Вам также может понравиться
- Asesores InternosДокумент1 страницаAsesores InternosEduardo Merida GuzmanОценок пока нет
- Características de Equipos Con Los Que Cuenta RMC PDFДокумент4 страницыCaracterísticas de Equipos Con Los Que Cuenta RMC PDFEduardo Merida GuzmanОценок пока нет
- Tabla de Aceros - Isar ToolingДокумент2 страницыTabla de Aceros - Isar ToolingEduardo Merida GuzmanОценок пока нет
- The Ultimate Guide Waterjet - SP PDFДокумент9 страницThe Ultimate Guide Waterjet - SP PDFEduardo Merida GuzmanОценок пока нет
- Termino AutomotricesДокумент1 страницаTermino AutomotricesEduardo Merida GuzmanОценок пока нет
- Curso Core Tools 2017Документ187 страницCurso Core Tools 2017Eduardo Merida Guzman100% (1)
- Sistema SG EstionДокумент146 страницSistema SG EstionEduardo Merida GuzmanОценок пока нет
- Transmisión Automática Robotizada EasytronicДокумент20 страницTransmisión Automática Robotizada EasytronicEduardo Merida Guzman67% (3)
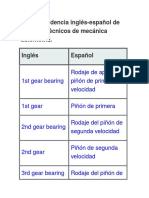
- Correspondencia InglésДокумент470 страницCorrespondencia InglésEduardo Merida GuzmanОценок пока нет
- Una Escuela Llena de Emociones - ServicioДокумент4 страницыUna Escuela Llena de Emociones - ServicioSHEILA ZULEIKA RAMOS CASTROОценок пока нет
- 2do-Examen-Prevencionista-Ssoma-10-Octubre-2021 DesarrolladoДокумент4 страницы2do-Examen-Prevencionista-Ssoma-10-Octubre-2021 DesarrolladoJohnStiverGilUrtechoОценок пока нет
- Qué Es El Pensamiento LateralДокумент5 страницQué Es El Pensamiento LateralJhon Alexander Lagos IpuzОценок пока нет
- La Cirrosis Hepática Como Enfermedad CurableДокумент25 страницLa Cirrosis Hepática Como Enfermedad CurableJose TorresОценок пока нет
- El WhitetoppingДокумент23 страницыEl WhitetoppingLuis Antonio Mondalgo Roman100% (1)
- NEUROMARKETINGДокумент12 страницNEUROMARKETINGRay PlasenciaОценок пока нет
- Bourdieu La Representación Política. Elementos paraДокумент26 страницBourdieu La Representación Política. Elementos paragabrielОценок пока нет
- ENGRANAJESДокумент30 страницENGRANAJESRodriguez Roncal HerbertОценок пока нет
- Tensión SuperficialДокумент7 страницTensión SuperficialKarin Johanna ColomboОценок пока нет
- Catologo ColombiaДокумент62 страницыCatologo ColombiaSebastian DuarteОценок пока нет
- Practica9 EJEMPLOS Analisis de Regresión No Lineal y Series de Tiempo - ESTADISTICA-1Документ10 страницPractica9 EJEMPLOS Analisis de Regresión No Lineal y Series de Tiempo - ESTADISTICA-1Aaron Curiñaupa MedinaОценок пока нет
- La Clínica de Las DiscapacidadesДокумент56 страницLa Clínica de Las DiscapacidadesMartínez AndreaОценок пока нет
- Voces Múltiples y Mundos Posibles - Febrero - 2016B PDFДокумент341 страницаVoces Múltiples y Mundos Posibles - Febrero - 2016B PDFAstrid RiveroОценок пока нет
- Equipos Refrigeracion Comercial EscoFred 2013 PDFДокумент44 страницыEquipos Refrigeracion Comercial EscoFred 2013 PDFvalentinОценок пока нет
- Grafica C y UДокумент15 страницGrafica C y UNirvana CivelekОценок пока нет
- Evidencia Informe. Creación de Contenidos Comunicativos.Документ6 страницEvidencia Informe. Creación de Contenidos Comunicativos.solaz2120Оценок пока нет
- Arellano, Ignacio (Reseña), Andrés Sánchez Robayna, Poesía de Islas CanariasДокумент3 страницыArellano, Ignacio (Reseña), Andrés Sánchez Robayna, Poesía de Islas CanariasJosé P. SerratoОценок пока нет
- CVS EclipseДокумент6 страницCVS EclipsecuneonicolasОценок пока нет
- A 50 Años Del 68Документ71 страницаA 50 Años Del 68Federico EsaprzaОценок пока нет
- Visualización Del Proyecto ExposicionДокумент11 страницVisualización Del Proyecto ExposicionIris Martinez100% (1)
- Manual Gestiona 3.0Документ131 страницаManual Gestiona 3.0Helder Gutiérrez100% (3)
- Curriculum Vitae 2009actualДокумент6 страницCurriculum Vitae 2009actualdayoohОценок пока нет
- 6° Grado - Sesiones Del 13 Al 17 de MarzoДокумент61 страница6° Grado - Sesiones Del 13 Al 17 de MarzoFranklin Gustavo Abad MartinezОценок пока нет
- Dilemas MoralesДокумент4 страницыDilemas Moralesmichael hidalgoОценок пока нет
- Real Decreto 696-1995Документ3 страницыReal Decreto 696-1995Gladis RuizОценок пока нет
- Marie-Louise Von Franz - 2000 - El Puer AeternusДокумент412 страницMarie-Louise Von Franz - 2000 - El Puer Aeternusluz tangoОценок пока нет
- Unidad 4.TIPOS DE SOCIEDADES MERCANTILESДокумент25 страницUnidad 4.TIPOS DE SOCIEDADES MERCANTILESLupita CalderónОценок пока нет
- Padilla - Ana - Redes SocialesДокумент5 страницPadilla - Ana - Redes SocialesAna P Padilla AcostaОценок пока нет
- Anexo 1 - Decreto 177 - BITДокумент2 страницыAnexo 1 - Decreto 177 - BITNicolas CassanelloОценок пока нет
- Enfermedades Infecciosas y Parasitarias en Trabajos CoДокумент14 страницEnfermedades Infecciosas y Parasitarias en Trabajos CoFRBM2Оценок пока нет