Вам также может понравиться
- Abrasive SДокумент3 страницыAbrasive SmurusaОценок пока нет
- TM 1-1500-204-23-10, Change 3Документ456 страницTM 1-1500-204-23-10, Change 3"Rufus"Оценок пока нет
- Materials in Metal FormingДокумент42 страницыMaterials in Metal Formingasif100% (1)
- WP 1047 AДокумент14 страницWP 1047 AaugustinhodjОценок пока нет
- Spiral Wound Gasket CatalogДокумент30 страницSpiral Wound Gasket Catalogmayur_lanjewarОценок пока нет
- Aurora Bearing 610 CatalogДокумент84 страницыAurora Bearing 610 CatalogYatin AroraОценок пока нет
- Metco 54NS-1 (Aluminum Seal Coat) PDFДокумент3 страницыMetco 54NS-1 (Aluminum Seal Coat) PDFJ. BangjakОценок пока нет
- Sae J1701Документ5 страницSae J1701Marco NiОценок пока нет
- LISI AEROSPACE - PULL-STEM™ and PULL-IN™ PinsДокумент6 страницLISI AEROSPACE - PULL-STEM™ and PULL-IN™ PinsLeandro González De CeccoОценок пока нет
- 2007 Tap CatalogДокумент142 страницы2007 Tap Cataloggeav25653855Оценок пока нет
- 4 PermenaДокумент28 страниц4 PermenasaadatnailuОценок пока нет
- Sheet Metal StructuresДокумент40 страницSheet Metal StructuresVandane ReyesОценок пока нет
- Demonstration of SpringbackДокумент7 страницDemonstration of SpringbackDan Wolf100% (1)
- LGP - Processo ManualДокумент29 страницLGP - Processo ManualAnonymous mq0U43UsPОценок пока нет
- Fire Retardant Coating For Cables - Method of Statement - Eng - 06.08.12Документ4 страницыFire Retardant Coating For Cables - Method of Statement - Eng - 06.08.12Joey RomeroОценок пока нет
- 5 Strength AnalysisДокумент63 страницы5 Strength Analysisdan20000Оценок пока нет
- Finish F 69: Aerospace CoatingsДокумент2 страницыFinish F 69: Aerospace CoatingsKentОценок пока нет
- 6066 T6 Aircraft Aluminum Alloy Sheet SuppliersДокумент12 страниц6066 T6 Aircraft Aluminum Alloy Sheet Supplierssanghvi overseas incОценок пока нет
- BS 1936-2 1991Документ16 страницBS 1936-2 1991Jonicus-DextoreОценок пока нет
- BAMS 551-007 - A Structural Foaming AdhesivesДокумент17 страницBAMS 551-007 - A Structural Foaming AdhesivesJohn Collins100% (1)
- Plain Bearings Made From Engineering PlasticsДокумент44 страницыPlain Bearings Made From Engineering PlasticsJani LahdelmaОценок пока нет
- Aluminium 6063Документ23 страницыAluminium 6063Jaya VijayanОценок пока нет
- TM 9-1005-211-12P, Change 1Документ19 страницTM 9-1005-211-12P, Change 1"Rufus"Оценок пока нет
- Three Way Tipper MechanismДокумент5 страницThree Way Tipper MechanismAunkumar0% (1)
- New Explosive FormingДокумент24 страницыNew Explosive FormingJithin As33% (3)
- Carbon Arc Cutting PDFДокумент44 страницыCarbon Arc Cutting PDFMark InnesОценок пока нет
- Fatigue Curve - S235JR ExperimantalДокумент9 страницFatigue Curve - S235JR ExperimantalPrabath MadusankaОценок пока нет
- AFS Europe Tooling CatalogДокумент74 страницыAFS Europe Tooling CatalogANBU100% (1)
- WEG Roller Table 50040456 Brochure EnglishДокумент12 страницWEG Roller Table 50040456 Brochure EnglishjmartinezmoОценок пока нет
- Keenserts Tridair FastenersДокумент58 страницKeenserts Tridair FastenersThor InternationalОценок пока нет
- Shroud Segments, Support Segment Rings and Shroud Pads - Inspection/CheckДокумент23 страницыShroud Segments, Support Segment Rings and Shroud Pads - Inspection/CheckdavidОценок пока нет
- B737MAX Fan Cowl: B737 Parts by Machining TechnologyДокумент19 страницB737MAX Fan Cowl: B737 Parts by Machining TechnologyJesus Hedz100% (1)
- Installation, Operation AND Maintanance Manual: Always A Step Ahead in TechnologyДокумент26 страницInstallation, Operation AND Maintanance Manual: Always A Step Ahead in TechnologyBharat TailorОценок пока нет
- 4140 Alloy SteelДокумент9 страниц4140 Alloy Steelsmg26thmayОценок пока нет
- Final Fix Retrofit - Splice Angle Installation: Exit MenuДокумент23 страницыFinal Fix Retrofit - Splice Angle Installation: Exit MenugygjhkjnlОценок пока нет
- Mil STD 1554Документ60 страницMil STD 1554myk42Оценок пока нет
- NS Specs 2-15-16 High ResДокумент2 страницыNS Specs 2-15-16 High ResMarti PrakosoОценок пока нет
- Honing Machine Actuated by ServomotorДокумент45 страницHoning Machine Actuated by ServomotorNissan PatelОценок пока нет
- Dic Pps Weld StrengthДокумент1 страницаDic Pps Weld StrengthWoong KimОценок пока нет
- Qualisteelcoat Technical Specifications Version21 31102013Документ64 страницыQualisteelcoat Technical Specifications Version21 31102013Dino PedutoОценок пока нет
- Grease Nipples From UMETA Catalogue GK84-E 04-2012-2Документ46 страницGrease Nipples From UMETA Catalogue GK84-E 04-2012-2Vishwambhar Shirodkar100% (1)
- Kroeplin - Katalog - 202110 ENДокумент24 страницыKroeplin - Katalog - 202110 END.T.Оценок пока нет
- NAS StandardДокумент2 страницыNAS StandardtamaranmОценок пока нет
- Legrand LYNCUS 2019 PDFДокумент6 страницLegrand LYNCUS 2019 PDFArun HangaragiОценок пока нет
- PQR FormДокумент2 страницыPQR Formpokok assamОценок пока нет
- Installation BearingsДокумент1 страницаInstallation BearingskamaleshaiahОценок пока нет
- 2 LG Manual Engl PDFДокумент100 страниц2 LG Manual Engl PDFwayne1925Оценок пока нет
- Vespel Using AdhesivesДокумент2 страницыVespel Using AdhesivesVinaya Almane Dattathreya100% (1)
- F765-93 (2012) E1 Standard Specification For Wildcats, Ship Anchor ChainДокумент6 страницF765-93 (2012) E1 Standard Specification For Wildcats, Ship Anchor ChainislamakthamОценок пока нет
- ASMEY14.5M Geometric Dimensioning and TolerancingДокумент239 страницASMEY14.5M Geometric Dimensioning and TolerancingVicente Pañol VОценок пока нет
- Manual Crl-Somaca Belt SanderДокумент14 страницManual Crl-Somaca Belt SanderLuis Elisur ArciaОценок пока нет
- SAE J10 Dated 11-2007 Air BrakesДокумент3 страницыSAE J10 Dated 11-2007 Air BrakesLaura GarciaОценок пока нет
- Safeguarding Against Warpage and Distortion During Hot-Dip Galvanizing of Steel AssembliesДокумент2 страницыSafeguarding Against Warpage and Distortion During Hot-Dip Galvanizing of Steel Assembliesbgdaniel07100% (1)
- Welding Lecture and OrientationДокумент57 страницWelding Lecture and OrientationHenry SyОценок пока нет
- CPM1 - B2 - CMT AssignmentДокумент9 страницCPM1 - B2 - CMT AssignmentShaikh Nadim AkhtarОценок пока нет
- Bolted Aluminium Terminal Connectors For Substations: Material of CastingsДокумент5 страницBolted Aluminium Terminal Connectors For Substations: Material of CastingsTravis WoodОценок пока нет
- AISE No. 7 Specifications For Ladle HooksДокумент7 страницAISE No. 7 Specifications For Ladle HookscadyfemОценок пока нет
- Soldadura de Hierro ColadoДокумент10 страницSoldadura de Hierro ColadoclnОценок пока нет
- Welding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesОт EverandWelding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesОценок пока нет
- Module 01-01 Mathematics: ArithmeticДокумент139 страницModule 01-01 Mathematics: ArithmeticrobinyОценок пока нет
- 7290engine Oil and Breather SystemДокумент27 страниц7290engine Oil and Breather SystemrobinyОценок пока нет
- M o D U L e 0 1 - 0 3 A Mathematics - Geometry: Simple Geometrical ConstructionsДокумент43 страницыM o D U L e 0 1 - 0 3 A Mathematics - Geometry: Simple Geometrical ConstructionsrobinyОценок пока нет
- PART-66 Syllabuses: Module 1. MathematicsДокумент2 страницыPART-66 Syllabuses: Module 1. MathematicsrobinyОценок пока нет
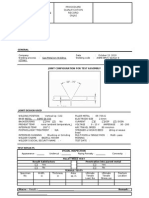
- TB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)Документ13 страницTB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)robinyОценок пока нет
- TB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)Документ10 страницTB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)robinyОценок пока нет
- TB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)Документ27 страницTB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)robiny100% (1)
- Addinex 1Документ5 страницAddinex 1robinyОценок пока нет
- TB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)Документ20 страницTB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)robinyОценок пока нет
- TB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)Документ3 страницыTB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)robinyОценок пока нет
- 7230 CompressorДокумент57 страниц7230 Compressorrobiny100% (1)
- AppendixДокумент19 страницAppendixrobinyОценок пока нет
- TB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)Документ23 страницыTB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)robinyОценок пока нет
- Appendix 4Документ5 страницAppendix 4robinyОценок пока нет
- Appendix 5 Peculiarities of Engine Transportation, Storage, Unpacking and Packing in Metal Shipping Container Manufactured by Klimov JSCДокумент3 страницыAppendix 5 Peculiarities of Engine Transportation, Storage, Unpacking and Packing in Metal Shipping Container Manufactured by Klimov JSCrobinyОценок пока нет
- TB3-117 Maintenance Manual: The Shelf Life of The Prepared Siloxane Enamel Is Five Days. 2. Antistick AgentДокумент2 страницыTB3-117 Maintenance Manual: The Shelf Life of The Prepared Siloxane Enamel Is Five Days. 2. Antistick AgentrobinyОценок пока нет
- State Standard,: Specification, InstmctionДокумент2 страницыState Standard,: Specification, Instmctionrobiny100% (1)
- TB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)Документ14 страницTB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)robinyОценок пока нет
- Srmgsa PDFДокумент121 страницаSrmgsa PDFrobinyОценок пока нет
- TB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)Документ11 страницTB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)robiny100% (1)
- TM 1 1500 250 23Документ79 страницTM 1 1500 250 23robinyОценок пока нет
- Chapter 4. Metal Structure, Welding, and BrazingДокумент2 страницыChapter 4. Metal Structure, Welding, and BrazingrobinyОценок пока нет
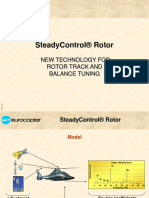
- Steadycontrol® Rotor: New Technology For Rotor Track and Balance TuningДокумент13 страницSteadycontrol® Rotor: New Technology For Rotor Track and Balance TuningrobinyОценок пока нет
- TB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)Документ84 страницыTB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)blackhawkОценок пока нет
- 01descrjption and OperationДокумент15 страниц01descrjption and OperationblackhawkОценок пока нет
- Section 6. Welding and Brazing SafetyДокумент2 страницыSection 6. Welding and Brazing SafetyrobinyОценок пока нет
- An MV2 B47Документ6 страницAn MV2 B47robinyОценок пока нет
- TM 1-1500-323-24-3Документ388 страницTM 1-1500-323-24-3"Rufus"Оценок пока нет
- User Manual SteadyControlДокумент57 страницUser Manual SteadyControlrobiny100% (2)
- Section 4. Metal Repair ProceduresДокумент42 страницыSection 4. Metal Repair ProceduresrobinyОценок пока нет
- Chapter 16 - Welding (Paras and Parado)Документ8 страницChapter 16 - Welding (Paras and Parado)Evan Charl MoraledaОценок пока нет
- Module - 2 Physics of Welding ArcДокумент31 страницаModule - 2 Physics of Welding ArcRajesh Shah0% (1)
- SmawДокумент15 страницSmawchella_pandianОценок пока нет
- Is - 814 - 2004 PDFДокумент31 страницаIs - 814 - 2004 PDFsangita ghaisasОценок пока нет
- Fabrication of HASTELLOY Corrosion Resistant AlloysДокумент40 страницFabrication of HASTELLOY Corrosion Resistant AlloysjosemiguelzuОценок пока нет
- ESL School OF WeldingДокумент1 страницаESL School OF WeldingesltrichyseoОценок пока нет
- Unitor Welding Handbook 16th Edition Id 807003 062022Документ557 страницUnitor Welding Handbook 16th Edition Id 807003 062022scribdphinОценок пока нет
- Welding Standard GOST 5264-80Документ35 страницWelding Standard GOST 5264-80Linh TranОценок пока нет
- Aws Standards Library Publication Order Form: Publication Number Rev TitleДокумент3 страницыAws Standards Library Publication Order Form: Publication Number Rev TitleRafael Torres SabalzaОценок пока нет
- WPE2 Course Notes PDFДокумент356 страницWPE2 Course Notes PDFQuoc Vinh100% (2)
- Welding RobotsДокумент11 страницWelding RobotsConfusionMakesmanperfect100% (1)
- Rwac - Lssti - LNHS - KNHS - Smaw - January 17 - 20 - Elmer Cigara AbloДокумент52 страницыRwac - Lssti - LNHS - KNHS - Smaw - January 17 - 20 - Elmer Cigara AbloKira RajadaОценок пока нет
- Controlling Hazardous Fumes and Gases During WeldingДокумент2 страницыControlling Hazardous Fumes and Gases During WeldingMohd MustafhaОценок пока нет
- Weld Wire CatalogДокумент50 страницWeld Wire CatalogMurdock Howling MadОценок пока нет
- 01-SAMSS-046 2018 Stainless Steel and Nickel Alloy PipesДокумент13 страниц01-SAMSS-046 2018 Stainless Steel and Nickel Alloy PipesWHWENОценок пока нет
- IIW IWE SyllabusДокумент27 страницIIW IWE SyllabusAnonymous hNpF6IОценок пока нет
- Quick Lifting Jack - Project ReportДокумент36 страницQuick Lifting Jack - Project ReportRoyalAryans76% (17)
- Fabricating of Hastelloy Corrosion Resistant Alloys of HaynesДокумент40 страницFabricating of Hastelloy Corrosion Resistant Alloys of HayneszuudeeОценок пока нет
- Electric WeldingДокумент56 страницElectric WeldingKilaru Sai KiranОценок пока нет
- Décembre 1995: Boutique AFNOR Pour: Solios Carbone Client 8319200 Commande N-20100112-383554-TA Le 12/1/2010 16:25Документ33 страницыDécembre 1995: Boutique AFNOR Pour: Solios Carbone Client 8319200 Commande N-20100112-383554-TA Le 12/1/2010 16:25Mahesh Kumar BandariОценок пока нет
- Qdoc - Tips - Cswip 31 Exam Question and AnswersДокумент46 страницQdoc - Tips - Cswip 31 Exam Question and AnswersASAD RAHMAN100% (1)
- VBMetalMechanics PDFДокумент24 страницыVBMetalMechanics PDFBozóPéterОценок пока нет
- Arc Welding Electrodes Powerpoint PPT PresentationДокумент4 страницыArc Welding Electrodes Powerpoint PPT PresentationramuОценок пока нет
- Unit 3Документ71 страницаUnit 3kartik guptaОценок пока нет
- Bantog - Finals HW 1Документ4 страницыBantog - Finals HW 1Penuel G. BantogОценок пока нет
- ARC Welding Machine, Industr..Документ7 страницARC Welding Machine, Industr..roni_arsyahОценок пока нет
- Austenitic Standard GradesДокумент6 страницAustenitic Standard Gradesfierro44Оценок пока нет
- Posicion 6G Weld Progression: AscendenteДокумент4 страницыPosicion 6G Weld Progression: AscendenteGabriel GaraventaОценок пока нет