Вам также может понравиться
- Arc WeldingДокумент43 страницыArc WeldingHitarth ChudasamaОценок пока нет
- Preventing Mechanical FailuresДокумент15 страницPreventing Mechanical Failuresmarcalasan0% (1)
- Sysweld Welding ReportДокумент23 страницыSysweld Welding ReportAsiahKuzaimanОценок пока нет
- Development of An Advanced Servo Manipulator For Remote Handling in Nuclear InstallationsДокумент8 страницDevelopment of An Advanced Servo Manipulator For Remote Handling in Nuclear InstallationsK. JayarajanОценок пока нет
- French DELF A1 Exam PDFДокумент10 страницFrench DELF A1 Exam PDFMishtiОценок пока нет
- Fabricated BogieДокумент16 страницFabricated BogiemailbkraoОценок пока нет
- Underwater Welding Seminar ReportДокумент19 страницUnderwater Welding Seminar ReportRaghu Veer Ycd100% (1)
- Welding Machine WZM-400 Operating Manual-1Документ34 страницыWelding Machine WZM-400 Operating Manual-1indo jasun0% (1)
- Pasig Transparency OrdinanceДокумент9 страницPasig Transparency OrdinanceVico Sotto100% (3)
- Seminar of Underwater Welding & Inspection: Ali Malik Saadoon University of Baghdad Engineering Affairs DepartmentДокумент44 страницыSeminar of Underwater Welding & Inspection: Ali Malik Saadoon University of Baghdad Engineering Affairs Departmentpraphul gamangoОценок пока нет
- Report Robot WeldingДокумент23 страницыReport Robot WeldingKishan Singh100% (3)
- Robotic Welding TechnologyДокумент43 страницыRobotic Welding TechnologyMuhammad Bilal100% (1)
- Robotic Arc WeldingДокумент56 страницRobotic Arc Weldingamirhazwan100% (1)
- AC Resistance Welding Machine Manual 50kvaДокумент35 страницAC Resistance Welding Machine Manual 50kvaAntariksh Bahekar100% (1)
- Welding RobotsДокумент22 страницыWelding RobotsBHUKYA GandhiОценок пока нет
- Report of Underwater WeldingДокумент7 страницReport of Underwater WeldingMunirAzeemОценок пока нет
- Welding AutomationДокумент15 страницWelding AutomationRajesh Kumar RОценок пока нет
- Spot Welding Process LabДокумент4 страницыSpot Welding Process Labjunaid gujratiОценок пока нет
- Modes of Metal TransferДокумент7 страницModes of Metal TransfershruthiОценок пока нет
- Welding AutomationДокумент42 страницыWelding Automationharoub_nasОценок пока нет
- Robotic WeldingДокумент21 страницаRobotic WeldingLaurentiusDamasSulistya100% (1)
- Welding Automation CatalogДокумент112 страницWelding Automation CatalogVirgil SorcaruОценок пока нет
- Robot WeldingДокумент6 страницRobot WeldingsrrsekarОценок пока нет
- Underwater WeldingДокумент16 страницUnderwater WeldingDinesh ChahalОценок пока нет
- Modicon M580 Quick Start - v1.0 - Training ManualДокумент169 страницModicon M580 Quick Start - v1.0 - Training Manualaryan_iust0% (1)
- Report Robot WeldingДокумент23 страницыReport Robot Welding19AE8126 Ayaan MansuriОценок пока нет
- Ten Strategies For The Top ManagementДокумент19 страницTen Strategies For The Top ManagementAQuh C Jhane67% (3)
- Plasma Arc WeldingДокумент24 страницыPlasma Arc Weldingroy_subham_subrataОценок пока нет
- Welding Electrode ProjectДокумент36 страницWelding Electrode ProjectjswldeepОценок пока нет
- Final Report of Robotic WeldingДокумент8 страницFinal Report of Robotic Weldingveereshkoutal100% (1)
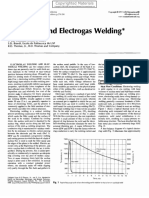
- Electrogas WeldingДокумент11 страницElectrogas WeldingDarryl007100% (1)
- Electroslag WeldingДокумент10 страницElectroslag WeldingNazmul Ahsan100% (1)
- Final Automated Welding PresentationДокумент26 страницFinal Automated Welding PresentationAbie RexoMenОценок пока нет
- Laser Dismantling of PHWR Spent Fuel Bundles and De-Cladding of Fuel Pins in The Highly Radioactive Hot CellsДокумент6 страницLaser Dismantling of PHWR Spent Fuel Bundles and De-Cladding of Fuel Pins in The Highly Radioactive Hot CellsK. JayarajanОценок пока нет
- Chapter 3 - Principles of Arc WeldingДокумент32 страницыChapter 3 - Principles of Arc Weldingsipi maseleОценок пока нет
- MEM 661 - Applied Welding Engineering Individual Assignment Instruction and Guidelines CASE STUDY (Документ10 страницMEM 661 - Applied Welding Engineering Individual Assignment Instruction and Guidelines CASE STUDY (Shaikhan NadzemiОценок пока нет
- Nptel WeldingДокумент233 страницыNptel WeldingThasarathan Ravichandran100% (2)
- Micro Welding SagarpptДокумент20 страницMicro Welding SagarpptYash HiragarОценок пока нет
- Orbitical WeldingДокумент16 страницOrbitical WeldingchianqiaoОценок пока нет
- Heat Input and Interpass Temperature During Welding PDFДокумент6 страницHeat Input and Interpass Temperature During Welding PDFVishal Sparkle QE3Оценок пока нет
- Internship Presentation in Grupo AntolinДокумент19 страницInternship Presentation in Grupo AntolinRavi GowdaОценок пока нет
- Fatigue and Brittle Fracture of Carbon Steel Process PipelineДокумент10 страницFatigue and Brittle Fracture of Carbon Steel Process PipelineEsteban Matias RodriguezОценок пока нет
- LR - Material and Qualification Procedures For ShipsДокумент17 страницLR - Material and Qualification Procedures For ShipsprasetyoОценок пока нет
- Lloyd S Register Sec. III 2015 Edition OverviewДокумент23 страницыLloyd S Register Sec. III 2015 Edition OverviewYoshua PortugalОценок пока нет
- INS P 035, Circularity Check - Cyl.sectionsДокумент10 страницINS P 035, Circularity Check - Cyl.sectionsDeepakОценок пока нет
- FT Lab Manual27-12-17 PDFДокумент48 страницFT Lab Manual27-12-17 PDFJay JoshiОценок пока нет
- Sample Cert. NPTELДокумент22 страницыSample Cert. NPTELAbid YusufОценок пока нет
- Inspections and Audits For Boilers and Pressure VesselsДокумент2 страницыInspections and Audits For Boilers and Pressure VesselsNDTInstructorОценок пока нет
- Table For Density of MetalДокумент3 страницыTable For Density of Metalmtarunkumar100% (1)
- Arc Welding PDFДокумент12 страницArc Welding PDFInlaboОценок пока нет
- (John Norrish) Advanced Welding Processes (BookFi) - Pages-85-91Документ7 страниц(John Norrish) Advanced Welding Processes (BookFi) - Pages-85-91Yusuf DarellОценок пока нет
- On Plasma Arc WeldingДокумент12 страницOn Plasma Arc WeldingSandeep MauryaОценок пока нет
- CH 3 Shielded Metal Arc Welding Setup and OperationДокумент31 страницаCH 3 Shielded Metal Arc Welding Setup and OperationKr ManuОценок пока нет
- Welding ReportДокумент15 страницWelding Reportabhinavjha7Оценок пока нет
- Ishwar CV IweДокумент3 страницыIshwar CV IweIshwarОценок пока нет
- SS Pipe Welding ProcedureДокумент5 страницSS Pipe Welding Procedureamit rajputОценок пока нет
- Plasma Arc Welding MachiningДокумент10 страницPlasma Arc Welding MachiningAvinash AviОценок пока нет
- Laser Beam WeldingДокумент2 страницыLaser Beam WeldingmonokoeОценок пока нет
- Heat Exchanger Orbital Welding Rev1Документ41 страницаHeat Exchanger Orbital Welding Rev1sergiodomingo23Оценок пока нет
- Resistance Spot WeldingДокумент26 страницResistance Spot Weldingஜெகன் தேவர்Оценок пока нет
- Role of Tip Dressing PDFДокумент4 страницыRole of Tip Dressing PDFsarath_srkОценок пока нет
- The Iron Puddler My life in the rolling mills and what came of itОт EverandThe Iron Puddler My life in the rolling mills and what came of itОценок пока нет
- Chapter-1: Welding RobotsДокумент22 страницыChapter-1: Welding RobotsBHUKYA GandhiОценок пока нет
- Securities Market (Basic) Module - RevДокумент284 страницыSecurities Market (Basic) Module - RevnnjndjnОценок пока нет
- Welding 29Документ28 страницWelding 29sanjibkrjanaОценок пока нет
- Introduction To Robotics: Amitabha MukerjeeДокумент54 страницыIntroduction To Robotics: Amitabha MukerjeeVaibhav SharmaОценок пока нет
- FDBFBFДокумент1 страницаFDBFBFVaibhav SharmaОценок пока нет
- Nursing 405 EfolioДокумент5 страницNursing 405 Efolioapi-403368398100% (1)
- Evidence DoctrinesДокумент5 страницEvidence DoctrinesChezca MargretОценок пока нет
- A History of The Faculty of Agriculture, University of Port HarcourtДокумент56 страницA History of The Faculty of Agriculture, University of Port HarcourtFACULTY OF AGRICULTURE UNIVERSITY OF PORT HARCOURTОценок пока нет
- Topic 8 Class Notes1 PDFДокумент6 страницTopic 8 Class Notes1 PDFMuhammad Adnan LaghariОценок пока нет
- Meet and Greet Officer PDFДокумент85 страницMeet and Greet Officer PDFJoby JoseОценок пока нет
- 2nd Announcement 13th InaSH Meeting 2019Документ14 страниц2nd Announcement 13th InaSH Meeting 2019adinda permataОценок пока нет
- Cerita BugisДокумент14 страницCerita BugisI'dris M11Оценок пока нет
- PreliminaryДокумент65 страницPreliminarysame.pxtОценок пока нет
- English 4 Realistic FictionДокумент5 страницEnglish 4 Realistic FictionRose Marie RebutaОценок пока нет
- Absolute Duo 1 PDFДокумент219 страницAbsolute Duo 1 PDFAgnieškaRužičkaОценок пока нет
- Emergency Stop in PL E: SINUMERIK Safety IntegratedДокумент10 страницEmergency Stop in PL E: SINUMERIK Safety IntegratedVladimirAgeevОценок пока нет
- Certification of Anti-Seismic Devices According To The European Standard EN 15129:2009: Tasks For Manufacturers and Notified BodiesДокумент9 страницCertification of Anti-Seismic Devices According To The European Standard EN 15129:2009: Tasks For Manufacturers and Notified BodiesRobby PermataОценок пока нет
- Exp#4-Gas TurbineДокумент9 страницExp#4-Gas TurbineLilo17xiОценок пока нет
- Unity FlowchartДокумент1 страницаUnity Flowchartcippolippo123Оценок пока нет
- NSF Science and Engineering Indicators 2014Документ600 страницNSF Science and Engineering Indicators 2014Adrian ArizmendiОценок пока нет
- Testing: Instructor: Iqra JavedДокумент32 страницыTesting: Instructor: Iqra Javedzagi techОценок пока нет
- Poznan University Brochure 04-05 KwalifikacjeДокумент2 страницыPoznan University Brochure 04-05 KwalifikacjeRiaz CarzОценок пока нет
- Lab ManualДокумент69 страницLab ManualPradeepОценок пока нет
- IFEM Ch07 PDFДокумент19 страницIFEM Ch07 PDFNitzOOОценок пока нет
- Confidence Limits in StatisticsДокумент30 страницConfidence Limits in StatisticsaassmmrrОценок пока нет
- Ashley Skrinjar ResumeДокумент2 страницыAshley Skrinjar Resumeapi-282513842Оценок пока нет
- 1) Two Vectors A, B Are Orthogonal IfДокумент9 страниц1) Two Vectors A, B Are Orthogonal IfRamesh MallaiОценок пока нет
- Finding The Right Place On The Map: Central and Eastern European Media Change in A Global PerspectiveДокумент306 страницFinding The Right Place On The Map: Central and Eastern European Media Change in A Global PerspectiveIntellect BooksОценок пока нет
- Sustainability Indicators: Are We Measuring What We Ought To Measure?Документ8 страницSustainability Indicators: Are We Measuring What We Ought To Measure?yrperdanaОценок пока нет
- Promise To Keep by Mario BencastroДокумент146 страницPromise To Keep by Mario BencastroArte Público PressОценок пока нет
- Cleanliness LevelДокумент4 страницыCleanliness LevelArunkumar ChandaranОценок пока нет