Вам также может понравиться
- Cswip 3.2 MCQ-004Документ5 страницCswip 3.2 MCQ-004Moses_Jakkala80% (5)
- E192-15 Standard Reference Radiographs of Investment Steel Castings For Aerospace ApplicationsДокумент4 страницыE192-15 Standard Reference Radiographs of Investment Steel Castings For Aerospace ApplicationsMohammed BoucherbaОценок пока нет
- Paper 5qa 002 Sa2Документ12 страницPaper 5qa 002 Sa2Siva Kumar100% (1)
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantОт EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantРейтинг: 3.5 из 5 звезд3.5/5 (3)
- Corrosion: Corrosion ControlОт EverandCorrosion: Corrosion ControlL L ShreirРейтинг: 5 из 5 звезд5/5 (1)
- Cswip Qa 3 2Документ8 страницCswip Qa 3 2Koya ThangalОценок пока нет
- I) 1. Signing Off of A ProductДокумент17 страницI) 1. Signing Off of A ProductsyedabudhakirОценок пока нет
- You May Continue To Read On CSWIP 3.1: Question With Answer and Explanation - Part 2Документ12 страницYou May Continue To Read On CSWIP 3.1: Question With Answer and Explanation - Part 2Akram AlhaddadОценок пока нет
- Wi Cswip 3.1 Part 1Документ9 страницWi Cswip 3.1 Part 1Ramakrishnan AmbiSubbiah100% (3)
- CSWIP 3.1 - Question With Answer and Explanation - Part 16 - General Technical KnowledgeДокумент7 страницCSWIP 3.1 - Question With Answer and Explanation - Part 16 - General Technical KnowledgeDENSIN0% (1)
- MisrunsДокумент5 страницMisrunsAgung Ngurah RendraОценок пока нет
- 4.2.1 Graphitization 4.2.1.1 Description of DamageДокумент3 страницы4.2.1 Graphitization 4.2.1.1 Description of DamageAjmi HmidaОценок пока нет
- Welding Inspection, Steels - WIS 5: Multi - Choice End of Course Assessment Question Paper (MSR-AWI-1)Документ8 страницWelding Inspection, Steels - WIS 5: Multi - Choice End of Course Assessment Question Paper (MSR-AWI-1)Le Tuan100% (1)
- Cswip QA/answerДокумент6 страницCswip QA/answerJoseph PeterОценок пока нет
- 17.weldability - McqsДокумент5 страниц17.weldability - McqsJawed AkhterОценок пока нет
- Weld Defects TWIДокумент96 страницWeld Defects TWISabir Shabbir100% (7)
- Welding Present A Ion 1Документ87 страницWelding Present A Ion 1Vishnu KumarОценок пока нет
- Venkat's Preparation of CracksДокумент4 страницыVenkat's Preparation of Cracksvineet chandra khanduriОценок пока нет
- SSAB Weld DefectsДокумент16 страницSSAB Weld Defectspozolab0% (1)
- BMP Paper With SolutionДокумент58 страницBMP Paper With SolutionAtul GaurОценок пока нет
- Cswip 3.1 Difficul - Multichoice QuesДокумент11 страницCswip 3.1 Difficul - Multichoice QuesLuan Nguyen0% (1)
- Welding Inspection General Theory Paper QWI-4: Multichoice MarksДокумент9 страницWelding Inspection General Theory Paper QWI-4: Multichoice MarksMuhammad HannanОценок пока нет
- Welding Inspection Q and Ans.Документ20 страницWelding Inspection Q and Ans.Ashwani Dogra100% (2)
- Welding Inspection, Steels Multi - Choice Question Paper (MFY-007)Документ7 страницWelding Inspection, Steels Multi - Choice Question Paper (MFY-007)Moses_JakkalaОценок пока нет
- Visual INSPECTION OF WELDSДокумент49 страницVisual INSPECTION OF WELDSpraveentienОценок пока нет
- Weld Imperfections 01Документ34 страницыWeld Imperfections 01Ahmad NazmiОценок пока нет
- 3 Welding Imperfections and Materials InspectionДокумент31 страница3 Welding Imperfections and Materials InspectionSampath KumarОценок пока нет
- Welding DefectsДокумент30 страницWelding DefectsSane ShajanОценок пока нет
- Paper 5Документ14 страницPaper 5UmaibalanОценок пока нет
- FAE - 6prevention OfdefectsДокумент58 страницFAE - 6prevention OfdefectsAdib MuhammadОценок пока нет
- TBT 412Документ7 страницTBT 412Mugesh RanjanendranОценок пока нет
- Buehler Welding MetallographyFerrous MetalsДокумент7 страницBuehler Welding MetallographyFerrous Metalssukhabhukha987Оценок пока нет
- API 570 - Practice Qns (API 571) 2019Документ5 страницAPI 570 - Practice Qns (API 571) 2019StevenQuek100% (2)
- Hydrogen CrackingДокумент3 страницыHydrogen CrackingAgustine SetiawanОценок пока нет
- InspectionДокумент17 страницInspectionRishu GuptaОценок пока нет
- Cswip QusДокумент4 страницыCswip QusRob WillestoneОценок пока нет
- Wi Cswip 3.1 Part 21Документ8 страницWi Cswip 3.1 Part 21Ramakrishnan AmbiSubbiahОценок пока нет
- 4-API RP-571 - Chapter 4-5 Environmental DamagesДокумент74 страницы4-API RP-571 - Chapter 4-5 Environmental DamagesLily & Ameer لى لى و أمير100% (2)
- It Is ConsiderationДокумент17 страницIt Is ConsiderationTulasabai JaiswalОценок пока нет
- WELDING InspectionДокумент89 страницWELDING InspectionMaclaurinHeronОценок пока нет
- Multichoice Paper OneДокумент4 страницыMultichoice Paper OneAhmed ShakirОценок пока нет
- Wi Cswip 3.1 Part 2Документ10 страницWi Cswip 3.1 Part 2Ramakrishnan AmbiSubbiah100% (1)
- API 571 2nd 2011 Unlocked - 051Документ1 страницаAPI 571 2nd 2011 Unlocked - 051nguyenОценок пока нет
- Question Paper Code: 31557Документ26 страницQuestion Paper Code: 31557Anson AntonyОценок пока нет
- Practice 5 - Questions - CSWIPДокумент16 страницPractice 5 - Questions - CSWIPravichandran0506Оценок пока нет
- Cswip 1.0Документ4 страницыCswip 1.0KianToro YeoОценок пока нет
- Practice Exam #3 Flashcards - QuizletДокумент24 страницыPractice Exam #3 Flashcards - Quizletks_irdeОценок пока нет
- Welding ImperfectionsДокумент26 страницWelding ImperfectionsABDELGHANI HIBAOUIОценок пока нет
- Senior Welding Inspection, Steels - WIS 10: Question Paper (MSR-SWI-4)Документ6 страницSenior Welding Inspection, Steels - WIS 10: Question Paper (MSR-SWI-4)Chandra MohanОценок пока нет
- Gas Pipeline Failures: by Failure Analysis Group WRD, CmrdiДокумент44 страницыGas Pipeline Failures: by Failure Analysis Group WRD, Cmrdiروشان فاطمة روشانОценок пока нет
- CSWIP Test No 1Документ3 страницыCSWIP Test No 1stanleyОценок пока нет
- M ChoiceДокумент37 страницM Choicevasunookesh100% (1)
- Brittle Fracture in Steel StructuresОт EverandBrittle Fracture in Steel StructuresG.M. BoydОценок пока нет
- High-Temperature Brazing in Controlled Atmospheres: The Pergamon Materials Engineering Practice SeriesОт EverandHigh-Temperature Brazing in Controlled Atmospheres: The Pergamon Materials Engineering Practice SeriesОценок пока нет
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkОт EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkОценок пока нет
- Ceramic Materials for Energy Applications VIОт EverandCeramic Materials for Energy Applications VIHua-Tay LinОценок пока нет
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesОт EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesОценок пока нет
- Post Core PDFДокумент6 страницPost Core PDFdr parveen bathlaОценок пока нет
- GB-T699-1999 Quality Carbon Structural SteelsДокумент21 страницаGB-T699-1999 Quality Carbon Structural SteelsVõ Quang KiệtОценок пока нет
- 3 Inoculant Alloy CompositionДокумент2 страницы3 Inoculant Alloy CompositionAdams GodoyОценок пока нет
- Birch ReductionДокумент4 страницыBirch ReductionPawan BabelОценок пока нет
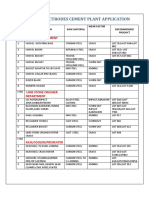
- Lotherme Electrodes Cement Plant Application: Mining DepartmentДокумент2 страницыLotherme Electrodes Cement Plant Application: Mining DepartmentGyanaranjan2011Оценок пока нет
- Maryland Metrics KeensertsДокумент60 страницMaryland Metrics KeensertsThor InternationalОценок пока нет
- BS EN 10270-2:2011 British Standard: National ForewordДокумент19 страницBS EN 10270-2:2011 British Standard: National ForewordIvicaОценок пока нет
- Steel 2Документ11 страницSteel 2Shawn BlueОценок пока нет
- Butterfly Norris Series 285Документ12 страницButterfly Norris Series 285metasoniko2014Оценок пока нет
- Heat Resistant Alloy Welding PDFДокумент39 страницHeat Resistant Alloy Welding PDFmimi_chan_17Оценок пока нет
- Holophane Outdoor Substation Series Brochure 8-79Документ2 страницыHolophane Outdoor Substation Series Brochure 8-79Alan MastersОценок пока нет
- Spec Sheet: Ps1520/1530 Metal Fit Pump 76 MM (3") Pump Maximum Flow Rate: 1026 LPM (271 GPM)Документ2 страницыSpec Sheet: Ps1520/1530 Metal Fit Pump 76 MM (3") Pump Maximum Flow Rate: 1026 LPM (271 GPM)Ilham NugrohoОценок пока нет
- PWHT of Socket Weldded ValvesДокумент6 страницPWHT of Socket Weldded Valvesdnageshm4n244Оценок пока нет
- Butterfly Valves Gd-381Fp: SpecificationДокумент2 страницыButterfly Valves Gd-381Fp: SpecificationJOSE GABRIELОценок пока нет
- 5265 Rimseal Foam PourerДокумент2 страницы5265 Rimseal Foam PourerDylan RamasamyОценок пока нет
- Procedure QualificationДокумент68 страницProcedure QualificationParvee K Nakwal100% (1)
- H-E Parts Data Sheet PT-60 Chromium CarbideДокумент1 страницаH-E Parts Data Sheet PT-60 Chromium CarbideJorge VillalobosОценок пока нет
- Bracing Connection EC3Документ9 страницBracing Connection EC3Mustafa AyşeОценок пока нет
- Flint Ec ShortДокумент4 страницыFlint Ec ShortAhmet TaşОценок пока нет
- Semi-Lugged Lever Operated Butterfly Valves PN16: Features & BenefitsДокумент1 страницаSemi-Lugged Lever Operated Butterfly Valves PN16: Features & Benefitsimtz2013Оценок пока нет
- FAMECAДокумент8 страницFAMECADhimaz ZiroОценок пока нет
- Darkle Slideshow by SlidesgoДокумент8 страницDarkle Slideshow by SlidesgoShahjahan IqbalОценок пока нет
- Identifying Metals and Their PropertiesДокумент18 страницIdentifying Metals and Their PropertiesSuresh ParamuОценок пока нет
- To 1-1a-9Документ288 страницTo 1-1a-9CarlozОценок пока нет
- Generator BasicsДокумент69 страницGenerator Basicssujiv_sujiv1278Оценок пока нет
- NAV22-Welding Weld Repair Audit ChecklistДокумент21 страницаNAV22-Welding Weld Repair Audit ChecklistDino PedutoОценок пока нет
- GATIC Galvanised Mild Steel GMS Grating Data SheetДокумент3 страницыGATIC Galvanised Mild Steel GMS Grating Data Sheetiask5275Оценок пока нет
- All-Flo GIC OILДокумент80 страницAll-Flo GIC OILkris owusuОценок пока нет
- Safe-Lec 2 & Hevi-Bar II CatalogДокумент68 страницSafe-Lec 2 & Hevi-Bar II Catalogcj7man80Оценок пока нет