Вам также может понравиться
- Hot Wire Manchine - User Manual-ENДокумент41 страницаHot Wire Manchine - User Manual-ENZoliОценок пока нет
- Ares Armor 1911 Rudius Jig AssemblyДокумент2 страницыAres Armor 1911 Rudius Jig Assemblycav4444100% (1)
- HMT Mandrel Bending 101Документ80 страницHMT Mandrel Bending 101zaiofracassadoОценок пока нет
- Chem Topic 4 Questions + AnswersДокумент25 страницChem Topic 4 Questions + AnswersOscarHigson-Spence50% (2)
- Upset Forging of ValvesДокумент10 страницUpset Forging of ValvesSankar KumarОценок пока нет
- Plasma Nitriding Process - DataДокумент11 страницPlasma Nitriding Process - Datayadu kumar singhОценок пока нет
- How To Formulate Parkerizing SolutionДокумент3 страницыHow To Formulate Parkerizing SolutionOtter1zОценок пока нет
- Cheat Sheet - Exam 3Документ20 страницCheat Sheet - Exam 3textbookwhoreОценок пока нет
- Us 4207797Документ7 страницUs 4207797fghdfjerОценок пока нет
- Special Electric Motors: High-Speed Machining MotorsДокумент68 страницSpecial Electric Motors: High-Speed Machining MotorsAbed samadsureyft7vewyrОценок пока нет
- Design and Modelling of ECM Rifling ToolДокумент5 страницDesign and Modelling of ECM Rifling Tooldavid2404100% (2)
- Electrode Properties EdmДокумент6 страницElectrode Properties Edmomer21Оценок пока нет
- Report Gundriling AAMAstakhovДокумент27 страницReport Gundriling AAMAstakhovGyörgy Murvai100% (1)
- Center Drills - Broca de CentroДокумент4 страницыCenter Drills - Broca de CentrobiluzinОценок пока нет
- NC Mill SFTWR ManualДокумент100 страницNC Mill SFTWR ManualPham LongОценок пока нет
- Dormer Reamer Tolerances PDFДокумент12 страницDormer Reamer Tolerances PDFHenrique MarquesОценок пока нет
- General-Purpose Machine Gun - WikipediaДокумент4 страницыGeneral-Purpose Machine Gun - WikipediasorinartistuОценок пока нет
- Corvette Option Codes 1984 - 1996Документ43 страницыCorvette Option Codes 1984 - 1996ChristopherОценок пока нет
- W7-321E TinplateДокумент44 страницыW7-321E Tinplatenikola stojanovicОценок пока нет
- US3779883 PentaДокумент6 страницUS3779883 PentaRuchita Poilkar100% (1)
- Basics of Machining 2010 2011Документ189 страницBasics of Machining 2010 2011Steven DОценок пока нет
- Lecture 5 Lathe Speed and FeedДокумент14 страницLecture 5 Lathe Speed and FeedYAWARОценок пока нет
- A. Ghuohu.: (No Model.)Документ3 страницыA. Ghuohu.: (No Model.)dgfsduuwio100% (1)
- Design and Fabrication of Jigs and Fixture For Radial Drilling Machine in Automotive Industry To Improve ProductivityДокумент11 страницDesign and Fabrication of Jigs and Fixture For Radial Drilling Machine in Automotive Industry To Improve ProductivityIJRASETPublications100% (1)
- Patented May 28, 1912.: Air 4. - GentsДокумент12 страницPatented May 28, 1912.: Air 4. - GentsСлэйтер Строительная компанияОценок пока нет
- Wankel EngineДокумент24 страницыWankel EnginemujeebОценок пока нет
- Cigweldaeb Transtig 220acdc, 300acdc (S) 0-5292 - AbДокумент104 страницыCigweldaeb Transtig 220acdc, 300acdc (S) 0-5292 - AbRobert Case0% (1)
- Ssi .308DPMS Ur V3.3Документ2 страницыSsi .308DPMS Ur V3.3Ashley MolomoОценок пока нет
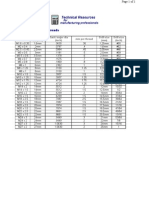
- Tap Chart - Metric ThreadsДокумент1 страницаTap Chart - Metric ThreadssonytechoОценок пока нет
- ??????zzzzzzzzzzzzzzzzzzzzzz!é:1: Patented Sept. 24, 1901Документ7 страниц??????zzzzzzzzzzzzzzzzzzzzzz!é:1: Patented Sept. 24, 1901Слэйтер Строительная компания100% (1)
- Carbine Receiver ExtensionsДокумент2 страницыCarbine Receiver Extensionsjordanbowles2579Оценок пока нет
- AWCY? Apple PieДокумент8 страницAWCY? Apple PieCWOОценок пока нет
- Washing Machine: Case Study: Embedded SystemДокумент16 страницWashing Machine: Case Study: Embedded SystemPreetam KarmakarОценок пока нет
- TM 9-1005-211-12P, Change 1Документ19 страницTM 9-1005-211-12P, Change 1"Rufus"Оценок пока нет
- Gear Cutting in Milling MachineДокумент5 страницGear Cutting in Milling MachineTrophie NilemoaОценок пока нет
- FN 98 Mauser Model 98 Rifle Operators ManualДокумент28 страницFN 98 Mauser Model 98 Rifle Operators ManualAdam Ward100% (1)
- Shaper Used As Surface GrinderДокумент1 страницаShaper Used As Surface Grinderradio-chaserОценок пока нет
- MT-II LabДокумент7 страницMT-II LabAjay Vikram0% (1)
- Syllabus For The Trade Of: Machinist (Grinder)Документ27 страницSyllabus For The Trade Of: Machinist (Grinder)swami061009Оценок пока нет
- 192 Office/Tech:: Shotgun IndexДокумент16 страниц192 Office/Tech:: Shotgun IndexStan BrittsanОценок пока нет
- American Filler MetalsДокумент13 страницAmerican Filler MetalsĐình NamОценок пока нет
- Allsop PopelinskyДокумент10 страницAllsop PopelinskyeventnowОценок пока нет
- Classic 300d LincolnДокумент32 страницыClassic 300d LincolnOswaldo Enrique SandreaОценок пока нет
- AKT020 Rivet Jaws InstructionsДокумент12 страницAKT020 Rivet Jaws InstructionsDale WadeОценок пока нет
- Design of CNC Machine Based Laser Engraver With Arduino UNOДокумент7 страницDesign of CNC Machine Based Laser Engraver With Arduino UNOIJRASETPublicationsОценок пока нет
- Bolens Models 1964 1968Документ3 страницыBolens Models 1964 1968Paul MartinОценок пока нет
- Deep Hole SolutionsДокумент28 страницDeep Hole SolutionsyatinbhatОценок пока нет
- AutoSpeed - DIY Digital AnemometerДокумент4 страницыAutoSpeed - DIY Digital Anemometerarjuna1210Оценок пока нет
- CMMG MK47 Mutant Black Rifle DetailsДокумент2 страницыCMMG MK47 Mutant Black Rifle DetailsAmmoLand Shooting Sports NewsОценок пока нет
- Klashnikov (Ak-47)Документ15 страницKlashnikov (Ak-47)TonyVeneroОценок пока нет
- B 0 - MergedДокумент21 страницаB 0 - MergedMisael Garcia EsquivelОценок пока нет
- VZ 58 Shell DeflectorДокумент15 страницVZ 58 Shell DeflectoromikamiОценок пока нет
- Dbs22 enДокумент14 страницDbs22 enmilivoj11Оценок пока нет
- U1Metal Cutting & Tool DesignДокумент62 страницыU1Metal Cutting & Tool DesignVansh puriОценок пока нет
- SVT40 ManualДокумент23 страницыSVT40 Manualandy2205Оценок пока нет
- Functional Composite Materials: Manufacturing Technology and Experimental ApplicationОт EverandFunctional Composite Materials: Manufacturing Technology and Experimental ApplicationОценок пока нет
- Building a WWII Jeep: Finding, Restoring, & Rebuilding a Wartime LegendОт EverandBuilding a WWII Jeep: Finding, Restoring, & Rebuilding a Wartime LegendОценок пока нет
- EAMCET-QR-Chemistry-Jr Chem-2.Classification of Elements and Periodicity in PropertiesДокумент13 страницEAMCET-QR-Chemistry-Jr Chem-2.Classification of Elements and Periodicity in Propertiespvnchem100% (1)
- MAT 2640 MCGB - Data Sheet For Suppliers Old MAT No.: 308Документ3 страницыMAT 2640 MCGB - Data Sheet For Suppliers Old MAT No.: 308pkjenaleoОценок пока нет
- Pt. Graha Dwi Mitra Mandiri at Arumdaeun KimiaДокумент20 страницPt. Graha Dwi Mitra Mandiri at Arumdaeun Kimianovi cmidОценок пока нет
- Installation Requirements PD400CC - 100CC-20L - 0618Документ3 страницыInstallation Requirements PD400CC - 100CC-20L - 0618Giselle SanchezОценок пока нет
- T1 Expose Limit PDFДокумент1 страницаT1 Expose Limit PDFkarpanaiОценок пока нет
- Soil Stabilisation Using Flyash: Civil EngineeringДокумент28 страницSoil Stabilisation Using Flyash: Civil EngineeringNeeraj GuptaОценок пока нет
- Chemical Changes and Reaction WorksheetДокумент2 страницыChemical Changes and Reaction WorksheetriddhiОценок пока нет
- Guidelines For Methods of Testing and Research in High Temperature Corrosion (1995)Документ244 страницыGuidelines For Methods of Testing and Research in High Temperature Corrosion (1995)Iszuan Shah100% (1)
- How To Make Homemade Chlorine BleachДокумент1 страницаHow To Make Homemade Chlorine BleachZeke FreebierОценок пока нет
- CF1FR v2.0 OnlineДокумент2 страницыCF1FR v2.0 OnlineAnonymous 3VAQ9SNxl7Оценок пока нет
- IAB-041-02 (IW Inspection Personnel)Документ43 страницыIAB-041-02 (IW Inspection Personnel)Teddy TP100% (1)
- Base Plate (Template)Документ3 страницыBase Plate (Template)li yongzhongОценок пока нет
- Installation Instruction For Conventional Castables PDFДокумент2 страницыInstallation Instruction For Conventional Castables PDFakv_bhelОценок пока нет
- Concrete Blocks - Sand - Cement Blocks: Previous NextДокумент11 страницConcrete Blocks - Sand - Cement Blocks: Previous NextFeteneОценок пока нет
- WWW - Ubakus.de: AcoperisДокумент4 страницыWWW - Ubakus.de: AcoperisAlexandru-SorinRizea100% (1)
- SCION 456-GC: Specification SheetДокумент8 страницSCION 456-GC: Specification SheetNashiha SakinaОценок пока нет
- Wollastonite IJSRET - Paper TemplateДокумент4 страницыWollastonite IJSRET - Paper TemplateChidananda GОценок пока нет
- DHI Eutrophication Model 1 Sediment Benthic VegДокумент54 страницыDHI Eutrophication Model 1 Sediment Benthic VegAlina DanilaОценок пока нет
- 5.6 Advanced Concrete Technology (PDF) by Akshay ThakurДокумент57 страниц5.6 Advanced Concrete Technology (PDF) by Akshay ThakurSAKA PREMCHANDОценок пока нет
- Introduction To Two Terminal MOS Structure: Course Name: VLSI Design Code:18B11EC315 Lecture-4Документ19 страницIntroduction To Two Terminal MOS Structure: Course Name: VLSI Design Code:18B11EC315 Lecture-4MOHAMMED FAYEZ KHANОценок пока нет
- Plant Design For The Production of Sodium CarbonateДокумент29 страницPlant Design For The Production of Sodium CarbonateMuhammad Adeel KhalidОценок пока нет
- DopantДокумент14 страницDopantBapanapalli TejeshwarОценок пока нет
- ALDEHYDE C-16 FCC Safety Data Sheet: 1. IdentificationДокумент9 страницALDEHYDE C-16 FCC Safety Data Sheet: 1. IdentificationAli AhmedОценок пока нет
- Flo-Grout EP270 - Filler - MSDSДокумент3 страницыFlo-Grout EP270 - Filler - MSDSahmed draiОценок пока нет
- CCTD101B Notes 5 - Internal Energy and EnthalpyДокумент5 страницCCTD101B Notes 5 - Internal Energy and EnthalpyKibwe TrimОценок пока нет
- Complex and Protin BindingДокумент11 страницComplex and Protin BindingdhananjaylandgeОценок пока нет
- 5 Biopharmaceutic Considerations of A Drug DesignДокумент89 страниц5 Biopharmaceutic Considerations of A Drug DesignImDanaBananaaaОценок пока нет
- Haba JawapanДокумент10 страницHaba JawapanScotrraaj GopalОценок пока нет