Вам также может понравиться
- 2 Diseño Hidraulico Montacarga 1Документ8 страниц2 Diseño Hidraulico Montacarga 1AlvaroОценок пока нет
- La Empresa de Cuchillos, GENERALIDADES.Документ15 страницLa Empresa de Cuchillos, GENERALIDADES.Daniel DiazОценок пока нет
- Mecanizado Sma FresaДокумент17 страницMecanizado Sma FresaVictor Reyes VidalОценок пока нет
- Selección de CorreasДокумент16 страницSelección de CorreasOscar PelaezОценок пока нет
- Pasos para La Selección de Correas TrapezoidalesДокумент11 страницPasos para La Selección de Correas TrapezoidalesAdderlymgОценок пока нет
- CATALOGO LM4 Lineas 4C Alimentacion MovilДокумент16 страницCATALOGO LM4 Lineas 4C Alimentacion Movilmantenimiento1.comedsaОценок пока нет
- Práctica 2 Limadora FinalДокумент16 страницPráctica 2 Limadora FinalYuliangelrpОценок пока нет
- Proyecto Final de Automatización TerminadoДокумент11 страницProyecto Final de Automatización TerminadoDanny Julio Revilla VilcaОценок пока нет
- Wire Cutting MachineДокумент39 страницWire Cutting MachineCancio FlorezОценок пока нет
- Dem 1 Proyecto MolinoДокумент22 страницыDem 1 Proyecto MolinoBryan SierraОценок пока нет
- Diseño y Selección Del Mando A Correas en VДокумент5 страницDiseño y Selección Del Mando A Correas en Vricardomende89% (9)
- SERRATRON 10iДокумент98 страницSERRATRON 10imarazjoseОценок пока нет
- Ruiz Castillo Wilson Jesus Examen-Ii-ProcesosДокумент9 страницRuiz Castillo Wilson Jesus Examen-Ii-ProcesosWilson Jesus Ruiz CastilloОценок пока нет
- Dimensionamiento de Dispositivos II ParcialДокумент9 страницDimensionamiento de Dispositivos II ParcialAlexander Valencia100% (2)
- Deber Torno 201720Документ4 страницыDeber Torno 201720Carlos Alberto Andrade Naranjo100% (1)
- Rúbrica ElectroneumáticaДокумент22 страницыRúbrica ElectroneumáticaAlex Sandoval100% (1)
- Instalación y mantenimiento de caudalímetro a turbina axialДокумент23 страницыInstalación y mantenimiento de caudalímetro a turbina axialLeila ValenzuelaОценок пока нет
- ConclusionesДокумент20 страницConclusionesSony AleОценок пока нет
- Campo OcupacionalДокумент28 страницCampo OcupacionalDiego Dtk GОценок пока нет
- Ejercicios de mecanizado: Torneado y refrentadoДокумент63 страницыEjercicios de mecanizado: Torneado y refrentadoHubert Mihaly Altamirano Aguilar0% (1)
- Cálculo de La Velocidad de CorteДокумент5 страницCálculo de La Velocidad de Cortecova10Оценок пока нет
- Guia N2Документ12 страницGuia N2nicoОценок пока нет
- 超微粉调试维护保养 ESДокумент65 страниц超微粉调试维护保养 ESrmcbОценок пока нет
- 9597 Guía de EjerciciosДокумент3 страницы9597 Guía de EjerciciosValeria Castillo JerezОценок пока нет
- Linea Protegida LM-4 2018 PDFДокумент10 страницLinea Protegida LM-4 2018 PDFismaelОценок пока нет
- Control soldadura resistencia SERRATRON 10iSTДокумент98 страницControl soldadura resistencia SERRATRON 10iSTjosemarazОценок пока нет
- Calculos Del AgitadorДокумент11 страницCalculos Del AgitadorOscar AlfaroОценок пока нет
- Plan de ApoyoДокумент9 страницPlan de ApoyoMaria Buitrago05Оценок пока нет
- Tema 3Документ1 страницаTema 3Gabriel CОценок пока нет
- Altistar y AltivarДокумент15 страницAltistar y AltivarR2roots (Arturo)Оценок пока нет
- Proyecto de Una Transmicion MecanicaДокумент19 страницProyecto de Una Transmicion MecanicaEmmanuel H. Tapia100% (1)
- Rel 3 2008 2009Документ2 страницыRel 3 2008 2009SumosolОценок пока нет
- 9656 EH5U Liebherr Spa 00 PDFДокумент430 страниц9656 EH5U Liebherr Spa 00 PDFclaudioulloaveas100% (1)
- Maquina Peladora de Yuca-1Документ18 страницMaquina Peladora de Yuca-1Andres Stiven GarzonОценок пока нет
- Proyecto Canteadora Sierra Circular CorregidoДокумент22 страницыProyecto Canteadora Sierra Circular CorregidoGeret JorОценок пока нет
- Galgas Extensiométricas DatasheetДокумент10 страницGalgas Extensiométricas DatasheetAlex Antonio Zambrano Moreira100% (1)
- FICHA TECNICA MACROMEDIDOR WOLTMANN V01 InstalaciónДокумент6 страницFICHA TECNICA MACROMEDIDOR WOLTMANN V01 InstalaciónMarlyn Andrea LopezОценок пока нет
- Parámetros de corte en fresado y cálculo de RPM, avance y velocidadДокумент15 страницParámetros de corte en fresado y cálculo de RPM, avance y velocidadEDОценок пока нет
- Organización y Proyectos de Fabricación Mecánica P.E.S.Документ9 страницOrganización y Proyectos de Fabricación Mecánica P.E.S.Ignacio Campos MartínОценок пока нет
- Nipple NPT 3/8 18 en Torno CNCДокумент21 страницаNipple NPT 3/8 18 en Torno CNCGabriel SimbañaОценок пока нет
- Diseño de HardwareДокумент30 страницDiseño de HardwareWilliams AlejandroОценок пока нет
- Miguel Ibacache Proyecto FinalДокумент14 страницMiguel Ibacache Proyecto FinalMiguel AngelОценок пока нет
- Monitoreo de Motores DieselДокумент14 страницMonitoreo de Motores DieselGiovo28Оценок пока нет
- Especificaciones AmbatoДокумент6 страницEspecificaciones Ambatoandsateb_01Оценок пока нет
- PROBLEMA DE ESTUDIO 2 Trabajo HidrulicaДокумент17 страницPROBLEMA DE ESTUDIO 2 Trabajo HidrulicaCaro PedrozaОценок пока нет
- Informe MCC FinalДокумент38 страницInforme MCC FinalAntonioVelizОценок пока нет
- Manual de usuario variador OMRON 3G3MX2 - Guía completaДокумент27 страницManual de usuario variador OMRON 3G3MX2 - Guía completaJuan Felipe Barreto VivasОценок пока нет
- Full LimadoraДокумент41 страницаFull LimadoraDavid Enriquez50% (2)
- Problemas para Parcial II CNCДокумент9 страницProblemas para Parcial II CNCREBECAОценок пока нет
- Heavy Duty Drive Sinus PentaДокумент8 страницHeavy Duty Drive Sinus PentaPablo Herson Black Rodriguez Elias100% (1)
- Seleccion de Correas PlanasДокумент9 страницSeleccion de Correas PlanasJean CarlosОценок пока нет
- Lab - Phase Array Incidencia AngularДокумент11 страницLab - Phase Array Incidencia AngularVictor Antonio Diaz FaundezОценок пока нет
- 1 Testers HidráulicosДокумент4 страницы1 Testers Hidráulicosav avОценок пока нет
- Cuestionario de FresadoДокумент8 страницCuestionario de FresadoSergio MendozaОценок пока нет
- 01-Problema de TorneadoДокумент1 страница01-Problema de TorneadoLohana Arrieta AlvarezОценок пока нет
- Catalogo Baja - Tension Siemens PDFДокумент378 страницCatalogo Baja - Tension Siemens PDFCesarОценок пока нет
- ABB Arrancador SuaveДокумент16 страницABB Arrancador SuaveWilliam PinzonОценок пока нет
- Ajuste, puesta en marcha y regulación de los sistemas mecánicos. FMEE0208От EverandAjuste, puesta en marcha y regulación de los sistemas mecánicos. FMEE0208Рейтинг: 4 из 5 звезд4/5 (1)
- Servicio de Maquinado - Acople Elástico - v3Документ1 страницаServicio de Maquinado - Acople Elástico - v3Rodrigo Díaz GambiniОценок пока нет
- Plate StiffenerДокумент1 страницаPlate StiffenerRodrigo Díaz GambiniОценок пока нет
- Cálculo de TransportadorДокумент1 страницаCálculo de TransportadorRodrigo Díaz GambiniОценок пока нет
- Clase 1Документ4 страницыClase 1Rodrigo Díaz GambiniОценок пока нет
- EscaleraMonografia - Prime Avance PDFДокумент7 страницEscaleraMonografia - Prime Avance PDFRodrigo Díaz GambiniОценок пока нет
- Bosquejo - Mesa Rotatoria PDFДокумент1 страницаBosquejo - Mesa Rotatoria PDFRodrigo Díaz GambiniОценок пока нет
- Dialnet ManejoDeInterferenciasElectromagneticasEnBandejasP 4566774 PDFДокумент4 страницыDialnet ManejoDeInterferenciasElectromagneticasEnBandejasP 4566774 PDFRodrigo Díaz GambiniОценок пока нет
- Diseño Mecánico de Una Escalera AutomáticaДокумент9 страницDiseño Mecánico de Una Escalera AutomáticaRodrigo Díaz GambiniОценок пока нет
- Side Entering MixerДокумент3 страницыSide Entering MixerRodrigo Díaz GambiniОценок пока нет
- Estrategia de Control Con Ganancia ProgramadaДокумент3 страницыEstrategia de Control Con Ganancia ProgramadaRodrigo Díaz GambiniОценок пока нет
- EscaleraMonografia - Prime Avance PDFДокумент7 страницEscaleraMonografia - Prime Avance PDFRodrigo Díaz GambiniОценок пока нет
- EscaleraMonografia - Prime Avance PDFДокумент7 страницEscaleraMonografia - Prime Avance PDFRodrigo Díaz GambiniОценок пока нет
- Programas HP-PrimeДокумент7 страницProgramas HP-PrimeRodrigo Díaz Gambini100% (2)
- Disparo Del Tiristor Con Ujt y PutДокумент5 страницDisparo Del Tiristor Con Ujt y PutRodrigo Díaz Gambini100% (1)
- Proceso de Elaboracion Del CementoДокумент3 страницыProceso de Elaboracion Del CementoRodrigo Díaz GambiniОценок пока нет
- Analisis de FourierДокумент73 страницыAnalisis de FourierEdher RioverdeОценок пока нет
- Multilayer Neural NetworkДокумент12 страницMultilayer Neural NetworkRodrigo Díaz GambiniОценок пока нет
- Previo 1 - Electrónica de PotenciaДокумент8 страницPrevio 1 - Electrónica de PotenciaRodrigo Díaz GambiniОценок пока нет
- TrabajoДокумент4 страницыTrabajoRodrigo Díaz GambiniОценок пока нет
- Máquinas Eléctricas - Primer LaboratorioДокумент10 страницMáquinas Eléctricas - Primer LaboratorioRodrigo Díaz GambiniОценок пока нет
- Notas para El Curso de Variable Compleja (A Lascurain)Документ145 страницNotas para El Curso de Variable Compleja (A Lascurain)Danilo EsquivelОценок пока нет
- Circuitos Transitorios de Primer y Segundo OrdenДокумент10 страницCircuitos Transitorios de Primer y Segundo OrdenRodrigo Díaz GambiniОценок пока нет
- 3ra Practica - Circuitos EléctricosДокумент11 страниц3ra Practica - Circuitos EléctricosRodrigo Díaz GambiniОценок пока нет
- HP Prime User Guide ESPДокумент680 страницHP Prime User Guide ESPArnaldo Preso De Liga100% (1)
- Notas para El Curso de Variable Compleja (A Lascurain)Документ145 страницNotas para El Curso de Variable Compleja (A Lascurain)Danilo EsquivelОценок пока нет
- Virginidad Femenina - 2000 Años DespuésДокумент5 страницVirginidad Femenina - 2000 Años DespuésRodrigo Díaz GambiniОценок пока нет
- Virginidad Femenina - 2000 Años DespuésДокумент5 страницVirginidad Femenina - 2000 Años DespuésRodrigo Díaz GambiniОценок пока нет
- Análisis de La ExposiciónДокумент3 страницыAnálisis de La ExposiciónRodrigo Díaz GambiniОценок пока нет
- MB226 Física III2009-IДокумент6 страницMB226 Física III2009-Imiguelito2015Оценок пока нет
- Física Universitaria Preguntas Lab 8Документ2 страницыFísica Universitaria Preguntas Lab 8wyckz52p4jОценок пока нет
- Propuesta TecnicaДокумент56 страницPropuesta Tecnicafbfabiola5Оценок пока нет
- Contorsionistas robots 6-2 y 16-2Документ4 страницыContorsionistas robots 6-2 y 16-2Daniel DG100% (2)
- Unidad 3Документ9 страницUnidad 3Guillermo RodriguezОценок пока нет
- Vibraciones MecanicasДокумент8 страницVibraciones MecanicasJorge Carlos Mogollon RojasОценок пока нет
- Tarea 1 CaddoДокумент2 страницыTarea 1 CaddoHenry MolinaОценок пока нет
- Medidas de Dispersión para Datos Agrupados y No AgrupadosДокумент5 страницMedidas de Dispersión para Datos Agrupados y No AgrupadosAndy CordovaОценок пока нет
- Relacion 01Документ4 страницыRelacion 01Manuel Carranza GarcíaОценок пока нет
- Funciones Reales de Variable Real: Sen X XДокумент12 страницFunciones Reales de Variable Real: Sen X XgustavoОценок пока нет
- Re-10-Lab-399 Cinetica Quimica I v2Документ12 страницRe-10-Lab-399 Cinetica Quimica I v2Iker BolívarОценок пока нет
- Cálculo de Vigas Contínuas Por Metodo de H. Cross Paso A PasoДокумент7 страницCálculo de Vigas Contínuas Por Metodo de H. Cross Paso A PasoMiguel Angell Fletes Gomez100% (6)
- Historia CongruenciasДокумент8 страницHistoria CongruenciasAra RoldanОценок пока нет
- Proyecto Final2021Документ10 страницProyecto Final2021OV GutОценок пока нет
- Fisica Tomo 1Документ50 страницFisica Tomo 1Daniel1OZОценок пока нет
- Tema II Mov. Circular - Parte AДокумент3 страницыTema II Mov. Circular - Parte AManolo HuaynaОценок пока нет
- SIMULACION 3 FisicaДокумент12 страницSIMULACION 3 FisicaRoni Chipani RataОценок пока нет
- Elementos de Programación FortranДокумент80 страницElementos de Programación FortranEternauta Dos Mil UnoОценок пока нет
- Análisis de elementos de armadura mediante el método de seccionesДокумент3 страницыAnálisis de elementos de armadura mediante el método de seccionesabrahamrv44100% (1)
- Calculo Integral T3Документ6 страницCalculo Integral T3MARTIN CARLOS BENITEZ RAMOSОценок пока нет
- ¿Intuición Eidética o Abstracción Formal?Документ12 страниц¿Intuición Eidética o Abstracción Formal?Judas!100% (1)
- Tema I - Campo Electrico y PotencialДокумент15 страницTema I - Campo Electrico y PotencialvictorherediafОценок пока нет
- Teoría Kantiana Del EspacioДокумент38 страницTeoría Kantiana Del EspacioJaume Santos DiazdelRioОценок пока нет
- Sesión de Aprendizaje Quinta SemanaДокумент40 страницSesión de Aprendizaje Quinta SemanaAnonymous Y8L4TmjwqОценок пока нет
- Flujo compresible capítulo 4: Relaciones de propiedades de flujo isentrópico de gas idealДокумент112 страницFlujo compresible capítulo 4: Relaciones de propiedades de flujo isentrópico de gas idealAbel Bullon ChuquipulОценок пока нет
- Confiabilidad de Un ProductoДокумент15 страницConfiabilidad de Un ProductoJordan Sandoval HilarioОценок пока нет
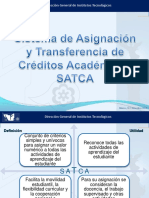
- Criterios créditos SATCAДокумент45 страницCriterios créditos SATCARene Luciano de la CruzОценок пока нет
- Repaso Razonamiento Matemático y AritméticaДокумент3 страницыRepaso Razonamiento Matemático y AritméticaHUGO LLONTOPОценок пока нет
- (Modulo 3) Asignación - Mov. en Varias DireccionesДокумент9 страниц(Modulo 3) Asignación - Mov. en Varias DireccionesDiegoОценок пока нет
- Ejercicios Matematicas 5to AñoДокумент173 страницыEjercicios Matematicas 5to AñoPaco AHОценок пока нет
- Carta de NewmarkДокумент7 страницCarta de NewmarkReny Jesús Cárdenas100% (1)