Вам также может понравиться
- M12 - Design & Construction R 5Документ104 страницыM12 - Design & Construction R 5சுரேஷ் பாலமுருகன்Оценок пока нет
- WPS ExampleДокумент2 страницыWPS ExampleMarcio Jr.Оценок пока нет
- Twi Hardness TestingДокумент8 страницTwi Hardness TestingchungndtОценок пока нет
- Calculation of Steel Weldability and Weld Metal PropertyДокумент7 страницCalculation of Steel Weldability and Weld Metal PropertyJohn Metaxas100% (1)
- Preheat Calculation 2 PDFДокумент3 страницыPreheat Calculation 2 PDFravi00098Оценок пока нет
- Effect of Heat InputДокумент9 страницEffect of Heat InputshrikantajitОценок пока нет
- 03-Symbols Mock ExamДокумент5 страниц03-Symbols Mock ExamCRISTIAN SILVIU IANUC100% (1)
- Electroslag Welding..Документ25 страницElectroslag Welding..Vicky SinghОценок пока нет
- Corporate Presentation 3/26/2013 - 1Документ18 страницCorporate Presentation 3/26/2013 - 1Jose ManuelОценок пока нет
- Welding R1Документ49 страницWelding R1proxywarОценок пока нет
- Basic Points of P91Документ4 страницыBasic Points of P91Asad Bin Ala Qatari100% (1)
- 1143 EWF IIW Diploma Overview - August 2013Документ2 страницы1143 EWF IIW Diploma Overview - August 2013Sean ฌอนОценок пока нет
- Welding High Tensile SteelДокумент53 страницыWelding High Tensile SteelRaifan RaizerОценок пока нет
- 254smo (Uns 31254)Документ8 страниц254smo (Uns 31254)Yang Gul LeeОценок пока нет
- Api 571 CorrosionДокумент5 страницApi 571 CorrosionArun GuptaОценок пока нет
- Codes For Vessels/Heat ExchangersДокумент23 страницыCodes For Vessels/Heat Exchangersegy pureОценок пока нет
- MY4130 Lecture 4Документ4 страницыMY4130 Lecture 4Erik WadeОценок пока нет
- PWHT ExemptionДокумент68 страницPWHT ExemptionChablex t02100% (1)
- Weld Defects CswipДокумент10 страницWeld Defects CswipOLiver RobertОценок пока нет
- 1144 Twi Diploma in Welding Engineering July 2019Документ1 страница1144 Twi Diploma in Welding Engineering July 2019Tauqeer SalimОценок пока нет
- Afternoon Quiz Set 4Документ66 страницAfternoon Quiz Set 4pchakkrapani100% (1)
- Gas Cutting WLDNG Process - 06 - Module 6Документ100 страницGas Cutting WLDNG Process - 06 - Module 6sskiitb100% (1)
- Final Welding of Ti Alloys and MG AlloysДокумент32 страницыFinal Welding of Ti Alloys and MG AlloysArjyajyoti GoswamiОценок пока нет
- SssДокумент5 страницSssh11105Оценок пока нет
- CE Equations For Weldability of SteelsДокумент1 страницаCE Equations For Weldability of SteelsVivek Panse100% (1)
- Preheat Calculation 1 PDFДокумент3 страницыPreheat Calculation 1 PDFravi00098Оценок пока нет
- 13 - Q+T Steels & Welding Q+T SteelsДокумент22 страницы13 - Q+T Steels & Welding Q+T SteelsbbqarОценок пока нет
- GMAW Practical Slide Show - FINALДокумент36 страницGMAW Practical Slide Show - FINALDanem HalasОценок пока нет
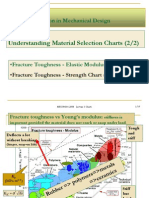
- Caceres-L3 Understanding Materials Selection ChartsДокумент23 страницыCaceres-L3 Understanding Materials Selection ChartsUngku Mohd RafiqОценок пока нет
- Defect Catalogue - Galva .Документ45 страницDefect Catalogue - Galva .Suvro ChakrabortyОценок пока нет
- Described As 1.7225 42crmo4 in en 10083 - 1: 2006 Previously 709M40 in PD 970: 2001Документ2 страницыDescribed As 1.7225 42crmo4 in en 10083 - 1: 2006 Previously 709M40 in PD 970: 2001Trịnh Quốc TuyếnОценок пока нет
- Asme Section 8 Div 1 - RTДокумент12 страницAsme Section 8 Div 1 - RTGulfnde Industrial ServiceОценок пока нет
- AnswersДокумент34 страницыAnswersMahmoud Elsayed MohamedОценок пока нет
- Cswip 31 Practical PDFДокумент4 страницыCswip 31 Practical PDFJigar PrajapatiОценок пока нет
- S 355 J2 + NДокумент1 страницаS 355 J2 + NValentin GalbenОценок пока нет
- c40 Carbon Steel Round Bar PDFДокумент2 страницыc40 Carbon Steel Round Bar PDFRamОценок пока нет
- IIW-India Project Format - DocДокумент13 страницIIW-India Project Format - DocRameshBaskaranОценок пока нет
- 5 Methods To Determine Preheat TemperatureДокумент4 страницы5 Methods To Determine Preheat TemperatureMohamed AtefОценок пока нет
- Steels For Cryogenic and Low-Temperature Service - KEY To METALS ArticleДокумент3 страницыSteels For Cryogenic and Low-Temperature Service - KEY To METALS Articlekumarpankaj030Оценок пока нет
- Template BUTTДокумент1 страницаTemplate BUTTDylan TriggОценок пока нет
- Manual Técnico de Parafusos - BOSSARDДокумент85 страницManual Técnico de Parafusos - BOSSARDRenato Caldas100% (1)
- WeldingДокумент21 страницаWeldingprabhatkumar_6657012Оценок пока нет
- Welcome To Preheat Calculation Program: C.brak@it - Fnt.hvu - NLДокумент16 страницWelcome To Preheat Calculation Program: C.brak@it - Fnt.hvu - NLKelvin Labarez100% (1)
- Twi Impact TestingДокумент17 страницTwi Impact TestingchungndtОценок пока нет
- Metallurgy LabДокумент26 страницMetallurgy LabSudarshan GОценок пока нет
- Temper Embrittlement - J and X FactorДокумент2 страницыTemper Embrittlement - J and X Factorgovimano100% (2)
- 14 Brittle Fracture and Impact Testing-8-20 PDFДокумент13 страниц14 Brittle Fracture and Impact Testing-8-20 PDFchandakweОценок пока нет
- BS en 1090 - A Legal Requirement For The Structural Steel Industry (CE Marking)Документ3 страницыBS en 1090 - A Legal Requirement For The Structural Steel Industry (CE Marking)alanlongfieldОценок пока нет
- Cordon Off - 4 (00000003)Документ1 страницаCordon Off - 4 (00000003)Anonymous PlyxbQ3tОценок пока нет
- Projection WeldДокумент20 страницProjection WeldCebrac ItatibaОценок пока нет
- ASME 9 - CalculatorДокумент2 страницыASME 9 - CalculatorEmel Besir100% (1)
- Guy Ropes DesignДокумент8 страницGuy Ropes DesignVenkatasubramanian IyerОценок пока нет
- Koc-P-002 Part 1 Rev 3Документ29 страницKoc-P-002 Part 1 Rev 3Hari KrishnanОценок пока нет
- Weld CalcДокумент8 страницWeld CalcOmil RastogiОценок пока нет
- Test No 5Документ3 страницыTest No 5Muhammad AsimОценок пока нет
- GTAW Welding of CP Titanium and Ti6Al4VДокумент1 страницаGTAW Welding of CP Titanium and Ti6Al4VDeepak KumarОценок пока нет
- RT Acceptance Criteria: API-1104 AWS D1.1Документ1 страницаRT Acceptance Criteria: API-1104 AWS D1.1Shabbir ali100% (1)
- Anchor Design ManualДокумент388 страницAnchor Design ManualJianhua WuОценок пока нет
- Lect 7-9 - B.tech V Sem (Civil) Cs-I Ce 15103 - 2022 - LSMДокумент37 страницLect 7-9 - B.tech V Sem (Civil) Cs-I Ce 15103 - 2022 - LSMSandeep MishraОценок пока нет
- Risk: Definition: Effect of Uncertainties On Objectives (ISO 31000:2018)Документ40 страницRisk: Definition: Effect of Uncertainties On Objectives (ISO 31000:2018)sskiitbОценок пока нет
- II Quality SystemsДокумент113 страницII Quality SystemssskiitbОценок пока нет
- V Conti ImprovementДокумент118 страницV Conti ImprovementsskiitbОценок пока нет
- Process - 14 Arc Welding - MODULE 14Документ52 страницыProcess - 14 Arc Welding - MODULE 14sskiitbОценок пока нет
- Common Metallurgical Defects in Ductile Cast Iron PDFДокумент1 страницаCommon Metallurgical Defects in Ductile Cast Iron PDFsskiitb100% (2)
- CRE: ASQ Certified Reliability Engineer - Full: Question ResultsДокумент60 страницCRE: ASQ Certified Reliability Engineer - Full: Question ResultssskiitbОценок пока нет
- Animal RiddleДокумент1 страницаAnimal RiddlesskiitbОценок пока нет
- Electron Beam Welding Process App PDFДокумент6 страницElectron Beam Welding Process App PDFsskiitbОценок пока нет
- Lec24 PDFДокумент69 страницLec24 PDFsskiitbОценок пока нет
- Gas Cutting WLDNG Process - 06 - Module 6Документ100 страницGas Cutting WLDNG Process - 06 - Module 6sskiitb100% (1)
- SNT TC 1A Vs CP 189Документ1 страницаSNT TC 1A Vs CP 189sskiitbОценок пока нет
- Welding QAДокумент40 страницWelding QAsskiitbОценок пока нет
- Zinc-Nickel Alloy Plating Has Hit The U.S. Scene. Who Is Doing It, and Why? - .Документ6 страницZinc-Nickel Alloy Plating Has Hit The U.S. Scene. Who Is Doing It, and Why? - .sskiitbОценок пока нет
- Edfu TempleДокумент5 страницEdfu TempleJocelyn TanОценок пока нет
- Dibujos Incinerador Planos 160123Документ16 страницDibujos Incinerador Planos 160123MaNolitouoh Oh Oh ManzanitoОценок пока нет
- Bsil PebДокумент75 страницBsil PebSukrito Kumar MittraОценок пока нет
- ZL 471KS CF5344Документ49 страницZL 471KS CF5344pereira_wilker9835Оценок пока нет
- Chapter8 Buckling PDFДокумент8 страницChapter8 Buckling PDFdroessaert_stijnОценок пока нет
- CE Performance DeclarationДокумент2 страницыCE Performance DeclarationPEng. Tech. Alvince KoreroОценок пока нет
- Metallurgical Test Report: NAS Mexico SA de CV Privada Andres Guajardo No. 360 Apodaca, N.L., C.P. 66600 MexicoДокумент1 страницаMetallurgical Test Report: NAS Mexico SA de CV Privada Andres Guajardo No. 360 Apodaca, N.L., C.P. 66600 MexicoEmigdio MartinezОценок пока нет
- Thesis On Construction Technology and Management PDFДокумент8 страницThesis On Construction Technology and Management PDFpsmxiiikdОценок пока нет
- Résumé Projet Mise en Place de Procédures de Sécurité en AnglaisДокумент16 страницRésumé Projet Mise en Place de Procédures de Sécurité en Anglaisgildas assandeОценок пока нет
- 0020 - Iec - CCCW SystemДокумент24 страницы0020 - Iec - CCCW Systemcrazyboy00720000% (1)
- 5-2 Api S 625Документ2 страницы5-2 Api S 625ycwangОценок пока нет
- Commercial Roof Anchor Installation InstructionsДокумент2 страницыCommercial Roof Anchor Installation InstructionsAnonymous q8HhQ4wОценок пока нет
- Installation and Servicing Instructions: Alpha CD24C/32CДокумент54 страницыInstallation and Servicing Instructions: Alpha CD24C/32Cn67250Оценок пока нет
- Residential Driveways Encroachmentsencroachment S: Regulations For Driveway and Encroachment Control 8-1Документ4 страницыResidential Driveways Encroachmentsencroachment S: Regulations For Driveway and Encroachment Control 8-1luke elbertОценок пока нет
- Smart Materials in Civil EngineeringДокумент8 страницSmart Materials in Civil EngineeringRavikiranSharmaSrkОценок пока нет
- Trellidor Premium Rollerstyle E BrochureДокумент1 страницаTrellidor Premium Rollerstyle E BrochureKanishka DharОценок пока нет
- Piping Drawing (Macmac)Документ15 страницPiping Drawing (Macmac)Mark Joseph Nambio Nieva100% (2)
- Arbor Hotel - Bid FormДокумент20 страницArbor Hotel - Bid FormJan Patrick AustriaОценок пока нет
- Design of 18m DEEP Underground Box SectionДокумент26 страницDesign of 18m DEEP Underground Box Sectionadesanya adedamolaОценок пока нет
- QS DutiesДокумент3 страницыQS DutiesRanjith EkanayakeОценок пока нет
- Types HousesДокумент4 страницыTypes HousesKaren CamargoОценок пока нет
- Standard Productivity of MachineryДокумент7 страницStandard Productivity of MachineryAtther Javeed90% (42)
- L5 SystemsДокумент79 страницL5 SystemsapirakqОценок пока нет
- TC51 NuevaДокумент38 страницTC51 Nuevatracy1982Оценок пока нет
- Md. Sadiqul Hasan CVДокумент3 страницыMd. Sadiqul Hasan CVnewaz2010Оценок пока нет
- TRC Engineers, Inc.-Structural Engineering - RedactedДокумент21 страницаTRC Engineers, Inc.-Structural Engineering - RedactedL. A. PatersonОценок пока нет
- 017 Blaise Feasibility - StudyДокумент37 страниц017 Blaise Feasibility - StudytatekОценок пока нет
- Johnson Evinrude Water Circulation RepairsДокумент14 страницJohnson Evinrude Water Circulation RepairsTonyОценок пока нет
- MNS Smontaggio TRH TRS TRV C IngleseДокумент44 страницыMNS Smontaggio TRH TRS TRV C IngleseIngenieria Orco Power EngineeringОценок пока нет
- L-Supprt With PL at The EdgeДокумент26 страницL-Supprt With PL at The EdgeinnovativekarthiОценок пока нет