
- Mecanica de Materiales - Ejercicios Resueltos de Piezas Cargadas AxialementeДокумент13 страницMecanica de Materiales - Ejercicios Resueltos de Piezas Cargadas Axialementealex31415926535Оценок пока нет
- Elasticidad y Resistencia de MaterialesДокумент239 страницElasticidad y Resistencia de MaterialesDavid Escarabajal Henarejos100% (1)
- Teorías de Falla EstaticaДокумент11 страницTeorías de Falla EstaticaRicardo AmezquitaОценок пока нет
- Propiedades MecánicasДокумент7 страницPropiedades MecánicasCarlos De La TrinidadОценок пока нет
- Resistencia de Materiales: Esfuerzos por FlexiónДокумент38 страницResistencia de Materiales: Esfuerzos por Flexiónpatrick tantaОценок пока нет
- Estatica Informe PC4 Ver 1.00Документ33 страницыEstatica Informe PC4 Ver 1.00Luis HuarhuaОценок пока нет
- Estatica-SILABEOДокумент3 страницыEstatica-SILABEOwillmanfcОценок пока нет
- PLANIFICACIÓN DE DIBUJO Escuela de Educación TécnicaДокумент6 страницPLANIFICACIÓN DE DIBUJO Escuela de Educación TécnicaCristian CocaОценок пока нет
- Teoria de Estructuras PDFДокумент8 страницTeoria de Estructuras PDFDeimos StarkОценок пока нет
- Semana 4 Analisis EstructuralДокумент36 страницSemana 4 Analisis EstructuralHebert Vizconde PoemapeОценок пока нет
- Cap3 - Placas Planas-1Документ19 страницCap3 - Placas Planas-1Alex Apaza QuentaОценок пока нет
- Mecanica y MecanismosДокумент8 страницMecanica y MecanismosSeba MartinezОценок пока нет
- Deformacion Por Carga AxialДокумент15 страницDeformacion Por Carga AxialcarlosОценок пока нет
- Tesis Ahorro de EnergíaДокумент101 страницаTesis Ahorro de EnergíaAlberto CrespoОценок пока нет
- Organizacion AtomicaДокумент43 страницыOrganizacion AtomicaGermán Edilberto50% (2)
- Programación Mecánica de Fluidos v03Документ2 страницыProgramación Mecánica de Fluidos v03Dsrl92Оценок пока нет
- Factor de Seguridad - 10 Ejercicios DesarrolladosДокумент23 страницыFactor de Seguridad - 10 Ejercicios DesarrolladosFrank EspinozaОценок пока нет
- 1º Clase Traccion y CompresionДокумент105 страниц1º Clase Traccion y CompresionDiego FernándezОценок пока нет
- Sistemas Trifasicos Trabajo 1Документ9 страницSistemas Trifasicos Trabajo 1Pablo Leonardo Ulloa ToppОценок пока нет
- Hidrodinámica - Item de TestДокумент7 страницHidrodinámica - Item de TestJean-Pierre Giusto CovarrubiasОценок пока нет
- Solucionario de Resistencia de MaterialesДокумент38 страницSolucionario de Resistencia de Materialesguillermo socualaya100% (2)
- Práctica 1 - Viga Simplemente ApoyadaДокумент10 страницPráctica 1 - Viga Simplemente ApoyadaSaurumBlackОценок пока нет
- Dibujo Mecanico Terminologia Casi Completo IIДокумент9 страницDibujo Mecanico Terminologia Casi Completo IIJosé SandovalОценок пока нет
- M.A. Estructuras HiperestaticasДокумент25 страницM.A. Estructuras HiperestaticasRenzo GutierrezОценок пока нет
- Practica 4 - Constante Dielectrica PDFДокумент9 страницPractica 4 - Constante Dielectrica PDFtasty cherryОценок пока нет
- Análisis y Diseño de Estructuras Pretensadas.: Escuela Militar de Ingenieria - Emi La Paz - BoliviaДокумент15 страницAnálisis y Diseño de Estructuras Pretensadas.: Escuela Militar de Ingenieria - Emi La Paz - BoliviaRodri Vargas GabrielОценок пока нет
- Ensayo de MaterialesДокумент54 страницыEnsayo de MaterialesAlfredo Solorzano MaloОценок пока нет
- FluidosДокумент3 страницыFluidosAlbaroMamaniVenizОценок пока нет
- Clase de Resistencia de Materiales-4Документ101 страницаClase de Resistencia de Materiales-4Tatiana Araujo SuarezОценок пока нет
- Teoría de La Elasticidad y Resistencia de Materiales2018 PDFДокумент228 страницTeoría de La Elasticidad y Resistencia de Materiales2018 PDFAndrea Rubio FloresОценок пока нет
- Materiales DielectricosДокумент25 страницMateriales Dielectricoscarlo espinoza fabianОценок пока нет
- Informe Mec Especiales - 4 Y 6 BarrasДокумент30 страницInforme Mec Especiales - 4 Y 6 BarrasRíos AlbertoОценок пока нет
- Mecánica de La Fractura PDFДокумент36 страницMecánica de La Fractura PDFLUIS ISAAC LEON PAROОценок пока нет
- Comportamiento de MaterialesДокумент22 страницыComportamiento de MaterialesJose Luis FuchineccoОценок пока нет
- 9.0 Método CrossДокумент4 страницы9.0 Método CrossMaycol LudeñaОценок пока нет
- CIV 315-PPT6-Cinética de Partículas Trabajo y EnergíaДокумент27 страницCIV 315-PPT6-Cinética de Partículas Trabajo y EnergíaJason TrochezОценок пока нет
- Tracción y CompresiónДокумент48 страницTracción y CompresiónNicolas Acosta100% (1)
- Laboratorio Resistencia de MaterialesДокумент9 страницLaboratorio Resistencia de MaterialesLuis Alfonso MartinezОценок пока нет
- Smis Comportamiento Sismico de Puentes en ArcoДокумент33 страницыSmis Comportamiento Sismico de Puentes en ArcoJesus GuevaraОценок пока нет
- Diseño de maquinaria agrícolaДокумент7 страницDiseño de maquinaria agrícolaPedro Pablo Arteaga Llacza100% (1)
- Mantenimiento A Gabinetes de Media TensiónДокумент2 страницыMantenimiento A Gabinetes de Media TensiónJorge GonzalezОценок пока нет
- Libro-De-Resistencia TerminadoДокумент213 страницLibro-De-Resistencia TerminadoGladys Xiomara Ccapa100% (1)
- Ciencia+Materiales+II DesbloqueadoДокумент109 страницCiencia+Materiales+II Desbloqueadoヴィン サラテОценок пока нет
- Apuntes C. M. Ii Rev Febrero 2016Документ107 страницApuntes C. M. Ii Rev Febrero 2016Jorge Alberto LopezОценок пока нет
- Qo SДокумент4 страницыQo SGerardobalbinoОценок пока нет
- 4.1 Conceptos MagnetismoДокумент19 страниц4.1 Conceptos MagnetismoJesus alfonso EspinozaОценок пока нет
- Metodo de Doble IntegracionДокумент14 страницMetodo de Doble IntegracionElvira Nicol Ruiz ReyesОценок пока нет
- Taller de Refuerzo No 1Документ3 страницыTaller de Refuerzo No 1Valentina HerreraОценок пока нет
- InformeДокумент8 страницInformeadriana duarteОценок пока нет
- Informe LaboratorioДокумент22 страницыInforme LaboratorioLuis Arnulfo Sanchez Diaz100% (1)
- Chaiña Flores Henry 161290Документ32 страницыChaiña Flores Henry 161290Henry Chaiña FloresОценок пока нет
- Curso Jeroglificos Leccion 10Документ8 страницCurso Jeroglificos Leccion 10Saskia Folguera GarciaОценок пока нет
- Tema2 Boletín BMSRДокумент21 страницаTema2 Boletín BMSRJorge Navarro LozanoОценок пока нет
- Informe Ford FiestaДокумент15 страницInforme Ford Fiestahector pardo100% (1)
- Identidades Trigonometricas PDFДокумент19 страницIdentidades Trigonometricas PDF1979jccmОценок пока нет
- Pci JCM 2016 ActualizadoДокумент404 страницыPci JCM 2016 ActualizadoAlejandro BCОценок пока нет
- Ada BoostДокумент80 страницAda BoostHeydy CFОценок пока нет
- Ley Enfriamiento Newton Aplicaciones Ingeniería SistemasДокумент23 страницыLey Enfriamiento Newton Aplicaciones Ingeniería SistemasMichael Guerrero100% (3)
- Miguel MirandaДокумент35 страницMiguel MirandaAlvaro MamaniОценок пока нет
- Triptico de Los VolcanesДокумент3 страницыTriptico de Los VolcanesMarcelo CortesОценок пока нет
- Tecnología Láctea: Términos BásicosДокумент31 страницаTecnología Láctea: Términos Básicosmario albertoОценок пока нет
- Linea de Tiempo Aportaciones en El Modelo AtomicoДокумент5 страницLinea de Tiempo Aportaciones en El Modelo AtomicoJuan PabloОценок пока нет
- CapuyoДокумент7 страницCapuyoalexbaldocedaОценок пока нет
- Evaluacion de Riesgos Ejemplo Universidad Laboral PDFДокумент11 страницEvaluacion de Riesgos Ejemplo Universidad Laboral PDFcapuletoОценок пока нет
- Guia 3Документ22 страницыGuia 3Andrea NaviaОценок пока нет
- Modelacionfinanciera Concep-AplicacionesДокумент60 страницModelacionfinanciera Concep-AplicacionesAlex RicartОценок пока нет
- Apuntes 2021-1 EJ A 27 28 29 45 Clase 300321 ChichelДокумент34 страницыApuntes 2021-1 EJ A 27 28 29 45 Clase 300321 ChichelgabrielОценок пока нет
- Practica5 Variable ComplejaДокумент2 страницыPractica5 Variable Compleja๖ۣۜƊสrkОценок пока нет
- Actividad 6Документ11 страницActividad 6Alitzel GalileaОценок пока нет